
Fターム[2E110GB28]の内容
壁の仕上げ (51,451) | 材料又は材質 (14,023) | 無機材料(金属材料を除く) (4,633) | 焼成材料又は非晶質材料 (2,625) | セラミックス (751) | 陶磁器、陶板、タイル、煉瓦又は瓦等 (413)
Fターム[2E110GB28]に分類される特許
161 - 180 / 413
タイルユニットの製造方法
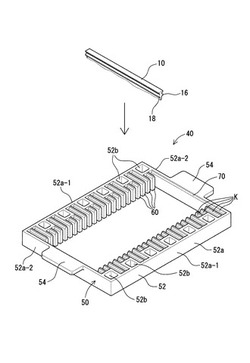
【課題】壁面に対して直角方向に施工するタイルを複数有するタイルユニットで、ユニット化が容易であり、また、個別のタイルが互いに動かずに被施工面に施工した場合でもタイルの位置ずれのおそれが極めて小さく、また、隣接するタイル間に隙間を形成することができるタイルユニットの製造方法を提供する。
【解決手段】正面側が凹凸形状に形成され、タイルの厚み方向の両側の面に突出部16、18が裏面から同じ距離の位置に設けられたタイル10を製造するタイル製造工程と、製造されたタイル10を、タイルを収納するための複数の隙間Kが略平行に形成され、該隙間Kにはタイル10に設けられた上記突出部16、18が掛止するための掛止部が複数の隙間Kにおいて同じ高さに設けられたタイル配置具40に配置するタイル配置工程と、タイル配置具40に配置されたタイル10の裏面に網体を接着する網体接着工程と、を有する。
(もっと読む)
連結部構造

【目的】本発明は防火性能、耐火性能を必要とする建築、構築物の内壁材、外壁材、屋根材、天井材、床材、間仕切り材、あるいは防火戸等として使用出来る長尺状の建築用パネルを施工した際の、目地の化粧材等として機能する連結部構造に関するものである。
【構成】建築用パネルCの連結部の構造において、連結された建築用パネルCの雄実部12と雌実部11間の形状に沿った形状の係止部4と、建築用パネルC間の連結目地部γに突出するように形成した目地形成部7とからなる目地形成材Aが建築用パネルC間の連結目地部γ間に係止されている連結部構造である。
(もっと読む)
外壁施工構造
【課題】
外観意匠性、耐候性、施工性に優れた外壁施工構造を提供すること。
【解決手段】
外壁板2を上下合いじゃくり接合しつつ留め付け金具5によって構造躯体10に留め付けてなる外壁施工構造1。複数枚の外壁板2のうちの寸法調整外壁板20の切断端部23は、端部施工金具3を介して構造躯体10に固定されている。端部施工金具3は、端部施工金具3は、背板部31を寸法調整外壁板20の裏側面26に当接させ、前方屈曲部32を寸法調整外壁板20の切断端面231に当接させている。背板部31と寸法調整外壁板20の裏側面26とは接着剤11によって互いに接着されている。端部施工金具3の前方屈曲部32には、水平部320と前面部321と第3当接部322とを有し、前面部321の前方にはシーリング材163が配される。
(もっと読む)
壁面用建材
【課題】タイルのように施工が可能で、色素増感太陽電池を用いた壁面の意匠化が可能で、耐久用途にも可能で、壁面での発電が可能な壁面用建材を提供する。
【解決手段】面積が0.5〜100cm2で複数の色素増感太陽電池1、1…を備える。タイルのように施工が可能で、割れにくく、色素増感太陽電池1の個数を増減することにより、重量を容易に調整することができる。しかも、外壁等に取り付けることにより壁面での発電が可能となる。
(もっと読む)
外壁施工構造
【課題】
外観意匠性、耐候性、施工性、安全性に優れた外壁施工構造を提供すること。
【解決手段】
外壁板2を上下左右合いじゃくり接合しつつ留め付け金具5によって構造躯体10に留め付けてなる外壁施工構造1。複数枚の外壁板2のうちの寸法調整外壁板20の切断端部23は、端部施工金具3を介して構造躯体10に固定されている。また、寸法調整外壁板20の左右接合部の右端部は、横留め金具6を介して構造躯体10に固定されている。端部施工金具3は、背板部31を寸法調整外壁板20の裏側面26に当接させ、前方屈曲部32を寸法調整外壁板20の切断端面231に当接させている。背板部31と寸法調整外壁板20の裏側面26とは接着剤11によって互いに接着されている。端部施工金具3の前方屈曲部32には、水平部320と前面部321と第3当接部322とを有し、前面部321の前方にはシーリング材163が配される。
(もっと読む)
鋼板パネルとタイルパネルの平面接合方法
【課題】全て室内側から作業できる鋼板パネルとタイルパネルの平面接合方法を提供する。
【解決手段】幅方向端縁に裏側へ折り曲げて係合片5cが形成されてなる鋼板パネル5と、裏側の幅方向端縁に補強フレーム6cが縦設されてなるタイルパネル6を、平面視面一状に接合する接合方法であって、タイルパネル6の補強フレーム6cに連結フレーム10を固設した後、タイルパネル6を防水パン上に建て付け、その後、浴室1内側から連結フレーム10に対し鋼板パネル5の係合片5cを嵌め込んで接合する。
(もっと読む)
タイル壁
【課題】出隅を挟んだ両側の壁面にそれぞれタイルを配置したタイル壁において、容易に且つ低コストにて構築することが可能なタイル壁を提供する。
【解決手段】出隅コーナー部に、該出隅コーナー部を挟んだ両側の壁面にそれぞれ重なる2葉のベース片21,21と、該出隅コーナー部から各壁面と斜交方向に張り出した張出片22とを有するガイド材20が設置されている。タイル19の出隅コーナー部側の側部後縁を斜めにカットして斜面19dとし、この斜面19dを張出片22に対面させて出隅の両側にそれぞれタイル19が取付施工されている。
(もっと読む)
非焼成タイル
【課題】瓦廃材を再利用し、軽量で良好な保水性を有し、かつ十分な機械物性を有する非焼成タイルを提供する。
【解決手段】(A)(a)瓦廃材粉砕物と(b)無機発泡体粉末との質量比60:40〜90:10の組合わせと、その100質量部に対して、(B)セメント20〜40質量部及び(C)水を含む水硬性組成物を成形硬化してなるタイルであって、前記(a)成分の瓦廃材粉砕物が、JIS Z 8801−1:2000で規定される公称目開きW10.5mmのふるいを通過し、かつ公称目開きW2.5mmのふるい上に残留する粒度を有し、前記(b)成分の無機発泡体粉末の平均粒径が5mm以下であることを特徴とする非焼成タイルである。
(もっと読む)
板状建材塗装方法
【課題】板状建材の表面塗装のためにインクジェット塗装手段のインク吐出口から鉛直下方に向けて吐出されたインク滴の端面への付着を防止し得る板状建材塗装方法を提供する。
【解決手段】インクジェット塗装手段22のインク吐出口22dから鉛直下方に向けてインク滴を吐出させて、平面視略矩形状とされた板状建材10の表面縁部11aを塗装する板状建材塗装方法であって、前記板状建材の一側辺13が下方、該一側辺と対向する他側辺14が上方となるよう該板状建材を傾斜させて該一側辺の端面12を斜め下向きに向けた状態で、前記インク吐出口と前記板状建材とを前記一側辺に沿って相対移動させながら前記一側辺の表面縁部に向けて該インク吐出口からインク滴を吐出させて、該表面縁部を塗装するようにしている。
(もっと読む)
フォルムアルデヒド吸着性能を有するタイル及びその製造方法
本発明はフォルムアルデヒド吸着剤として優れた活性炭を使用したタイル及びその製造方法を提供する。コア及び該コアを取り囲む表面層で構成され、コアにだけ活性炭が含まれ、表面層には熱処理によって活性炭が除去される。これにより、熱処理の途中に酸化しやすい活性炭の問題点を克服して、内部に活性炭コア構造を有するように製造することによって活性炭の性能を最大限発現させる。  (もっと読む)
(もっと読む)
タイルパネル
【課題】損壊し易い突形の実部が無く、また施工も容易なタイルパネル及びその施工構造を提供する。
【解決手段】タイルパネル10は、下地板11に複数のタイル12を接着剤13を介して張り付けたものである。タイル12同士は均一な目地間隔を介して整列配置されている。タイルパネル10の全周にわたって、木端面に凹条11aが設けられている。タイルパネル10同士の間に目地材20を介在させ、該目地材20の凸条22を凹条11aに嵌合させつつ、突き付けられて床や壁に施工される。目地材20の板状部21はタイルパネル10の木端面同士の間に挟まれている。目地材20は、タイル12の前面よりも目地間に後退しているが、タイル12,12間に挟まれている。
(もっと読む)
複合パネル及びその切断方法
【課題】切断特性が良好な複合パネルと、その切断方法を提供する。
【解決手段】複合パネル1は、基板2に対し仕上げ材3を接着剤4によって張り付けたものである。この接着剤4は硬質粒体5を含有している。基板2の材料としては、木質板又は樹脂板が好適である。仕上げ材3としては、タイル、石材、ガラスなどの無機質板が好適であり、特にタイル又は石材が好適である。硬質粒体5としては、石材の破砕物、タイル、衛生陶器、レンガなどのセラミック製品の破砕物、砂を篩分けしたものなどが好適である。
(もっと読む)
タイルパネル
【課題】突き付け施工した場合に、突き付け部が目地の幅方向の端縁に沿って延在するようになるタイルパネルを提供する。
【解決手段】タイルパネル10は、下地板11に複数のタイル12を接着剤13を介して張り付けたものである。タイル12同士は均一な目地間隔を介して整列配置されており、目地間隙には目地材14が充填されている。下地板11の前面のうち第1及び第2の辺に沿う部分にあっては、下地板11の辺縁とタイル12の辺縁とが合致している。第3及び第4の辺に沿う部分にあっては、タイル12の辺縁は下地板11の前面の辺縁から目地間隔と同距離だけ離隔しており、このタイル12に目地材16が接着されている。
(もっと読む)
コンクリート下地処理面の品質管理方法
【課題】コンクリート表面に対する下地処理としての目粗しを実施するに際して、処理後の表面粗さを定量的に評価し管理するための有効適切な手法を提供する。
【解決手段】下地処理後のコンクリート表面の光沢度を光沢度計により測定し、該光沢度を指標として処理後のコンクリート表面の表面粗さを定量的に評価し、管理する。コンクリート表面の光沢度を測定するに際しては、評価対象のコンクリート表面に金属箔を押し当ててその表面状態を金属箔に型押しして写し取り、該金属箔を試験体としてその光沢度を光沢度計により測定すると良い。光沢度の閾値の設定を、ひずみ追従性試験後の接着界面破壊率と光沢度との関係に基づいて行うと良い。表面の光沢度が前記閾値以下であるように調整した限度見本を予め作製し、該限度見本の表面粗さと同等になるように処理後のコンクリート表面の表面粗さを管理することでも良い。
(もっと読む)
リブ付化粧パネルおよびその製造方法
【課題】表面の形状や色を自在に設計することができ、小ロットの生産にも適したリブ付化粧パネルおよびその製造方法を提供する。
【解決手段】リブ付化粧パネル10は、表面に細長い複数のリブ材30を有している。リブ付化粧パネル10は、基材21と基材側化粧フィルム22とからなり、基材側化粧フィルム22側に帯状の嵌合溝24が形成された化粧基材20と、化粧基材20の嵌合溝24内に嵌込まれ表面にリブ材側化粧フィルム32が設けられたリブ材30と、を備えている。このリブ付化粧パネル10を製造する場合、まず基材21と基材側化粧フィルム22とからなる化粧基材20と、表面にリブ材側化粧フィルム32が形成されたリブ材30とを準備し、次にリブ材30を化粧基材20の嵌合溝24内に嵌込む。
(もっと読む)
リブ付化粧パネルおよびその製造方法
【課題】表面の形状や色を自在に設計することができ、小ロットでの生産にも適するリブ付化粧パネルおよびその製造方法を提供する。
【解決手段】リブ付化粧パネル10は、表面に細長い複数のリブ材30を有している。リブ付化粧パネル10は、基材21と基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、化粧基材20の基材側化粧フィルム22側に設けられ、リブ材用基材31とリブ材用基材31表面に設けられたリブ材側化粧フィルム32とからなるリブ材30とを備えている。このうちリブ材用基材31は、裏面にV字形状のカット溝31Bが形成されたリブ材用板31Aをこのカット溝31Bにおいて折り畳んで形成されている。
(もっと読む)
リブ付化粧パネルおよびその製造方法
【課題】表面の形状や色を自在に設計することができ、小ロットの生産にも適したリブ付化粧パネルおよびその製造方法を提供する。
【解決手段】リブ付化粧パネル10は、表面に細長い複数のリブ材30を有している。リブ付化粧パネル10は、基材21と基材21の一方の面に設けられた基材側化粧フィルム22とからなる化粧基材20と、基材側化粧フィルム22側に取付けられ表面にリブ材側化粧フィルム32が設けられたリブ材30と、を備えている。このリブ付化粧パネル10を製造する場合、まず基材21と基材側化粧フィルム22とからなる化粧基材20と、表面にリブ材側化粧フィルム32が形成されたリブ材30とを準備し、次にリブ材30を化粧基材20の基材側化粧フィルム22側に取付ける。
(もっと読む)
既存タイルの落下防止工法
【課題】 タイルの貼り替え工法では、既存タイルを剥がすこととなり、その作業に伴うタイルの落下の危険性が逆に大きくなる。また、古いタイルを撤去し貼り直しても、タイルが浮くに至る因子迄が消滅するわけではないため、その信憑性が懸念され、実用的ではない。
【解決手段】 既設建築物の外壁等のタイル壁においてタイルを連結している目地交点、つまり、いも目地ではタイル4枚、うま目地ではタイル3枚の交点を中心に縦または横方向の目地材に躯体コンクリート層に15mm以上到達する切り込み溝aを入れタイル4枚または3枚のタイル4の木口部分を露出させ、上記切り込み溝aに接着剤を充填し、躯体コンクリート1とタイル4を接着剤の接着力で結束させてタイルの剥落を防止する既存タイルの落下防止工法。
(もっと読む)
コンクリート躯体、タイルの手張り工法、コンクリート躯体の施工方法およびモルタル塗付け用下地の施工方法
【課題】経時的にコンクリート躯体からモルタルが剥がれのを確実に防止することができるコンクリート躯体、タイルの手張り工法、コンクリート躯体の施工方法およびモルタル塗付け用下地の施工方法を提供することを課題としている。
【解決手段】表面にモルタル4の塗付けを行うコンクリート躯体1であって、モルタル4をコンクリートの躯体本体2にアンカリングする多数のアンカー3を、モルタル4の厚み内に納まるように頭部3a側を突出させてそれぞれ埋め込んだものであり、このコンクリート躯体1は、いわゆる型枠先付け工法により施工される。
(もっと読む)
磁器タイル及びその製造方法
【課題】 夏季における日光の照射によってもビルの外壁や屋上等に使用されるタイルが高熱化することを抑制する。
【解決手段】 粉砕し粉状にしたトルマリンと、カオリナイトと、粘土とを配合し、これらを攪拌混合して所定形状にした後1200〜1400℃で所定時間焼成して磁器タイルJ1を製造する。
(もっと読む)
161 - 180 / 413
[ Back to top ]