
Fターム[2B250FA01]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 切断 (90)
Fターム[2B250FA01]の下位に属するFターム
仕口細工・切込み (36)
Fターム[2B250FA01]に分類される特許
1 - 20 / 54
箸の製法及び分離箸
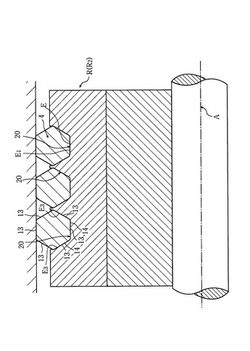
【課題】手触りが良く、かつ、握ったときにすべりにくい箸を製造することができるとともに、歩留りを向上することができる箸の製法を提供する。
【解決手段】素材竹を所定長さ寸法ごとに切断して第1中間体を形成する第1切断工程と、周方向に所定数に分割切断して横断面扇形第2中間体を形成する第2切断工程と、第2中間体から横断面矩形第3中間体を形成する第3切断工程と、第3中間体を長手方向にずれた位置で一対の切削ローラRを回転圧接させて切削して横断面六角形第4中間体4を形成する切削工程と、第4中間体4を所定長さ寸法ごとに切断する第4切断工程を、順次有する。切削工程に使用する切削ローラRが外周面に複数本の台形溝20を備えて、切削ローラRの軸心Aを含む断面に於て台形溝が軸心Aと平行な辺E1を有する。
(もっと読む)
木質の板状部材の切断加工方法、及び、床材の切断加工方法

【課題】仕上げ加工が不要な木質の板状部材の切断加工方法、及び、仕上げ加工が不要な床材の切断加工方法を提供することである。
【解決手段】木質の板状部材1を切断する際に、板状部材1の切断箇所2に予め接着剤3を塗布硬化させておく。そして、当該部位の切削刃4による切断を開始する。切削刃4は板状部材1の接着剤3が含浸した部位を切削し、当該部位を切断する。また、木質の板状部材である床材21の実構造15が形成される切断予定部17に接着材13を含浸硬化させ、しかる後に、切断予定部17を切削加工して切断する。
(もっと読む)
ラミネート建材の製造方法
【課題】製造効率がよく安定した品質のラミネート建材が得られるラミネート建材の製造方法を提供する。
【解決手段】一方端部から他方端部へ向かって凹溝20が形成されている略矩形状の板状基材2の表面2aに、前記凹溝の形成方向とは直交する方向のいずれか一方端部から他方端部へ前記凹溝の一方の側面21、底面22、他方の側面21を経て化粧シート3を貼着しラミネート基材10を得た後、該ラミネート基材の裏面2d側から前記凹溝の底面部分24を前記凹溝の底面角部23から裏面にかけて、斜めの面取り形状になるよう切断手段4によって切断し、複数のラミネート建材1を得ることを特徴とする。
(もっと読む)
パネル構造及びトイレブース
【課題】 ドアパネルの回動時に生じる吊元パネルとの隙間が極めて小さくなり、指を詰めることがなく、外観もスッキリし、見栄えのあるパネル構造とする。
【解決手段】 ドアパネル10と吊元パネル20からなるフロントパネル50を備えるパネル構造において、前記ドアパネルの開口側の平面視の形状が半円であるとともに、前記半円の曲率中心rが前記ドアパネルの回動支点sと略々同一とする。更に前記吊元パネルの開口側の平面視の形状を略J字状の曲面とし、前記曲面の内側の先端には弾性材を突設する。
(もっと読む)
床材の製造方法
【課題】色調のムラを抑制可能な床材の製造方法を提供することである。
【解決手段】化粧溝4とV字溝9,10とが形成された板体2の表面3に塗装を施した後、V字溝9,10に沿って切断し、その切断によって面取り部5,6を形成する床材1の製造方法。床材1の端面11,12には、それぞれ雄実部13と雌実部14とが設けられている。雄実部13は凸部であり、雌実部14は凹部である。複数の床材1を連結した際に、雄実部13と雌実部14とが嵌合する。
(もっと読む)
木材製品、木材製品の製造方法
【課題】簡易に製造でき、変形の少ない木材製品を提供する。
【解決手段】断面矩形形状の角材113は、互いに平行な第1側面116と第2側面117とからなる側面対114に平行に切断される。切断されて得られた第1の部分材121は、いずれも、第1側面116側にある第1接合面122と、第2側面117側にある第2接合面123とを有する。第1の部分材121は、第1側面116同士もしくは第2側面117同士を接合させて、元の角材113と同じ断面形状に形成され、接合済角材111となる。ビリヤードキュー101等の木材製品は、この接合済角材111を用いて作られる。
(もっと読む)
木製スダレの製法
【課題】くず材を用いることができる木製スダレの製法を提供する。
【解決手段】天然木材の矩形状の端尺板片の平行な二辺を、傾斜角度をもって削って片刃型勾配面を二辺の各々に形成して、単位板片材を作製する。次に、色の相違する単位板片材を上記勾配面の接着によって順次連続させて定尺帯板状中間材を作製する。その後、帯板状中間材を長手方向に沿って小幅寸法wに切断分割して、小帯状ひご8を作製する。小帯状ひご8を織ってスダレとするための織り糸12を、ひご8に於て勾配面相互の接着による色の変化境界部に、対応して配置する。
(もっと読む)
接合板の製造方法
【課題】使用する原木として地球環境に易しい端材を使用するにも関わらず、反り、捩れ、曲がり等が発生しにくく、外形寸法が使用する端材の長さに制約されない任意の大きさの意匠的効果の高い接合板を低コストで製造する。
【解決手段】原木1から短冊状端材2を切り出し(S1、S2)、その側面同士を隣接して、各端材の一端部を他端部方向に順次ずらしつつ平面状に並べ、接着する端材接合工程(S3、S4)と、集成板を切断して短冊状原材を切り出す原材切り出し工程(S5)と、該短冊状原材を交互に反転して互いに接着し、表面に柾目又は板目模様が順次交互に斜交する集成板を製造する原材接合工程(S6)と、所望寸法に切り出す切断・加工工程(S8)とからなり、原木1の長さに制約されない任意の大きさ、面積を有する接合板を製造できることに特徴がある。
(もっと読む)
プレカット装置およびプレカット方法
【課題】サイディングなどの建材から正確にマーキングが施されたプレカット品を得ることが可能なプレカット装置およびプレカット方法の提供。
【解決手段】建材Tが載置されて搬送される搬送テーブル2と、搬送テーブル2上の建材Tを切断するクロスカット装置3と、建材Tをクロスカット装置3による切断位置まで搬送テーブル2上で位置決めしつつ搬送するサーボ定規4と、サーボ定規4により搬送される建材Tに搬送テーブル2の下からマーキングを行うマーキング装置5とを有する。
(もっと読む)
配向木質熱圧成形材の分割加工方法
【課題】厚肉の配向木質熱圧成形材を分割、薄肉化しても反りの程度を軽減しえ、生産性向上を図れる加工方法を提供する。
【解決手段】上記配向木質熱圧成形材の分割加工方法を、配向木質熱圧成形材を、その表面から削り取ったのち、厚さ方向に分割するものとする。配向木質熱圧成形材は、長手方向に配向させた結合剤付きの細長い木質材片の積層物を熱圧成形してなるもの、さらには比重0.6〜1.0や厚さ50mm以上や長さ1800mm以上のものが好ましい。木質材片は、間伐材、端材、廃パレット材または解体廃材由来のもの、さらには重量比で70%以上が厚み1〜11mm、長さ20mm〜150mmの範囲にあるのが好ましい。
(もっと読む)
圧縮木製品の製造方法、および圧縮木製品
【課題】開口を有する箱状のブランク材を成形する際に割れを発生することがなく、成形後に適切な強度を付与する。
【解決手段】略長方形の主面を有する平板状の主板部と、前記主板部の周縁から該主板部に対して斜め方向に湾曲して延在し、周回する開口端面を有する側板部とを備えた箱状をなし、木材の繊維方向が、前記主板部の主面と略平行であり、かつ前記主面上で該主面の外縁をなす略長方形の四辺とそれぞれ交差するブランク材を形成するブランク材形成工程と、前記ブランク材形成工程で形成したブランク材を軟化させる軟化工程と、前記軟化工程で軟化したブランク材に圧縮力を加えることによって前記軟化工程前のブランク材よりも容積が小さくかつ前記軟化工程前のブランク材と異なる箱状に変形させる圧縮工程と、前記圧縮工程によって変形したブランク材の形状を固定化する固定化工程とを有する。
(もっと読む)
色布内包積層材又は色布内包集成材の製造方法
【課題】積層材又は集成材の外観的な意匠性を高めることで、意匠性及び独創性を重視する木製品等の製作に有効な材料となる色布内包積層材又は色布内包集成材を提供する。
【解決手段】切削加工された単板又は板材と色彩が施されたシート状の繊維材料である色布とを接着剤を介して積層させてなる色布内包積層材又は色布内包集成材の製造方法であって、複数枚の単板又は板材を単板又は板材の一方の面上に単板又は板材の繊維方向に対して略水平になるように接着剤を介して積層させて積層体を形成する際、単板又は板材の一方の面上に色布を単板又は板材の繊維方向に対して略水平になるように略均一に広げて接着剤を介して積層させた層を少なくとも1層含む積層体を形成する第1工程と、積層体を積層した方向に圧締する第2工程と、圧締された積層体を積層した方向に切断する第3工程とを備える。
(もっと読む)
Y字背割付き木材およびその製造方法
【課題】本発明は、Y字背割付き木材およびその製造方法に関し、「背割り」を施した木製角材の背割り部分に亀裂の割れが発生するのを抑制すると共に、該背割り部分に亀裂や割れが発生した場合には、前記亀裂や割れの内部が露見することを防止して見映えの良好なY字背割を提供しようとする。
【解決手段】木材1の側面に、長手方向Xに沿って1本または複数本が設けられた木口端から見てV字状のV溝2と、該V溝2の交差する二辺2a,2aのうちの少なくとも一辺の略延長線P上に設けられたスリット3と、により構成されるY字背割4が施こされているY字背割り付き木材とする。
(もっと読む)
自動固体・木片圧縮機の製造方法
【課題】安心・安全に使用できる、割刃を備えた固体・木片の自動圧縮装置を提供する。
【解決手段】油圧シリンダーの先端に割刃を備え、前記割刃が固体・木片に貫入する突起面体構造を円錐型・円柱型・多角円柱型・角柱型・多角角柱型等の角度とし、前記割刃に安全カバー設置した自動固体・木片圧縮機。
(もっと読む)
箸材の製造方法、箸材及び箸製品
【課題】本発明は、前記技術的課題を解決するために開発されたものであり、平板材を切断加工する際の歩留まりを向上し、高級感がありながら安価な箸製品として製品化することができる新規な箸材の製造方法、この製造方法によって製造される箸材及びこの箸材を半製品として製造される箸製品を提供することを目的とする。
【解決手段】蝦夷松の外周側部分の残材を原材とし、この原材を平板材に加工し、得られた平板材を所定のピッチで裁断することにより箸材を得る。
(もっと読む)
材料取り合わせシステム
【課題】変形したベストフィット法を採用し、さらに、最後のほうにしわ寄せがくるのを改善して、材料取り合わせの最適化を図る。
【解決手段】材料を順に選択して、割り付け可能な製品を組み合わせて最適な割り付けを見つけ仮割り付けとする。この処理に変形したベストフィット法を採用する。材料を替えて同じ処理を繰り返す。このとき、材料に対して、常に最長の製品を最初に必ず割り付けるようにするといった条件設定をする。複数の仮割り付け結果を比較して、歩留まりの良いものを製品の割り付けデータに採用する。これを繰り返しながら、あと2回で終了するタイミングを検出する。あと2回分は、複数の割り付けパターン候補を取得して比較し、最適な割り付けパターンを採用する。
(もっと読む)
床板用複合基材の製造方法とそれを用いた表面化粧床材の製造方法
【課題】市販品であり容易に入手できる比較的厚手の木質繊維板1をそのまま使用して、任意の厚みの半裁木質繊維板1aを台板2の一方の面に積層した、表面化粧床材用の複合基材5を得る。
【解決手段】市販品の木質繊維板1の両面に台板2,2を貼り合わせる。貼り合わせた後に、台板2,2の間に貼り合わせられた木質繊維板2を厚さ方向で2分割する。この製造方法によれば、あらかじめ半裁した薄手の木質繊維板を用いる従来法と比較して、製造は容易でありかつ製造コストも低減することができる。さらに、半裁に伴う木質繊維板の損傷も軽減されることから、製品歩留まりも向上する。
(もっと読む)
木質表面化粧材の製造方法
【課題】従来の高圧水蒸気処理の着色方法よりもさらに木目のコントラストを必要とした場合に、木質感が高い木質表面化粧材が得られる木質表面化粧材の製造方法を提供することを目的としている。また、木質感を強調する際に、木質表面化粧材の耐光性も確保することを目的としている。
【解決手段】木材2に高圧水蒸気による加熱を与えて、木材2の内部に耐光性の高い重合性着色物を生成させる熱着色処理を行い、その後、木材2をスライスしてスライス単板2sを作製し、スライス単板2sの表面に、白色顔料を主成分とした着色剤を希釈剤で希釈した塗料Pを塗布する。
(もっと読む)
木製構造用梁材及びその製造方法
【課題】
断面寸法の大きな梁の用途に乾燥材を用いようとするとき、樹種の違いにより材心部分の乾燥、形状の安定した大きな断面材を使うことが困難であり、性能の安定した材が望まれる。
【解決手段】
原木丸太からの製材を乾燥に適する厚さの板とし、杉材のような乾燥しにくい材をより安定的に乾燥させて、乾燥度を促進させて、より安定した構造材として使え、製材を行った材料を規定の水分量になるまで乾燥を行い、水分量は、7%〜18%の間となるように乾燥を行い、乾燥方法は、より安定した乾燥を行うため、建物上屋内等で直射日光や雨水の影響を直接受けない場所での自然乾燥が望ましく、材1〜3について木口面Aから観察した長方形形状の長辺4にあたる面の木口面Aから長さ方向Zに所定距離に接着剤7を塗布し、左側面材1の木表7と中央材2の左側面、及び、中央材2の右側面と右側面材3の木表7とを接着剤8で貼り合せ方向Hに部分的に接着する。
(もっと読む)
自然風合の稠密板材及び自然風合の稠密板材の製造方法
【課題】マツ科の木材等を原材料として、黒檀、紫檀等の天然大径木の希少材の板材とできるだけ良く似た自然風合いの稠密板材を得る。その際、着色剤と熱硬化性の樹脂の含浸における温度の上限及び最後の圧縮処理における圧力の下限を従来技術より拡張する。
【解決手段】人工林にて循環再生が可能な木材等を製材して木材ブロックとし、着色剤と熱硬化性の樹脂を、0℃〜90℃で含浸させ、製材あるいはスライサー加工して板材とし、乾燥後、圧力0.5〜15N/mm2、温度100〜170℃で熱密圧し、自然風合いの稠密板材を得る。
(もっと読む)
1 - 20 / 54
[ Back to top ]