
Fターム[2F062BC61]の内容
機械的手段の使用による測定装置 (14,257) | 測定対象物の品名 (571) | 機械 (283) | ねじ (38)
Fターム[2F062BC61]の下位に属するFターム
Fターム[2F062BC61]に分類される特許
1 - 17 / 17
ボールねじ軸の累積リード誤差測定装置及び測定方法
【課題】再現性の高い高精度の測定を、短時間で行える生産性に優れたボールねじ軸の累積リード誤差測定装置及び測定方法を提供する。
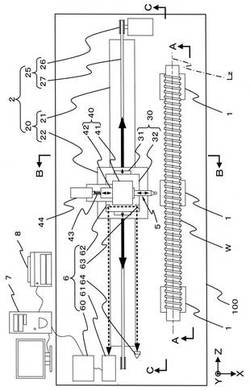
【解決手段】被測定ボールねじ軸Wを回転不動に固定する固定支持台1と、前記被測定ボールねじ軸Wのねじ溝に当接させるボール接触子5と、ボール接触子5を被測定ボールねじ軸Wの軸心Lzに対し直交方向に往復移動させるとともにボール接触子5を所定の押し込み力で前記ねじ溝に当接させるボール接触子スライド手段と、ボール接触子スライド手段を軸心Lzと平行に水平往復移動する位置検出スライド手段と、位置検出スライド手段を前記被測定ボールねじ軸Wのねじ部間で往復移動させる位置決め往復スライド手段2と、ボール接触子5の軸心Lz方向における位置を検出するリード位置測定手段6と、を備える。
(もっと読む)
ボールねじの測定装置および測定方法

【課題】ボールねじナットの内周面の溝形状の検査を容易且つ短時間で行う。
【解決手段】ボールねじナットを回転テーブル22により回転自在に支持するとともに、その回転角度をロータリエンコーダ23で測定し、測定子3をXYZテーブル12により、XYZ方向に移動自在に支持するとともに、測定子3がボールねじナットの方向に移動するX軸方向の変位をリニアゲージ13により測定し、測定子3が上下に移動するZ軸方向の変位をダイヤルゲージ14により測定する。これらセンサの検出信号をもとに、ボールねじナットにおける測定子3の位置座標を演算し、位置座標をもとにボールねじナットの各部の測定を行う。
(もっと読む)
ねじ角度測定工具
【課題】板金部材に対するねじの軸の傾き角度を測定できるねじ角度測定工具を提供すること。
【解決手段】被測定部材61の一面62に設けられたねじの軸の延長方向と、被測定部材61の面63に対する垂直線との間になす角を測定するためのねじ角度測定工具1において、一端部21aがねじに締めこまれる係合軸部21と、係合軸部21から他端部21b側に延びてねじの軸の延長方向を指し示す指示部23と、係合軸部21と指示部23との間に設けられた球体24と、から構成された第一部品2と、被測定部材61の平面63と密着する一方の端部312と、なす角を表示する表示部としての他方の端部323と、一方の端部312と他方の端部323との間に設けられ、球体24の表面に自在に係合する係合部314と、で構成される第二部品3と、からなる。
(もっと読む)
外径測定装置
【課題】繰り返し誤差1μm以下の高精度にて略円柱形状体の外径を測定するのに適した構造をもつ測定装置を提供する。
【解決手段】略円柱形状体である測定対象を両端により支持する支持部と、前記測定対象の軸を中心に前記測定対象を回転させ、前記支持部による前記測定対象の支持をなじませる回転なじみ部と、接触式の変位測定器を前記測定対象の軸方向および該軸方向に直交する方向に移動可能に配置する測定部と、を含み、前記測定部は、前記変位測定器の測定子が前記測定対象の軸方向に直交する方向にストロークするように配置することを特徴とする外径測定装置を提供する。
(もっと読む)
ねじ有効径測定用保持治具
【課題】従来、ねじ軸の有効径を測定する際には、専用の測定具を製作する必要があって、測定具の製作が煩雑になるとともに高コスト化したり、測定装置が大掛かりとなるため、加工機に装着された状態のねじ軸の有効径を加工途中に測定することは困難であったりした。
【解決手段】被測定物となるねじ部材3を複数本のピン部材5・5・・・にて挟み込んだ状態で、前記ねじ部材3の有効径を測定するときに、複数本のピン部材5・5・・・を保持するためのねじ有効径測定用保持治具1であって、ねじ部材3を収容する収容部15と、収容部15に収容されたねじ部材と交差するように収容部15を貫通する複数のピン部材5・5・・・が挿入される挿入孔12a・13aおよび挿入溝12b・13bとを備える。
(もっと読む)
直線寸法測定具
【課題】被測定体に設けられた穴または建て込みナット等の中心を基準に二点間の直線寸法を正確に測定することができる直線寸法測定具を提供する。
【解決手段】直線寸法測定具100は、一対のソケット10と、一対のコンベックスホルダー20、20Aと、コンベックスルール30とから構成されている。ソケット10は、ボルトBの頭部を嵌入する嵌合部11と、コンベックスホルダー20または20Aを挿入するためのホルダー受け部12と、嵌合部11の内部にマグネット13を有する。またコンベックスホルダー20は、一端にコンベックスルール先端の爪部が挿入可能な、直交する2つのスリット23が設けられ、他端にマグネット22が設けられ、ソケット10に脱着可能な円柱形のものであり、かつ2つのスリット23の交点がコンベックスホルダー20の端面の中心に位置するように形成されている。
(もっと読む)
ねじ形状測定方法
【課題】一般的な三次元測定機を利用してねじ形状の各種特性値の測定を行うことができるねじ形状測定方法を提供すること。
【解決手段】測定すべきねじ形状を有するワークが装着される三次元測定機と、この三次元測定機に装着される倣いプローブと、この倣いプローブに装着されかつワークに接触される接触部を有するスタイラスとを用い、前記倣いプローブの倣い測定軸線と前記ねじ形状の中心軸線とを合わせる軸合わせ工程(処理ST4)と、前記スタイラスを前記ねじ形状に接触させつつ前記倣いプローブを前記倣い測定軸線に沿って移動させる倣い測定工程(処理ST5、ST8)と、前記倣い測定で得られた測定データから前記ねじ形状の各種特性値を演算する演算工程(処理ST7、ST9)と、を実行する。
(もっと読む)
管継手の締め付け角度判定方法及び管継手の締め付け角度判定治具
【課題】締め込み状態の確認を簡単且つ正確に判定することのできる管継手の締め付け角度判定方法及び、その判定に用いられ管継手の締め付け角度を簡単に判定することのできる治具を提供する。
【解決手段】板状体の一辺に設けられて管継手10の外周面に当接して管継手に対する前記一辺の位置決めを行う切欠き凹部20bを備えるとともに、切欠き凹部20bを管継手の外周面に当接させた状態で、切欠き凹部20bに近接した位置で管継手10の経線方向に設けられた基準スリット20cと、基準スリット20cに対して規定角度傾斜した位置に設けられた判定用スリット20fとを備えた角度判定治具20を使用し、本締め後に切欠き凹部20bを継手10の外周面に当接させ、雌ナット12の外面に記入された基準線21aと基準スリット20cとを直線状に配置した状態で、雄ナット11の基準線21bが判定用スリット20f内にあるときに合格と判定する。
(もっと読む)
ボールねじ測定装置およびその測定方法
【課題】 ボールねじのナットおよび軸のねじ径を、容易にかつ精度良く測定することができるボールねじ測定装置およびその測定方法を提供する。
【解決手段】 測定子本体26の先端を、被検査物Wnのねじ溝Wnaに測定圧を付与して当接させ、移動体19等に対し、カウンターウェイト5を用いて移動体19等の移動方向の重量バランスをとり、支持台11を回転させて測定子本体26の変位量を測定器6により測定する。
(もっと読む)
ねじ山検査装置
【課題】ゲージを検査対象物に螺合する際の推力を制御することにより、正確な検査を実現するねじ山検査装置である。
【解決手段】
本発明は、ねじに螺合可能なゲージを回転駆動するように構成されたゲージツール10と、このゲージツール10を往復移動させる往復移動手段20と、前記ゲージツール10の移動位置を検出可能な位置検出手段と、前記ゲージツール10に推力を作用させる推力付与手段とを備えたねじ山検査装置1であって、ゲージ13のサイズに応じた推力パラメータを選択し、ゲージ13とねじとの摩擦を低減可能に前記推力付与手段を制御する制御手段30を有していることを特徴とするねじ山検査装置1である。
(もっと読む)
ねじ状クラウニングドラム形状測定方法
【課題】 ねじ状クラウニングドラムの形状測定を正確かつ容易に行うことができるねじ状クラウニングドラム形状測定方法を提供する。
【解決手段】 測定対象となるねじ状クラウニングドラム2は、螺旋状に続くねじ溝2aの各周の底面が円錐形状部2a−1…を成し、かつ各周の円錐形状部を連ねた包絡線Rが円弧状となるクラウニング形状を有する。このドラム2の前記円錐形状部の傾斜角度δdを、測定治具3を用いて測定する。測定治具3は、基準面4aを有する治具本体4及び基準面4aに対する垂直方向の距離を測定する接触式の測定ゲージ5を有する。この測定治具3の基準面4aを、ドラム2の任意の円錐形状部に当て、他の任意の円錐形状部に測定ゲージ5の接触子5aを当てる。これにより、基準面4aを当てた円錐形状部と測定ゲージ5を当てた円錐形状部との平行段差Hdcを測定する。この平行段差Hdcの測定値を用いて、ねじ溝2aの円錐形状部の前記包絡線Rに対する接線からの円錐形状部の傾斜角度δdを求める。
(もっと読む)
ねじ状ドラム円錐形状部傾斜角度測定方法
【課題】 ねじ状ドラムの円錐形状部傾斜角度を正確かつ容易に測定することができるねじ状ドラム円錐形状部傾斜角度測定方法を提供する。
【解決手段】 螺旋状に続くねじ溝2aの各周の底面が、円錐形状部2a−1,2…を成すねじ状ドラム2における、前記円錐形状部2a−1,2…の傾斜角度を測定する方法である。基準面4aを有する治具本体4および前記基準面4aに対する垂直方向の距離を測定する測定ゲージ5を備えた測定治具3を用いる。この測定治具3の前記基準面4aを前記ねじ状ドラム2の任意の円錐形状部2a−2に当て、他の任意の円錐形状部2a−1に前記測定ゲージ5の測定子5aを当てる。前記基準面4aを当てた円錐形状部2a−2と測定ゲージ5を当てた円錐形状部2a−1との平行段差Hdを測定することにより、この平行段差Hdの測定値とねじ溝2aのリードLdとから円錐形状部の傾斜角度δdを求める。
(もっと読む)
形状測定装置及び形状測定方法
【課題】循環部品の形状の測定に係るコストを低減することが可能となるとともに、循環部品の形状の測定精度を向上させることが可能な形状測定装置を提供する。
【解決手段】ボールねじに備えられる循環部品2の形状を測定する形状測定装置1を、ボールねじが有するねじ軸のねじ軸側転動溝と同一リードの測定ねじ軸側転動溝12が形成された測定ねじ軸4と、測定ねじ軸側転動溝12に対する循環部品2の角度を、ねじ軸側転動溝に対する循環部品2の角度と同一角度に保持する保持手段6と、測定ねじ軸4の外周側へねじ軸側転動溝と同一リードで測定ねじ軸4と相対移動可能に配置される測定ナット8と、測定ナット8に取り付けられて循環部品2と対向可能に配置されるとともに、測定ねじ軸4の中心軸線と平行をなす計測基準線DLと循環部品2との間隔を連続的に計測する計測手段10を備えた構成とする。
(もっと読む)
キャップ付ボトル缶の測定方法及び測定装置
【課題】 測定対象を同一基準の下でより短時間で測定することができるキャップ付ボトル缶の測定方法及び測定装置を提供すること。
【解決手段】 金属製のボトル缶にキャップが被着、ネジ成形され、キャップが天面部の周縁に形成された段差部とキャップネジ部とを有するキャップ付ボトル缶2の測定方法において、缶軸Oと交差する平面内で、キャップネジ部の輪郭線を取得することで、キャップネジ部のネジ深さを測定し、段差部に脚部52の下端部内面を接触させると共に天面部に測定子53を接触させることで、段差部の天面部に対する深さを測定する。
(もっと読む)
ねじ付き締結具を寸法的に検査するためのシステムおよび方法
ねじ付き締結具についての寸法を得るためのシステムおよび方法を開示する。一実施例においては、システムは、当該締結具の直線変位を検知するプローブを用いて締結具の寸法を決定する機器を含む。プローブ先端は、当該締結具に接触するプローブ上に回転可能に配置される。コントローラは、特徴寸法を受取るための機器に結合される。別の実施例においては、測定機器は、当該締結具を支持する回転スピンドルと、当該締結具を回転可能に係合する部分を有し寸法を検出するプローブとを含む。スケールは、変位を決定するようプローブに結合される。別の実施例においては、方法は、締結具を回転させるスピンドルに締結具を位置決めするステップと、当該締結具の寸法を検知するよう締結具をプローブと係合させるステップとを含み、当該プローブは当該締結具に回転可能に合致する末端部分を有し、当該方法はさらに、当該寸法を処理するステップを含む。 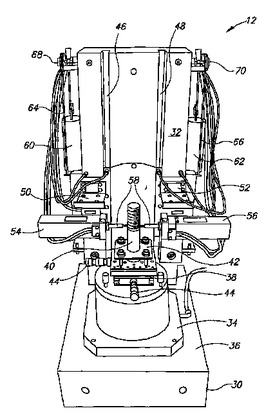 (もっと読む)
(もっと読む)
ねじの許容差検査のための方法およびシステム
ねじ製品を測定し、予め規定された仕様と製品との整合性を判断する方法およびシステムが提供されている。測定システムは、電気的にコンピュータベースの構成要素に結合された測定装置を含む。測定装置はねじ製品の幅の情報を検出し、検出された幅の情報に関して回転の情報と長さの情報とを検出する。コンピュータベースの構成要素は検出された情報を受信し、検出された情報と予め規定された製品の品質仕様情報とを比較し、その比較に基づいて製品が仕様情報の不確定要素の範囲内にあるかどうかを測定する。 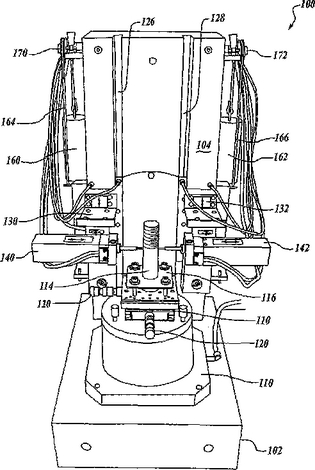 (もっと読む)
(もっと読む)
ボトル缶のネジ深さ測定器及びネジ深さ測定方法
【課題】 ボトル缶の確実な密閉と適度なキャップ開閉トルクを確保するために、ボトル缶に形成されたネジ部や装着されるキャップのネジ部の形状を、簡易かつ短時間で測定可能なネジ深さ測定器及びネジ深さ測定方法を提供すること。
【解決手段】 ボトル缶30のボトル缶ネジ部又は装着されたキャップ38の外周部に形成されるキャップネジ部39のネジ深さを測定するネジ深さ測定器1であって、前記ボトル缶30を回転可能に支持する装置本体2と、キャップネジ部39方向に前進、後退自在に装着された移動部材10と、キャップネジ部39の山部分に当接させる基準接触子17と、谷部分に当接させる測定接触子24とを備えることを特徴とする。
(もっと読む)
1 - 17 / 17
[ Back to top ]