
Fターム[2B250FA18]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 押し型による模様付け (16)
Fターム[2B250FA18]に分類される特許
1 - 16 / 16
模様付木材の製造方法

【課題】木材の表面に立体感のある模様を形成することができ、意匠性に優れた木材を効率よく製造することのできる模様付木材の製造方法を提供すること。
【解決手段】本発明の模様付木材の製造方法は、模様2を付けるべき木材10にエンボス加工により該模様2に対応する形状の凹部20を形成するエンボス工程、該木材10の凹部20及びそれ以外の部分25に着色塗料を塗布する第1着色工程、第1着色工程後の木材10の表面を研磨し、前記凹部以外の部分25の色を除去する一方、該凹部20内の色を残す研磨工程、及び該木材10の表面に、第1着色工程で用いた着色塗料より薄い色の着色塗料を塗布する第2着色工程を具備する。
(もっと読む)
透光性化粧材

【課題】裏側から光がないときには、色柄が表面側に露呈させず、通常の木質化粧材の外観を呈する一方、裏側から光が当たったときには、一転、木目と共に色柄7が表面に明確にかつ鮮明に現出する透光性化粧材Aが得られるようにする。
【解決手段】樹脂が含浸されてWPC処理された透光性を有する木質薄単板からなる突板層1と、この突板層1の裏面側に配置された隠蔽層5と、この隠蔽層5の裏面側に配置され、所定の色柄7が形成された透光性を有する色柄層6とを含む積層体11からなる透光性化粧材Aを設ける。隠蔽層5は、積層体11の裏側からの光がないときに色柄層6の色柄7を積層体11表面から隠蔽する一方、積層体11の裏側からの光があるときには色柄層6の色柄7を積層体11表面に現出させる程度に透光性を有している。透光性化粧材Aは、裏側からの光で上記色柄層6の色柄7が表面側に現出するように構成されている。
(もっと読む)
植物系材料の成形体製造装置
【課題】製造時の荷重を抑制しながら、植物系材料を所望の形状に成形させることができる植物系材料の成形体製造装置を提供する。
【解決手段】植物系材料の成形体製造装置1は、繊維を有する板材2を原料として供給される金型10を設け、金型10による熱圧成形により板材に流動性を発現させ、成形体を製造する。植物系材料の成形体製造装置1は、供給された板材2に荷重をかけて押圧する押圧部19と、押圧部19の押圧方向P1に対して側方に延びる型成形空間12を有し、押圧部19によって押圧された板材2を、流入口17を通じて流動させながら型成形空間12に充填する側方押出成形によって、成形体を製造する金型10とを備える。
(もっと読む)
浮造り木材ならびにその製造方法
【課題】 木材の浮造り方法は、木材に対する知識や表面加工の熟練を要するもので、また晩材部と早材部との性状の相違が明瞭ではない樹種では効果が少ない。圧縮による浮造り方法も知られるが、凸凹の明瞭性、品質の安定性が課題であり、効果的に木材表面に浮造りを施す製造方法の開発が望まれている。
【解決手段】 適正な引張りヤング係数を持つプラスチック、紙、単板等の圧力媒体を木材に重ねて圧縮することで、木材の晩材部の硬さが圧力媒体の接触面や周辺の早材部の柔らかな部位に伝えられ、このとき木材自体も収縮するにより、その表面に良好な凸凹が施され安定な浮造り加工ができる。
(もっと読む)
メラミン化粧板及びその製造方法
【課題】表面が滑りやすくなることなく、指紋等の油汚れが目立ち難いメラミン化粧板及びそのようなメラミン化粧板を効率良く製造することができるメラミン化粧板の製造方法を提供する。
【解決手段】メラミン化粧板10は、表面に平均粒子径が0.1〜2μmのシリカ粒子に基づく凹凸面15が形成され、該凹凸面15上に平均粒子径が1〜60nmのシリカ微粒子を含む微細粗面層14が形成されて構成されている。微細粗面層14の厚みは1〜10μmであることが好ましい。このメラミン化粧板10は、転写フィルムを用いる転写法によって作製される。転写フィルムは、表面に平均粒子径が0.1〜2μmのシリカ粒子に基づく凹凸面15を有する粗面フィルム上に、バインダー中に平均粒子径が1〜60nmのシリカ微粒子を含有するコーティング液を塗布してコーティング層を形成することにより得られる。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
木質化粧板の製造方法及び木質化粧板
【課題】導管開口部が意匠面に存在する突板が樹脂製の基材に固着されてなる木質化粧板を、導管開口部を潰すことなく、迅速且つ効率的に製造し得る技術を提供する。
【解決手段】突板12の意匠面22に、塗膜層36を、導管開口部を埋めない厚さで形成する一方、突板12の裏面24に、裏打ちシート20を貼着して、インサート品15を形成した後、かかるインサート品15を、突板12の意匠面22がキャビティ面48に接触位置するように、成形キャビティ52内に収容し、その後、成形キャビティ52内に、溶融樹脂材料62を射出、充填して、固化せしめることにより、基材を成形すると共に、それら基材と突板12とを、裏打ちシート20を介して固着するようにした。
(もっと読む)
模様を有するベニヤの製造方法、及び、模様を有するベニヤの製造装置
ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状に押圧するピッチ及び深さを有する相補型波形押圧ローラの間でベニヤシートを押圧し、波形の波頭部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートをプレートの起伏のある形状又は波形形状の表面に載置し、押圧ローラがベニヤシートを表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするようにベニヤシートを押圧ローラで押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、別の模様を有するベニヤ片の製造方法及び装置。ベニヤシート中のリグニンを軟化させ、ベニヤシートを起伏のある形状又は波形形状の表面を有するプレートの波形形状の表面に載置し、波形形状の表面を持つ可撓性プラテンを用い、可撓性プラテンの波形形状の表面がベニヤシートをプレートの波形形状の表面に向かって押圧し起伏のある形状又は波形形状のベニヤにするように、ベニヤシートをプレートの表面の溝及び頂部に押圧し、波形の頂部を取り除くよう押圧したベニヤシートに表面仕上げを行う手段及び段階を夫々有する、模様を有するベニヤ片を製造する更に別の模様を有するベニヤ片の製造方法及び装置。 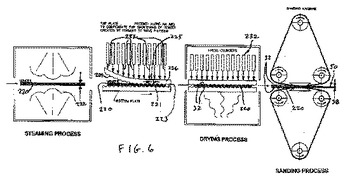 (もっと読む)
(もっと読む)
木目調床材、及び木目調床材の製造方法
【課題】 本発明は、外観上のみならず触感においても天然木に近似した木目調床材を提供することを課題とする。
【解決手段】 本発明の木目調床材1は、床材本体2の樹脂層3の表面に木目模様を模したエンボス加工を施すことにより、凸部4と凹部5が形成され、前記凹部5は、前記凸部4の境界部51から凹部5の底部52に向かって傾斜する傾斜面53が形成されている部分を有し、前記凹部5内に、短繊維を含む短繊維含有樹脂層6が充填されている。この短繊維含有樹脂層6の表面は、前記凹部5の中央側に向かうに従って僅かに凹んでいる。
(もっと読む)
天然木材のような外観及び質感を備えた木質プラスチック複合材パネルを製造するためのインラインプロセス及びそのための装置
木質繊維が合成樹脂のマトリクス中に一様に分散するように樹脂複合体を押し出し及び冷却して、樹脂複合体をパネルの形状に成形するパネル製造プロセスと、パネルの表面上に所定の深さに天然木材の切断面に対応する木質パターンを形成する型押しプロセスと、パネルの表面から合成樹脂の層の一部を取り除いて所定の深さに線形の微細凹凸部を形成するブラッシングプロセスとを備えた、木質プラスチック複合材パネルの製造方法と、それを効率的に実施することができる木質プラスチック複合材パネルを製造するための装置が開示される。本発明による木質プラスチック複合材パネルの製造方法は、木質プラスチック複合材パネルの表面上に天然木材の切断面のような外観及び質感を有する木質パターンを直接実現すると同時に木質繊維及び合成樹脂を含む材料の利点を最大限に活かす効果を有する。 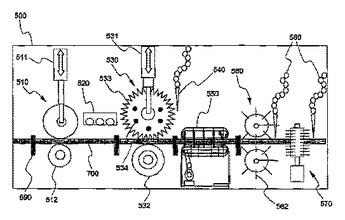 (もっと読む)
(もっと読む)
化粧板及び化粧板の製造方法
【課題】軟材部と硬材部との濃淡が逆転し、木目が強調されて木材の美しさが現出した美麗な化粧板が効率よく得られるようにする。
【解決手段】軟材部1aと硬材部1bとを有する木材1の表面に、着色した湿気硬化型ウレタン系ホットメルト樹脂8を塗布した後、その樹脂8の少なくとも表面が硬化した状態で、樹脂8の塗布された木材1の表面をプレス機12で熱圧することにより、軟材部1aを樹脂圧で潰して凹部2を形成しながら該凹部2にホットメルト樹脂8を充填させ、凹凸のない平坦な樹脂層4を形成する。
(もっと読む)
木材の加工方法、木材加工用型枠、および加工装置
【課題】木材の圧縮前後における形状変化が大きい場合であっても、その木材に割れを生じさせることなく成形することが可能な木材の加工方法、木材加工用型枠、および加工装置を提供する。
【解決手段】加工対象の木材に圧縮力を加える際、その圧縮力が作用する領域を前記木材の中央部から周縁部へと徐々に広げながら圧縮する。この際、前記木材の表面に当接する部分が粘性および弾性のうち少なくともいずれか一方の性質を備えた材質から成る木材加工用型枠と、所定の金型とによって前記木材を挟持して圧縮力を加える。
(もっと読む)
木材の加工方法
【課題】圧縮成形する木材の表面に塗料を確実に定着させ、その木材表面からの塗料の剥離を抑えることができる木材の加工方法を提供する。
【解決手段】原木から形取った木材を所定の3次元形状に加工するために用いられる一対の金型のうち、少なくとも一方の金型が有する表面であって前記木材と接触する表面の少なくとも一部に対して所定の塗料を付着させる塗料付着工程と、前記塗料が付着した金型を含む前記一対の金型によって前記木材を挟持して当該木材に圧縮力を加える圧縮工程と、を有する。
(もっと読む)
木材の加工方法
【課題】圧縮成形する木材の表面に塗料を確実に定着させ、その木材表面からの塗料の剥離を抑えることができる木材の加工方法を提供すること。
【解決手段】原木から形取った木材の表面の少なくとも一部を所定の塗料によって塗装する塗装工程と、前記塗装工程で塗装された木材を圧縮する圧縮工程と、を有し、木材を所定の3次元形状に加工する。前記圧縮工程は、前記3次元形状に対応する一対の金型によって前記木材を挟持して当該木材に圧縮力を加える。
(もっと読む)
加工装置および電子機器用外装材
【課題】加工対象の木材に対して少ない工数で容易にかつ経済的に導電層を設けることができる加工装置および電子機器用外装材を提供する。
【解決手段】無圧縮状態の無垢材から形取った木材を挟持して圧縮力を加える一対の金型のうち、少なくともいずれか一方の金型を鉄を含む部分を有するよう構成し、圧縮加工を行うことによって前記木材の表面に鉄を含む材質から成る薄い層を形成する。この層を前記木材の一方の表面全体に形成してもよいし、ぞの表面の一部に所定の模様をなすように形成してもよい。
(もっと読む)
建築材及び建築材の製造方法。
【課題】 木目模様以外の表面模様を現出するために、簡単な処理にて表面を凹ました、建築材及び建築材の製造方法を提供すること。
【解決手段】 サンダー処理により凹凸の設けられたクロス合板2の表面に、該凹凸が現出するよう樹脂シート3を圧着し接着させる。また、クロス合板2の表面に凹凸のあるゴムロール4又はパット用いたサンダー処理により凹凸を設ける工程と、同クロス合板2表面に接着剤を塗布する工程と、樹脂シート3を、表面を圧着し該凹凸が現出するよう接着させる工程とを含む。
(もっと読む)
1 - 16 / 16
[ Back to top ]