
Fターム[2B250BA02]の内容
その他の木材加工、特定木製品の製造 (7,055) | 目的、効果 (1,107) | 整形・整面 (106)
Fターム[2B250BA02]に分類される特許
1 - 20 / 106
木質系床板の製造方法
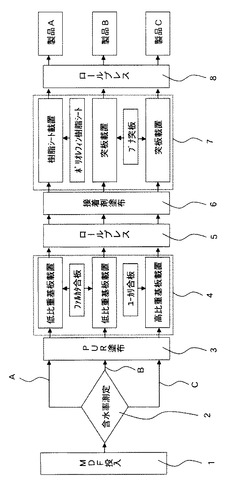
【課題】 木質繊維板の含水率に応じた製品別の仕分け処理工程を確立して、反りの発生を削減し、不良製品の選別工程を省いた木質系床板の製造方法を提供する。
【解決手段】 木質繊維板と基板を接着して複合材とした後、複合材の木質繊維板側の表面に表面化粧材を接着する木質系床板の製造方法であって、木質繊維板の含水率を測定する工程2と、測定した木質繊維板の含水率に応じた比重の基板の表面に、接着剤を介して木質繊維板を接着して複合材とする工程3〜5と、測定した木質繊維板の含水率に応じた表面化粧材を、接着剤を介して複合材の木質繊維板側の表面に接着する工程6〜8を有することを特徴とする。
(もっと読む)
箸の製法及び分離箸

【課題】手触りが良く、かつ、握ったときにすべりにくい箸を製造することができるとともに、歩留りを向上することができる箸の製法を提供する。
【解決手段】素材竹を所定長さ寸法ごとに切断して第1中間体を形成する第1切断工程と、周方向に所定数に分割切断して横断面扇形第2中間体を形成する第2切断工程と、第2中間体から横断面矩形第3中間体を形成する第3切断工程と、第3中間体を長手方向にずれた位置で一対の切削ローラRを回転圧接させて切削して横断面六角形第4中間体4を形成する切削工程と、第4中間体4を所定長さ寸法ごとに切断する第4切断工程を、順次有する。切削工程に使用する切削ローラRが外周面に複数本の台形溝20を備えて、切削ローラRの軸心Aを含む断面に於て台形溝が軸心Aと平行な辺E1を有する。
(もっと読む)
木質の板状部材の切断加工方法、及び、床材の切断加工方法
【課題】仕上げ加工が不要な木質の板状部材の切断加工方法、及び、仕上げ加工が不要な床材の切断加工方法を提供することである。
【解決手段】木質の板状部材1を切断する際に、板状部材1の切断箇所2に予め接着剤3を塗布硬化させておく。そして、当該部位の切削刃4による切断を開始する。切削刃4は板状部材1の接着剤3が含浸した部位を切削し、当該部位を切断する。また、木質の板状部材である床材21の実構造15が形成される切断予定部17に接着材13を含浸硬化させ、しかる後に、切断予定部17を切削加工して切断する。
(もっと読む)
植物系材料の成形体製造装置
【課題】製造時の荷重を抑制しながら、植物系材料を所望の形状に成形させることができる植物系材料の成形体製造装置を提供する。
【解決手段】植物系材料の成形体製造装置1は、繊維を有する板材2を原料として供給される金型10を設け、金型10による熱圧成形により板材に流動性を発現させ、成形体を製造する。植物系材料の成形体製造装置1は、供給された板材2に荷重をかけて押圧する押圧部19と、押圧部19の押圧方向P1に対して側方に延びる型成形空間12を有し、押圧部19によって押圧された板材2を、流入口17を通じて流動させながら型成形空間12に充填する側方押出成形によって、成形体を製造する金型10とを備える。
(もっと読む)
柾目集成材およびその製造方法
【課題】 少なくとも両板面の一方が無節のまたは上小節以下の節を持つ柾目の面である柾目集成材を安価に製造することにある。
【解決手段】 ラミナを積層してなる柾目集成材において、丸太から柱または梁を取った残りの辺材からなる、少なくとも一面が無節のまたは上小節以下の節を持つラミナを複数枚積層した角柱状の木材ブロックから切り出されてなり、少なくとも両板面の一方が無節のまたは上小節以下の節を持つ柾目の面に形成されていることを特徴とする柾目集成材である。
(もっと読む)
ラミネート建材の製造方法
【課題】製造効率がよく安定した品質のラミネート建材が得られるラミネート建材の製造方法を提供する。
【解決手段】一方端部から他方端部へ向かって凹溝20が形成されている略矩形状の板状基材2の表面2aに、前記凹溝の形成方向とは直交する方向のいずれか一方端部から他方端部へ前記凹溝の一方の側面21、底面22、他方の側面21を経て化粧シート3を貼着しラミネート基材10を得た後、該ラミネート基材の裏面2d側から前記凹溝の底面部分24を前記凹溝の底面角部23から裏面にかけて、斜めの面取り形状になるよう切断手段4によって切断し、複数のラミネート建材1を得ることを特徴とする。
(もっと読む)
圧縮成型品の製造方法
【課題】石油系樹脂を使用しない、又は石油系樹脂の使用量が少なくてすみ、機械強度が高く、電子機器の筐体に好適な植物材料を用いた圧縮成型品の製造方法を提供する。
【解決手段】まず、植物を粉砕して植物粉砕物を得る。次に、第1の加圧成型工程を実施し、植物粉砕物に圧力を加えて仮成型体とする。次いで、第2の加圧成型工程を実施し、仮成型体を加熱しながら圧力を加え、植物粉砕物由来の接着成分を析出させる。これによおり、機械強度が高く、電子機器の筐体に好適な植物材料を用いた圧縮成型品が得られる。
(もっと読む)
圧密処理木材の製造方法及び圧密処理木材並びに化粧板
【課題】節があっても、圧密処理を行うことができる圧密処理木材の製造方法及び節を有する圧密処理木材並びにそういった圧密処理木材によって化粧単板が形成された化粧板を提供する。
【解決手段】木表側に節部kを有する厚さ9mmの杉製材品の裏面(木裏側)に、節部kを平面的に取り囲むように、節部kよりも一回り大きい深さ3mmの凹部2を形成し、これを、密閉熱盤加熱装置に入れ、厚さが3mmになるように、熱盤温度200℃、加圧圧力30kgf/cm2で10分間熱圧した後、熱盤に冷却水を通して熱盤冷却を行い、熱盤温度が80℃となったところで、圧密処理木材を取り出した。
(もっと読む)
木製スダレの製法
【課題】くず材を用いることができる木製スダレの製法を提供する。
【解決手段】天然木材の矩形状の端尺板片の平行な二辺を、傾斜角度をもって削って片刃型勾配面を二辺の各々に形成して、単位板片材を作製する。次に、色の相違する単位板片材を上記勾配面の接着によって順次連続させて定尺帯板状中間材を作製する。その後、帯板状中間材を長手方向に沿って小幅寸法wに切断分割して、小帯状ひご8を作製する。小帯状ひご8を織ってスダレとするための織り糸12を、ひご8に於て勾配面相互の接着による色の変化境界部に、対応して配置する。
(もっと読む)
表面材貼着構造及び表面材貼着方法
【課題】生産性を向上し得るとともに見栄えを向上し得る表面材貼着構造及び表面材貼着方法を提供する。
【解決手段】一角部24を介して互いに隣接する第1面21、第2面22及び第3面23を備えた基材20に、薄板状の表面材30を貼着する表面材貼着構造1であって、前記表面材は、前記基材の前記第1面、前記第2面及び前記第3面のそれぞれに対応させた第1板状部31、第2板状部32及び第3板状部33を有し、前記第2板状部は、前記第1板状部から延設され、前記第3板状部は、前記第1板状部から延設され、前記第2板状部及び前記第3板状部のそれぞれの前記一角部側の各側端部には、当該表面材が前記第1折曲溝及び前記第2折曲溝の部位で折り曲げられて前記基材に貼着された状態で、前記第2板状部の表面と前記第3板状部の表面とが連なるような略連続面となるように、互いに突き合わせられる突き合わせ面部35,37がそれぞれに設けられている。
(もっと読む)
建材の製造方法及び建材
【課題】建材の裏面側に配される合板の毛羽立ち等を抑え、取り扱い性のよい建材の製造方法及び建材を提供する。
【解決手段】建材1の製造方法であって、合板2の表面20側に化粧材を貼付するための接着剤3を塗布する第1塗布工程と、前記接着剤の濃度よりも濃度が10〜30倍薄い希釈接着剤4を前記合板の裏面側に塗布する第2塗布工程と、前記合板の表面側に化粧材を載置し、これらの両面側から熱プレスして、前記接着剤及び前記希釈接着剤を硬化させるプレス工程とを含むこと特徴とする。
(もっと読む)
面材
【課題】フラッシュ構造のパネル体に用いられる面材において、ケナフボートを基材とし、表面の平滑性及び化粧シートとの接着性に優れた面材を提供する。
【解決手段】フラッシュ構造のパネル体1に用いられる面材10であって、ケナフ繊維をボード化した基材2の一方の表面に、ジアリルフタレート系樹脂を含浸させた樹脂含浸紙3が貼着され、該貼着された樹脂含浸紙の厚みを薄くするようにサンダー処理が施され、サンダー処理が施された樹脂含浸紙上に、化粧シート4が貼着されていることを特徴とする。
(もっと読む)
圧縮木製品の製造方法
【課題】曲面を含む三次元形状の木材を製造する際、所望位置に所望パターンを形成することが可能な圧縮木製品の製造方法を提供すること。
【解決手段】大気よりも高温高圧の水蒸気雰囲気中で木材に圧縮力を加えて形状変化を生じさせる圧縮工程を有し、曲面を含む三次元形状を有する圧縮木製品を製造する圧縮木製品の製造方法。圧縮工程S3の後に、木材の表面にパターンを形成する付着物を所望位置に配置し、木材と共に大気中で加熱しながら加圧力を加えることにより、木材を圧縮工程後の形状と略等しい形状に整形すると共に、付着物を木材に定着させる定着工程S6を有する。
(もっと読む)
木質添え飾りおよびその製造方法
【課題】細かな細工も簡単でメリハリのある美しい木質添え飾りならびにその製造方法を提供できるようにすることを目的とする。
【解決手段】節句飾りに添えて飾られる木質添え飾りであって、板状木質素材の一面(表面)からレーザー光を所望するパターンに沿って照射し、照射した部分の板状の木質素材の少なくとも1部を焼失させるとともに、レーザー光の照射側面の未照射部分と残存する照射部分の少なくともいずれか一方に、透明若しくは着色透明樹脂層を形成した。
(もっと読む)
圧縮木製品の製造方法
【課題】曲面を含む3次元形状をなし、寸法安定性に優れるとともに意匠性にも優れた圧縮木製品を得る。
【解決手段】略椀状をなす木材からなるブランク材を軟化させる軟化工程と、前記軟化工程で軟化した前記ブランク材に圧縮力を加えることによって前記軟化工程前とは異なる略椀状に変形する圧縮工程と、前記圧縮工程で変形した前記ブランク材の形状を固定化する固定化工程と、前記固定化工程で形状を固定化した前記ブランク材を乾燥させる乾燥工程と、前記乾燥工程で乾燥させた前記ブランク材を大気中で加熱しながら該ブランク材の形状と略相似する形状に整形する加熱整形工程と、を有し、前記乾燥工程後であって前記加熱整形工程前の前記ブランク材が、略椀状における内側面の形状が外側面の形状より前記加熱整形工程後に到達すべき最終形状に近く、かつ前記外側面の表面積が前記最終形状における外側面の表面積より大きくなるようにする。
(もっと読む)
一種の木質型材及びその製造方法
【課題】
【解決手段】本発明は木質型材及びその製造方法に関わるものであって、特に軟質木素材型材及びその製造方法に関わるものであり、木材の加工分野に属するものである。本発明は下記の技術案により実現できる。一種の木質型材の製造方法であって、下記の手順が含まれる。(1)製材手順、(2)乾燥手順、(3)研磨手順、(4)熱圧手順:二枚の140〜200℃温度の押え板にて素材板の両表面層に対して、圧縮密着を行う。(5)予炭化手順: 160〜200℃の条件で素材板に対して予め炭化を行う。(6)炭化手順:200〜225℃の条件で素材板に対して炭化を行う。(7)冷却手順。(8)含水率制御手順。本発明は特に床材及び事務用家具等の木質製品の製造に適用する。
(もっと読む)
積層板及びその製造方法
【課題】ドアー等の積層板の端縁部を把持したときに、触感に優れ且つデザイン性に優れ、製造工程も簡略化された積層板及びその製造方法を提供する。
【解決手段】芯材12に対し、面材17a、17bを固着し、面材17a、17bの端部に切削具を用いて湾曲する切欠き54a、54bを形成するとともに、舌片60a、60bを形成する。この舌片60a、60bに接着剤56a、56bを塗布し、押圧具58a、58bを用いて、前記舌片60a、60bを面材17a、17b側へと撓曲する。
(もっと読む)
自動固体・木片圧縮機の製造方法
【課題】安心・安全に使用できる、割刃を備えた固体・木片の自動圧縮装置を提供する。
【解決手段】油圧シリンダーの先端に割刃を備え、前記割刃が固体・木片に貫入する突起面体構造を円錐型・円柱型・多角円柱型・角柱型・多角角柱型等の角度とし、前記割刃に安全カバー設置した自動固体・木片圧縮機。
(もっと読む)
複合材パネル用に架橋繊維を組み入れた芯材の作製方法、得たパネルおよび装置
本発明の目的は、複合パネルの製造用に組み入れた架橋繊維(12)を有する芯材(10)の作製方法であって、本方法が、剛性発泡タイプの軽材料製の材片を配置して芯材(10)を形成するステップと、余分な架橋繊維(12)を芯材(10)の少なくとも1面(18、20)に載置するステップと、この架橋繊維(12)の一部を芯材に入れ込むステップと、使用しない架橋繊維(12)の過剰分を撤去するステップとを実行することからなることを特徴とする方法である。本発明は、このようにして得たパネルおよびその作製方法も含む。 (もっと読む)
プレカット加工システム
【課題】部材が正しく加工されているか否かをチェックするための情報を、加工部位や基本印字情報の印字位置に重なることなく適切に木材に付すこ。
【解決手段】木材に対して施されるべき加工の内容を印字用のイメージ情報として部材毎に生成し、各加工及び通り芯番地等の基本印字情報の両端位置から空白部を抽出し、長さが所定条件(例えば、より長いもの、一定値以上であって先端に近いものなど)を満足する空白部の中心を記入中心位置に設定すると共に、長さが所定条件を満足しない場合にイメージ情報が当該空白部に収まる様に長さ方向を縮小する縮尺倍率を設定することにより、プレカット制御手段によるプレカット加工、基本印字情報の印字、及びイメージ情報の記入を行ったときに、当該イメージ情報が加工や基本印字情報に重なって見難くなるということがない。
(もっと読む)
1 - 20 / 106
[ Back to top ]