
Fターム[2B250FA41]の内容
その他の木材加工、特定木製品の製造 (7,055) | 加工・処理 (1,825) | 補修・充填・補強 (58)
Fターム[2B250FA41]の下位に属するFターム
材料 (26)
Fターム[2B250FA41]に分類される特許
1 - 20 / 32
建材接合工法
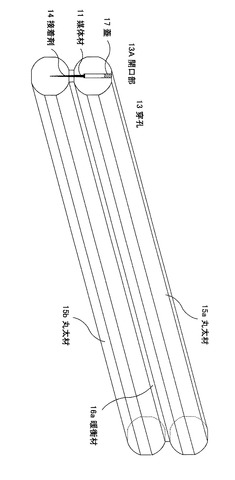
【目的】 接着剤と金物の同時始反力を可能にし、万一、材の移動で接着剤の接着が破壊されても、金物で接合の安全が確保されるフェールセーフな接合方法を実現することを目的にする。
【構成】 木質建材15を接合する建材接合工法において、接合する建材15a、15bを接合状態に仮止めする工程と、仮止めした建材15a、15bの内部で連続し、かつ一方の建材15aでは貫通し、他方の建材15bでは貫通しない穿孔13を形成する工程と、この穿孔13内部に接着剤14を充填する工程と、接着剤14を充填した穿孔13に木質建材をつなぎ合わせる金属ボルトなどの媒体材11を挿入する工程と、充填した接着剤14を木質建材内に浸透させる工程と、充填した接着剤14を挿入された媒体材を含めて硬化させる工程とを含むことを特徴とする。
(もっと読む)
木質化粧板及びその製造方法

【課題】含水率の変化に対する高度の寸法安定性を有して反りや捩れなどの狂いによる表面層や中間層の剥がれ、割れが発生せず、含水率の変化による木質化粧板同士の突き上げや隙間の発生による不具合が起こらず、表面の傷や窪みが生じにくく、更に、高い意匠性を有して商品価値の高い木質化粧板及びその製造方法を提供する。
【解決手段】木質基板と、少なくとも1枚の薄単板からなる中間層と、他の薄単板からなる表面層とを積層してなる木質化粧板の製造方法において、表面層及び中間層を構成する木質材料に寸法安定化処理を施す寸法安定化処理工程と、木質基板と中間層と表面層とを積層する積層工程と、表面層の側から中間層に至ると共に当該中間層を超えない深度で切削された切削部位を形成する切削工程とを有している。
(もっと読む)
木製部材の接合方法
【課題】高強力繊維線材を使用しても接着強度を十分に確保することができる木製部材の接合方法を提供する。
【解決手段】溝切削工程(ステップS10)では、2本の長尺状のラミナに跨る軸線に沿った溝を形成する。接着剤充填工程(ステップS20)では、ラミナの端面を合わせることでできた直線状の溝に接着剤を充填する。補強材配置工程(ステップS30)では、溝に高強力繊維線材を補強材として配置する。そして、接合工程(ステップ40)にて、ラミナを接着させる。溝に補強材を配置して接着剤を充填するのではなく、予め接着剤を溝に充填しておいてから補強材を配置することで、補強材として高強力繊維線材が配置できる程度に溝幅が狭くても、補強材と溝の溝面との間に十分な接着剤を介在させることができる。従って、補強材と溝との間の接着力を確保することができる。
(もっと読む)
芳香、抗菌材
【課題】檜等の木材の芳香、抗菌機能を効率よく引き出し、芳香、抗菌力と芳香・抗菌機能の持続性に優れた芳香・抗菌材を提供する。
【解決手段】本発明に係る芳香、抗菌材は,本体部の底部から本体部1の木質部5へ少なくとも底部2側の切り込み6を形成した。また底部側の切り込み6が本体部の頂部側の外面7へ達している。そして底部側の切り込み6を本体部の底部2と頂部側の外面7との間に形成された貫通部6aとし、また貫通部6aに間隙性を有する木片集合物10が充填される。底部側の切り込み6に接触する水が本体部の木質部5に浸透する。底部側で貫通部の下端開口4aに接触する水が貫通部の内周面11aに沿って貫通部の下端開口4aから頂部側で外気に接触する貫通部の上端開口4bへ浸透する。
(もっと読む)
OSSBボード加工方法
【課題】板状に結着加工されたOSSBボードの表面加工方法で、あつみのあるOSSBボードの側端面の小口に、見付け材(小口材)を貼り合わせ、その状態のままNC機器によって小口を含めた全体に表面加工を施す装飾OSSBボードの加工方法を提供する。
【解決手段】麦を収穫した後の麦わらを主原材料としてMDI(メチレンジフェニルジイソシアネート)で板状に結着加工された厚みのあるOSSB(オリエンテッド・ストラクチュラル・ストロー・ボード:木質麦わらボード)の側端面・上下端面・開口部端面となる小口に、天然木または無垢材からなる小口の全長と同等の寸法の見付け材を貼り合わせ、見付け材が小口に貼り合わされた状態でNC機器による表面加工を施すOSSBボード加工方法。
(もっと読む)
髄部補強木材の製造方法
【課題】低密度木材の髄部を補修して、木ねじ保持力等が向上した髄部補強木材を効率よく製造することができる髄部補強木材の製造方法を提供すること。
【解決手段】本発明の髄部補強木材の製造方法は、低密度木材1の髄部2を補修して髄部補強木材1Rを得る髄部補強木材の製造方法であり、表面に髄部2が表れている低密度木材1の該髄部2を押圧して圧縮し、該髄部2の圧縮により生じた凹部4にパテ5を充填し、該髄部2の圧縮回復力により該パテ5の一部51を木材の表面1aから隆起させ、その後、隆起部分51を除去する。
(もっと読む)
杉中目材集成材の製造方法
【課題】杉材中目材の改善された製造方法を提供し、杉材製品の需要拡大と杉林業の活性化を図る。
【解決手段】所要長さの杉材中目材原木1を適宜の厚さに板割りした長板2を所要長さの短尺に切断し巾板3として無節,疵などを選別した後、その所要個数を積層し、該積層体を並置して天日乾燥、次いで除湿乾燥を行い、次いで乾燥した巾板の変形を補正し適宜長さの長方形状板として、この板を次に巾方向に複数並置して接着し、更に長さ方向にフィンガージョイント8で接合して所要の長さとし、これを積層して杉材の積層中目材集成材10とする。
(もっと読む)
針葉樹合板の表面処理法
【課題】針葉樹合板をクロス下地用合板やコンクリート型枠用合板のみならず、住宅の内装材や家具・建具の表面材などになる化粧合板としても利用できるようにする。
【解決手段】割れや抜け節、凹み、その他の各種欠点部(P)に予じめパテ剤が充填された針葉樹合板(W)を用意して、先ずその表面を切削・研磨することにより平滑化し、その後目止め塗料の塗装とその目止め塗膜(9)に対する接着剤の塗布とを行ない、最後にその接着剤層(15)へ化粧シート(19)をラミネートする。
(もっと読む)
木質材の締結構造
【課題】安価な構成で、低密度木質材の特質を維持しつつ締結強度を確保し得るようにした木質材の締結構造を提供する。
【解決手段】共に低密度の木質材で構成される第1の被締結材Pの締結部と第2の被締結材Qの締結部に、金属材又は樹脂材で構成された第1の補強材11と第2の補強材12をそれぞれ配置し、該第1の補強材11と第2の補強材12を介して第1の被締結材Pと第2の被締結材Qを締結する。係る構成によれば、各補強材11,12によって各被締結材P,Qの締結力に対する耐力が局部的に且つ効果的に補強され、その結果、締結力が上記第1及び第2の補強材11,12によって確実に支持され、これが該各補強材11、12を介して各被締結材P,Qへ適度に分散されることから、該各被締結材P,Qが低密度木質材であるにも拘らず、高い締結強度を確保することが可能となる。
(もっと読む)
部分フランジ付挿入補強部材及び応力緩衝層構造
【課題】
木材に溝を掘り、補強部材を挿入接着する構造において、その作業性、正確性の向上が課題である。また木材及び補強部材の異種材料界面に生じる応力集中が木材の破壊につながりやすいのでこれを抑制することが課題である。
【解決手段】
挿入補強部材の両端に部分フランジを作製することにより、作業性、正確性を改善する。また、部分フランジの効果により補強部材の位置が固定できるので、木材の溝をあらかじめ大きめに作成しておき、その部分に接着剤やゴムなどを充填することで、応力集中を緩和する応力緩衝層を接着作業と同時に容易に作製することが可能である。
(もっと読む)
宝石または貴金属が装着された木工芸品の製造方法
【課題】木工芸品に宝石または貴金属を装飾部材として付加して木工芸品の装飾効果をより向上させる木工芸品の製造方法を提供する。
【解決手段】装着溝が形成された木工芸品の表面を研磨する紙ヤスリ研磨段階と、装着溝に宝石または貴金属を装着する装着段階と、木工芸品に漆を下塗りした後乾燥させる下塗り段階と、木工芸品の隙間の部分を刻そ部材を用いて埋める刻そ段階と、木工芸品が裂けたり捻じれないように麻布部材を用いて麻布を貼る布着せ段階と、木工芸品に地付け部材を用いて地付けをして隙間を埋めて平らにする地付け段階と、木工芸品の表面を砥石で柔らかく研ぐ砥石研ぎ段階と、木工芸品に漆を上塗りした後乾燥させ、木工芸品の表面を炭で柔らかく研ぐ上塗り段階と、木工芸品の表面に光沢部材を光沢処理してきれいなツヤを出す光沢段階と、木工芸品に装着された宝石または貴金属に付いた汚染物を取り除く汚染物除去段階を含む木工芸品の製造方法。
(もっと読む)
目止め剤の充填装置
【課題】大きな凹凸のある湾曲する木口面を極めて能率よく綺麗に平滑化する。極めて簡単な構造としながら、大きな凹凸のある湾曲する木口面をも綺麗に平滑化する。
【解決手段】目止め剤の充填装置は、板材1の湾曲面であって凹凸のある木口面1Aに目止め剤2を充填して、板材1の木口面1Aを平滑にする。目止め剤の充填装置は、目止め剤2を吐出口4から加圧状態で押し出す加圧器3と、この加圧器3の吐出口4に連結してなる吸盤5とを備える。充填装置は、この吸盤5を木口面1Aに密着させる状態で、木口面1Aと吸盤5のいずれか又は両方を、吸盤5が木口面1Aに沿って移動するように移動して、板材1の木口面1Aに目止め剤2を塗布して平滑面とする。
(もっと読む)
土台
【課題】 木材の持つ異方性に着目し、最も強い方向を合理的に使用し、杉材の材質的な欠点を補う。
【解決手段】 図2に示す、厚さ30〜45mm、幅110〜135mm、長さ105mm〜900mmの杉材1bを幅方向に600mm、長さ方向に4000mmまで接着し厚さ30mmの構成層2b(図4で幅が3倍のもので長さ方向に連続するもの、以下同様)を作り、これを60mmずつ長さ方向に継ぎ手部分をづらし(図5参照)、構成層2bを複数枚(ここでは3枚)重ねに厚さ方向に接着することにより(図6参照)、厚さ110〜135mm、幅600mm、長さ4000mmの土台源材とし、長さ方向に複数(たとえば、5つ)に等分し、仕上げし、厚さ120mm、幅120mm、長さ4000mm(図では長さが省略されている)の土台とし、仕様面である上面は木口面11,16となり、圧縮荷重に対し、十分な強度を備え、めり込みに対して強くなっている。
(もっと読む)
改良木材及びその製造方法
【課題】 アブラヤシ木部を原料とし、寸法安定性が良好で、毛羽立ちが無く、腐敗しにくい利用価値の高い改良木材を提供することを目的とする。
【解決手段】 アブラヤシ木部に、リグニン又はリグニンの変成物が添加され、その後に加熱処理させたものであることを特徴とする改良木材である。
また、アブラヤシ木部に、リグニン又はリグニンの変成物を溶媒に溶解して含浸又は注入した後、加熱処理することを特徴とする改良木材の製造方法でもある。
(もっと読む)
木材の成形方法
【課題】成形品の歩留まりを向上させることができる木材の成形方法を提供する。
【解決手段】水蒸気を吸収して軟化した木材に大気よりも高温高圧の水蒸気雰囲気中で圧縮力を加えることによって木材を変形させる圧縮工程と、圧縮工程で圧縮力が加えられた木材を乾燥させる乾燥工程と、乾燥工程で乾燥させた木材の表面に生じている亀裂に接着剤を注入する接着剤注入工程と、接着剤注入工程で接着剤が注入された木材を大気中で整形する整形工程と、を有する。
(もっと読む)
床用化粧材
【課題】凹みなどが付き難く、化粧シートの巻き取り適性に優れ、かつ色調の調整が容易であり、かつ耐キャスター性、耐衝撃性などもあり、容易に製造可能で加工適性も優れた床用化粧材を提供すること。
【解決手段】木質系基材1上に熱可塑性樹脂化粧シート4を積層してなる床用化粧材において、前記木質系基材と熱可塑性樹脂化粧シートとの間に、液晶性ポリマー樹脂の単層又は複層の、厚み20〜200μmの熱可塑性樹脂中間層あるいは熱可塑性樹脂100重量部に対して0.5〜10重量部の液晶性ポリマーを分散させた混合物からなる、厚み20〜200μmの熱可塑性樹脂中間層3を設けたことを特徴とする。
(もっと読む)
車両用木質床材
【課題】 防水性に優れ、少ない品揃えで多品種の荷台に対応できる車両用木質床材を提供することを目的とする。
【解決手段】 複数枚の単位板を予め接合一体化した一枚の中央木質床板と、この中央木質床板の両側部に配される左右一対の側部木質床板との組み合わせからなり、中央木質床板の長手方向の両端面及び側部木質床板の長手方向の片側端面に雌実を設けると共に、前記雌実同士をやとい実で接合一体化した接合目地部をシーリング処理してなる。
(もっと読む)
金属板入りの芯材
【課題】扉や壁体や家具等を構成する板材の内部に用いられる芯材において、強度的に強く、面材の反りを矯正できるような芯材を開発する。その際、現場の状況にあわせてその厚さを調整するための表面の鉋加工が可能な構成とし、さらに、できるだけ軽量の芯材とする。
【解決手段】木質系の中間層と2枚の金属板層と木質系の2枚の表層からなる5層構造で、中間層の厚さが表層の厚さの2倍〜20倍、表層の厚さが2.5〜5.5mm、金属板層の厚さが0.25〜1.00mm、中間層の厚さが11〜50mmで、金属板が表面皮膜処理を施した鋼板である金属板入りの芯材を提供する。
(もっと読む)
貫通した穴を有する無垢の木の柱体
【課題】本発明は、多種多様なエクステリア製品が容易に構築できる、モルタルで結合する貫通した穴を有する無垢の木の柱体を提供。
【解決手段】貫通した穴を有する無垢の木の柱体であって、図1に示すように、地盤面に坪掘りをなし、アンカー容器5を埋設し補強部材6を挿入するとともにモルタル7を充填して地盤面を整える。そのうえに腐食防止部材2を無垢の木の柱体1にビス8止めした、貫通した穴を有する無垢の木の柱体13を立設して、モルタル7を充填してモルタル7の凝固乾燥で強固な柱体をなす。アンカー容器5については廃棄されるペットボトルも利用できるが、柱体の強度により根入れを含めて適宜調整することを特徴とする。
(もっと読む)
化粧板の製造方法
【課題】水を吸わず高強度で大サイズが可能で、切断しやすく、木口の防水処理が不要となり、また、表面化粧材が剥離し難い。
【解決手段】型1内に表面化粧材2を複数セットする。隣りあう表面化粧材2間に隙間3を形成すると共に該隙間3に目地溝形成材4を充填する。その後、無機質の粉粒体と熱可塑性合成樹脂と混合させて軟化させた基材成形材料5を、前記型1内にセットされた表面化粧材2及び目地溝形成材4の上にセットしてプレスして一体硬化させる。その後、目地溝形成材4を除去して表面化粧材2間に目地溝6を形成した化粧板を製造する。
(もっと読む)
1 - 20 / 32
[ Back to top ]