
Fターム[2C061KK00]の内容
付属装置、全体制御 (183,611) | 自己診断、テスト印字、印字品質検査 (4,542)
Fターム[2C061KK00]の下位に属するFターム
自己診断、テスト印字、印字品質検査の時期 (247)
自己診断 (65)
テスト印字 (1,385)
印字品質の検査(テスト印字の品質検査を含む) (2,064)
自己診断、テスト印字、印字品質検査後処理 (775)
Fターム[2C061KK00]に分類される特許
1 - 6 / 6
画像形成システム、画像形成装置、印刷制御装置、及び、その画像形成システム自己診断方法
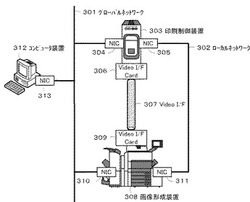
【課題】画像形成システムを運用するネットワーク接続のままの状態で、接続構成等を変更することなく、試験用の装置を設置することなく、ユーザによるテストパケット送信作業もなく、画像形成システムのサービス提供状況を診断すること。
【解決手段】印刷制御装置303では、提供するサービスの設定状態を含む印刷制御装置の設定状態を記録した設定リストの画像データを生成して画像形成装置308で出力させる。画像形成装置308では、印刷された設定リストを読み取り、該読み取った画像データから印刷制御装置303の設定状態を認識し、該印刷制御装置の設定状態に基づき、グローバルネットワーク301を介して印刷制御装置303に対して前記サービスの診断パケットを送信し、該診断パケットに対する前記印刷制御装置からの応答パケットの受信を監視し、該応答パケットの受信監視結果に基づき、印刷制御装置303の状態を診断する。
(もっと読む)
カラープリンタの色抜け判別用印刷方法および管理用印刷媒体

【課題】色抜けを簡単に判別することができる色抜け判別領域を備えた管理ラベルを提案すること。
【解決手段】管理ラベル10のラベル面10aには物品を管理するための管理色が印刷される色分け印刷領域11と色抜けを判別するための色抜け判別領域15が形成されている。色抜け判別領域15には、ブラックにより印刷される「NG」の文字を含む色抜け判別部18と、シアン、マゼンダ、イエローによって印刷される背景部19とが含まれ、色抜けがない正常状態では色抜け判別部18と背景部19の印刷色が灰色となり、[NG」の文字を目視により識別できないが、色抜けが発生すると、双方の印刷色が異なり、「NG」の文字が目視により判別可能な状態に浮かび上がる。
(もっと読む)
インクカートリッジ取引装置、インクカートリッジ取引方法、インクカートリッジ取引プログラム、及びコンピュータ読み取り可能な記録媒体
【課題】インクジェットプリンタの故障原因が、非推奨インクカートリッジの使用にあるとき、ユーザは、インクジェットプリンタの修理を有償で受けなければならなかった。
【解決手段】故障したインクジェットプリンタの使用インクカートリッジが、推奨インクカートリッジであるか否かを識別し、インクジェットプリンタの修理に、無償修理保証契約を適用可能か否かを判定し、インクジェットプリンタの使用インクカートリッジが推奨インクカートリッジでなく、無償修理保証契約を適用不可能であるとき、推奨インクカートリッジを購入するか否かを質問し、推奨インクカートリッジを購入する旨の回答を受けたとき、インクジェットプリンタの故障に無償修理保証契約を適用可能であるとみなし、インクジェットプリンタの故障を無償で修理することを受け付ける。
(もっと読む)
RFID用紙用プリンター
【課題】データ読取り書込み部6によるRFID用紙連続体3との間のデータ送受信のエラー原因が、データ読取り書込み部6か、RFID用紙連続体3か、あるいはその近傍に置かれている他のRFID用紙用プリンター1との相互干渉なのか、など、エラーの原因を特定しやすくするRFID用紙用プリンターを提供すること。
【解決手段】プリンターハウジング2にRFID用紙連続体3と同様の構成とするテスト用RFID用紙21を取り付けておくこと、エラー発生時、テスト用RFID用紙21とデータ読取り書込み部6との間でデータ交信のテストを行って同様のエラーが発生するかを確認可能とすることに着目したもので、RFID用紙10とは別に、RFID用紙10と同様の構成を有するテスト用RFID用紙21をプリンターハウジング2に取り付け、データ読取り書込み部6によりテスト用RFID用紙21との間のデータ交信を可能としたことを特徴とする。
(もっと読む)
検査装置、検査システム及び検査方法
【課題】実際に印刷させることなく、記録ヘッドとプラテンとのギャップをより容易且つ適切に検査することのできる技術を提供する。
【解決手段】インクジェット式プリンタ100のカバーヘッド162aと電気的に接続される接続用電極202及び電線203と、記録ヘッド162のカバーヘッド162aとプラテン163との間に必要なギャップと同じ厚さに形成された導体部材であって、ギャップの検査時にプラテン163に載置される検査用プレートPLと電気的に接続される電線206と、接続用電極202及び電線203と、電線206との間がカバーヘッド162a及び検査用プレートPLを介して導通したことを検知して報知する報知部204とを有するように構成する。
(もっと読む)
異常音判定システム、サーバ、情報機器及び異常音判定プログラム
【課題】 情報機器の修理部品を特定して迅速かつ正確なメンテナンスを提供することができる異常音判定システム、サーバ、情報機器及び異常音判定プログラムを提供する。
【解決手段】 プリンタ15は、その内部にマイクを備え、稼働音測定用のテストパターンを実行することによってプリンタ15の各駆動部をそれぞれ所定の時間毎に単独で駆動させ、そのときの稼働音を録音記憶部に録音する。そして、コンピュータ13が、その稼働音をデジタル化した音データを管理コンピュータ12に送信する。管理コンピュータ12は、その音データの音圧と基準値とを比較し、音データの音圧のうち基準値を超えた時間に対応する駆動部を駆動部記憶部47から検索することにより、異常音の発生の原因となる駆動部を修理部品として特定する。
(もっと読む)
1 - 6 / 6
[ Back to top ]