
Fターム[2F062DD23]の内容
機械的手段の使用による測定装置 (14,257) | 補正、補償、較正、調整 (452) | 較正 (162) | 基準値の設定 (115) | 基準体 (97)
Fターム[2F062DD23]に分類される特許
1 - 20 / 97
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
測定装置、測定方法、タッチプローブおよびキャリブレーションゲージ

【課題】被測定物の凹部を測定できない事態の発生を極力回避することができる測定装置を提供する。
【解決手段】被測定物設置体219と、筐体215に回転自在に設けられているスピンドル217とを具備したヘッド213と、スピンドル217に一体的に設置されるハウジングと測定子61を具備するスタイラス60とを備えハウジングがスピンドル217に設置されたときに測定子61がスピンドル217の回転中心軸Cから離れているタッチプローブ60と、を有し、スピンドル217に設置されている設置済みタッチプローブ60をインデックス位置決めした状態で、筐体215を被測定物設置体219に対して相対的に移動し、被測定物設置体219に設置された設置済み被測定物の形状を測定するように構成されている被測定物の測定装置201である。
(もっと読む)
サイドフェーススプラインの形状測定用の基準設定具、並びにこれを用いた形状測定装置及び方法
【課題】サイドフェーススプラインの被動歯の形状を測定するために適切な基準を設定することができる基準設定具を提供する。
【解決手段】車両用ハブユニット1の軸方向の端面に形成され、かつ等速ジョイントの駆動歯14に噛み合わされる被動歯の形状を測定するために使用される、サイドフェーススプライン15の形状測定用の基準設定具50である。この基準設定具50は、等速ジョイントの駆動歯14の形状を模して円環状に配列して形成された基準歯53と、当該基準歯53に対して所定の関係を有するとともに、当該基準歯53を前記被動歯に噛み合わせた状態で当該被動歯の形状測定の基準位置を設定するために用いられる基準面51,52と、を有している。
(もっと読む)
被較正疑似品
【課題】関節プローブヘッドを較正するための被較正疑似品を提供する。
【解決手段】座標位置決め機械のアームに関節プローブヘッドが取り付けられたときに前記関節プローブヘッドを較正するための被較正疑似品100であって、前記関節プローブヘッドを前記座標位置決め機械の前記アームに対し関節動作させることによりスキャンされることが可能な、異なる寸法の複数の輪郭102、104、106と、前記複数の輪郭102、104、106を、前記座標位置決め機械の異なる方向に沿って向けることができるよう、前記複数の輪郭102、104、106の向きを変えるための割り出し装置と、を備える被較正疑似品100。
(もっと読む)
三次元測定機
【課題】常に高精度な補正パラメータを算出できる三次元測定機を提供する。
【解決手段】三次元測定機を構成する補正パラメータ算出装置10は、測定子211Aに当接する当接面611を有し、当接面611に測定子211Aが当接することで測定子211Aの中心を回転中心とする回転変位を拘束することなく測定子211Aの並進変位を拘束する拘束手段6と、駆動機構の動作を制御してプローブを移動させることで、当接面611に近接する方向に測定子211Aを移動させる移動制御手段と、プローブの移動量、及び駆動機構の移動量を取得する情報取得手段と、情報取得手段にて取得されたプローブ21の移動量、及び駆動機構の移動量に基づいて、補正パラメータを算出する補正パラメータ算出手段とを備える。当接面611は、測定子211Aが当接した際に測定子211Aと1点で点接触する。
(もっと読む)
形状測定用測定子の校正方法
【課題】被測定物を取り付けるための回転テーブルの中心位置に測定子の中心が届かなくても、その被測定物の形状を測定する測定子を、高精度に校正することができる形状測定用測定子の校正方法を提供する。
【解決手段】回転テーブル11上のワークの形状を測定する測定子22の校正方法において、校正用の基準円筒30を、軸間距離Lに位置するテーブル回転軸C周りに旋回可能に設け、測定子22の半径r、基準円筒30の半径R及び旋回角度αtに基づいて、測定子22の理論中心位置OL,ORを設定し、この理論中心位置OL,ORに位置決めした測定子22と、旋回角度αtに旋回させた基準円筒30とが接触する理論接触位置及び実接触位置を求め、これらの間の旋回角度誤差、軸間距離L、測定子22の半径r、基準円筒30の半径Rに基づいて求めた位置誤差に応じて、測定子22を校正する。
(もっと読む)
表面粗さ測定装置、及び、その測定待ち時間設定方法、並びに、測定待ち時間設定プログラム
【課題】測定開始時間を短縮化するとともに、測定範囲が狭い部位も測定可能とする表面粗さ測定装置を提供する。
【解決手段】まず、ピックアップ16で所定の試験片80を走査し変位の測定データを取得する。測定はピックアップ16の移動開始直後から実施する。次に測定により得られた変位の測定データを解析し、測定値が安定し始める点を測定値安定開始点として検出する。次に、ピックアップ16が測定値安定開始点に到達するまでに要する移動時間を求める。そして、求めた移動時間を測定待ち時間に設定する。
(もっと読む)
三次元測定方法及び装置
【課題】ワークの三次元形状の計測を、インラインで、かつ小型、低コストにて、しかも高精度に行なうことのできる三次元形状測定方法及び装置を提供する。
【解決手段】三次元座標が既知のマスタMを用いてワークWの三次元形状を測定する方法(比較測定技術を用いる測定方法)を適用して、インラインでの使用を可能とし、構成の小型・低コスト化を可能とした。マスタM及びワークWを同一の三次元座標系に固定し、それらを、相互位置関係を変えることなく同時に走査させながらワークWの三次元座標を繰り返し測定するようにして、比較測定技術を用いる測定方法でありながらワークWの三次元形状測定を高精度化した。
(もっと読む)
表面形状測定プローブおよびその校正方法
【課題】マスターボールによるスタイラス先端座標の校正を行うことができる表面形状測定プローブおよびその校正方法を提供すること。
【解決手段】表面形状測定プローブ30のスタイラス31の近傍に校正用接触子35を装着し、スタイラス31の先端と校正用接触子35とのオフセットOFSを測定し、校正用接触子35で三次元測定機の基準器であるマスターボール17を測定して校正用接触子35の座標位置を割り出し、校正用接触子35の座標位置にオフセットOFSを加算してスタイラス31の先端の座標位置を割り出す。
(もっと読む)
幾何誤差測定用球の保持機構
【課題】幾何誤差評価用ボールバーを利用して工作機械の幾何誤差を測定する際に、短時間で精度良い測定を可能とする測定球の保持機構を提供する。
【解決手段】芯出しバー21は、軸部分22の基端に設けられた球状部分23が、孔10内に挿入されている。そして、工具ホルダ5の先端側から芯出しバー保持部材11を挿入し、その状態で、蓋部材12を工具ホルダ5の先端に螺着することによって、芯出しバー21は、球状部分23の球心が一定の位置に保たれるように、孔10内に保持された状態になっている。
(もっと読む)
幾何誤差同定装置
【課題】ミス値を取得してしまったとしても、ミス値を用いることなく幾何誤差の同定を行うことにより、ミス値を用いることによる幾何誤差の同定精度の低下を防止することができる幾何誤差同定装置を提供する。
【解決手段】計測値(たとえばターゲット球の直径の計測値)と(S4)、設定値(予め設定されている直径)とを比較することにより(S5)、計測値が正しい計測値であるか否かを判断し、たとえミス値を取得したとしても当該ミス値を用いることなく、正しい計測にもとづく計測値のみを用いて幾何誤差の同定を行うため(S10)、幾何誤差の同定精度を従来と比較して向上することができる。
(もっと読む)
表面性状測定機の校正方法
【課題】上向スタイラスと下向スタイラスとの相互位置関係を正確に把握できる表面性状測定機の校正方法を提供する。
【解決手段】基準球の上側表面に下向スタイラスを接触させたままX軸方向へ相対移動させてX軸上側形状測定データを取得するとともに、基準球の下側表面に下向スタイラスを接触させたままX軸方向へ相対移動させてX軸下側形状測定データを取得するX軸形状測定データ取得工程と、この形状取得工程からから得られる中心座標O3,O4から、上向スタイラスおよび下向スタイラスのオフセット量ΔX,ΔZを算出するオフセット量算出工程とを備える。
(もっと読む)
座標測定装置
【課題】座標測定装置を用いて一連のワークピースを測定して検査するに際し、迅速かつ高速度に測定を実施しつつも、正確な測定結果を得ることを可能にする。
【解決手段】座標測定装置上で較正済み加工品を高速測定する工程(28)と、較正済み加工品と測定された加工品との間の差に対応する誤差マップを生成する工程(30)と、続くワークピースを同じ高速度で測定する工程(34)と、当該続くワークピースの測定値を誤差マップを用いて補正する工程(36)と、を実行するよう座標測定装置を構成する。加工品とは、ワークピースの一つであってもよい。
(もっと読む)
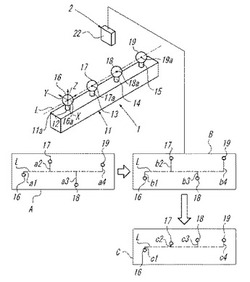
真円度測定装置における心ずれ量算出方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の真円度を測定する真円度測定装置における心ずれ量算出方法において、前記検出器を前記測定物に対して所定の方向に直線的に移動させる手段を備え、前記検出器の先端球を、直径値既知の異なる直径値D3、D4を有する2つの基準測定物C3、C4に対し、前記各基準測定物C3、C4の中心を通り前記検出器が水平に直線移動する方向に平行な直線である母線と平行に移動して前記各基準測定物の対向する2つの検出点で前記各基準測定物に接触させて測定を行い、各測定差を検出する工程と、前記各測定差に基づいて、前記各基準測定物C3、C4の母線と前記検出点とのずれ量である心ずれ量Yを算出する心ずれ量算出工程とを備える。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】心ずれ量を算出して補正することにより、基準測定物とは異なる直径値の測定物の直径値を正確に算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、直径値の異なる複数の基準測定物26−1、26−2をそれぞれ測定し、その測定差を検出する手段と、前記測定差に基づいて、前記基準測定物26−1、26−2の母線と前記検出器の前記基準測定物に対する検出点とのずれ量である心ずれ量Yを算出する手段と、前記算出した心ずれ量Yに基づいて、任意の測定物の測定値を補正する手段とを備えた。
(もっと読む)
真円度測定装置及びその心ずれ量補正方法
【課題】測定物の母線と検出点とのずれ量である心ずれ量を算出して補正することにより、基準となる測定物の直径値とは異なる直径値を有する測定物であっても正確な直径値を算出する。
【解決手段】測定物の中心と回転の中心を一致させて、測定物を検出器に対して相対的に回転させ、測定物の真円度を測定する真円度測定装置において、直径値既知の基準測定物と前記検出器を前記基準測定物の母線と平行に相対的に移動して前記基準測定物の対向する2つの検出点でそれぞれ測定を行い、その測定差を検出する手段と、前記測定差に基づいて、前記基準測定物の母線と前記検出点とのずれ量である心ずれ量を算出する手段と、前記算出した心ずれ量に基づいて、任意の測定物の測定値を補正する手段と、を備えたことを特徴とする真円度測定装置を提供する。
(もっと読む)
三次元座標測定機簡易検査用ゲージ
【課題】JIS B 7440−2に関する三次元座標測定機の寸法検査(目盛校正)の簡易検査と同時にJISB 7440−5に関するマルチスタイラスの簡易検査およびそれぞれのスタイラスまたは方向性の相関の評価も行える三次元座標測定機簡易検査用ゲージを提供する。
【解決手段】三次元座標測定機簡易検査用ゲージ1は、基台3と、前記基台3上に設けられる半球状の本体4と、それぞれ一方の端部に保持具6を介して球体7が取り付けられ、もう一方の端部が前記本体4に固定される複数本のシャフト5からなり、該複数本のシャフト5(5−1〜5−9)のうち、1本のシャフト5−9は前記本体の極から鉛直方向に延びるように取り付けられ、残りのシャフト5−1〜5−8は平面視したときに隣のシャフトと一定の角度をなすように且つ斜め上方向に延びるように取り付けられている。
(もっと読む)
プローブの芯出し方法
【課題】補助試料の形状誤差や取り付け誤差による影響を低減可能で、芯出し誤差を定量的に算出しつつ、高精度かつ短時間で芯出しを行うことができるプローブの芯出し方法を提供する。
【解決手段】球体から成る補助試料30の中心が回転手段10の回転軸10a上に位置するよう、補助試料30を回転手段10に設置し、補助試料30の表面の座標をプローブ20で測定する。測定後、補助試料30をその半径以内の距離だけ、回転軸10aに対して垂直な方向に移動させる。回転手段10を回転させて90度間隔の4つの回転角度の位置で、移動させた補助試料30の表面の座標をプローブ20により測定する。その測定した座標と補助試料30の移動前に測定した座標とに基づいて、回転手段10の回転軸10aとプローブ20の先端の位置とのずれをベクトルとして求める。求めたベクトルに応じて、プローブ20の位置を調整する。
(もっと読む)
真円度測定装置及び先端子良否判定方法
【課題】先端子の形状変化を簡易に測定可能にする真円度測定装置の判定方法を提供する。
【解決手段】被測定物の表面に接触する先端子の球状の先端部の形状の良否を判定する先端子良否判定方法であって、形状が既知の基準被測定物を基準被測定物の円形の断面の中心が載物台の回転中心に一致するように載置して(101)、基準被測定物の無偏心外形形状を測定し(102)、基準被測定物の円形の断面の中心を載物台の回転中心に対して所定量偏心させて(103)、基準被測定物の偏心外形形状を測定し(104)、無偏心外形形状と偏心外形形状との差から、先端子の球状からの変形量を算出し(105)、算出した変形量が所定の範囲を超えた時に(106)、不良と判定する(108)真円度測定装置の先端子良否判定方法。
(もっと読む)
幾何誤差計測システム
【課題】不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供する。
【解決手段】幾何誤差計測システムSは、予め幾何誤差の閾値を設定可能な閾値記憶領域25と、同定した幾何誤差が閾値を上回っている場合にその事態を報知する出力手段32と、幾何誤差設定値を更新記憶可能なパラメータ記憶領域26とを有している。そして、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいは算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差設定値を自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。
(もっと読む)
1 - 20 / 97
[ Back to top ]