
Fターム[2F062FF04]の内容
機械的手段の使用による測定装置 (14,257) | 走査 (1,305) | 走査方向 (1,174) | 検出部が移動するもの (846) | 二次元 (54)
Fターム[2F062FF04]に分類される特許
1 - 20 / 54
円形状特性測定方法、装置及びプログラム
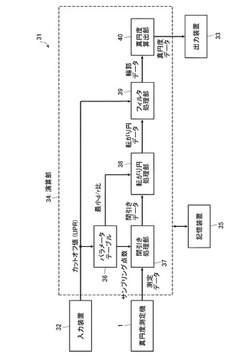
【課題】操作者の負担を増すことなく、最適な条件で精度の良い測定が可能な円形状特性測定方法、装置及びプログラムを提供することが可能となる。
【解決手段】円形状特性測定装置は、円形断面を有する被測定物の円形断面の輪郭形状を測定し測定データを得る形状測定機と、形状測定機で得られた測定データに対して転がり円処理及びフィルタ処理を行って得られた輪郭データに基づいて円形断面の円形状特性を算出する演算処理装置とを有する。演算処理装置は、フィルタ処理のカットオフ値、最小サンプリング点数、及び転がり円処理における円形断面の径と測定子の径の比からなる3つのパラメータのうちの1つを入力する入力装置と、3つのパラメータの関係を記憶し、入力されたパラメータから他の2つのパラメータを決定するパラメータテーブルと、最小サンプリング点数に基づいて測定データを間引き処理する間引き処理部とを備える。
(もっと読む)
表面性状測定機

【課題】測定アームを交換しても、測定アームのバランスを自動的に調整し、使い勝手および作業効率の向上が期待できる表面性状測定機を提供する。
【解決手段】表面性状測定機において、測定アーム24は、ブラケット22に回転軸23を支点として円弧運動可能に支持された第1測定アーム24Aと、これの先端に着脱機構25を介して着脱可能に設けられ先端にスタイラス26A,26Bを有する第2測定アーム24Bとを含んで構成される。測定アームを円弧運動方向へ付勢しスタイラスに測定力を付与する測定力付与手段は、測定アームを回転軸を支点として円弧運動方向へ付勢するボイスコイル62を含んで構成される。第2測定アームの交換後に、ボイルコイルに通電する電流を調整して測定アームのバランスを調整するバランス調整手段が設けられる。
(もっと読む)
離隔距離測定装置
【課題】地中に埋設する管路相互の離隔距離の測定作業の容易化および高精度化を図り、測定作業にかかる作業者の負担軽減を図ること。
【解決手段】寸法計測用の指標110aが設けられた第1の測定部材110と、第1の測定部材110の延出方向と直交する他方向に延出し、少なくとも一つが第1の測定部材110に対して相対的に移動可能に当該第1の測定部材110に連結された複数の第2の測定部材120と、を備え、複数の第2の測定部材120の少なくとも一つを第1の測定部材110に対して移動させることによって複数の第2の測定部材120どうしの間隔を変更可能とした離隔距離測定装置100を構成した。
(もっと読む)
測定装置
【課題】被測定物を比較的高い精度で簡易に測定でき、製造コストの低減も期し得る測定装置を提供する。
【解決手段】被測定物7を載置するテーブル9が、その中心Aを通る軸線回りに回転できる。テーブル9の前方側に、左右方向で移動する測定器17を有する。測定器17は、前後方向で進退する測定子19を具え、後退状態にある測定子19の先端の接触点20とテーブルの中心Aを通る左右方向の直線との間の距離が所要値に設定されている。測定器17は、左右方向で見た一端側位置22と他端側位置25で、被測定物7の前面12に向けて進行し、後退状態の接触点と被測定物の前面12との間の第1距離D1、第2距離D2を測定する。第1距離D1と第2距離D2が相違する場合は、一端側位置22と他端側位置25における、接触点20と前面12との間の距離が等しくなるようにテーブル9が回転する。
(もっと読む)
無重力下形状を推定するための方法及び装置
【課題】薄いガラスシートのような可撓性物体(140)に無重力下形状を推定するための方法及び装置(100,200)を提供する。
【解決手段】いくつかの実施形態において、ベッドオブネイル(BON)ゲージ(100)を用いて推定無重力下形状が生成され、次いで第2のゲージ(200)を用いてさらに高い空間分解能で形状が測定されて、BONゲージのピン(110)の間の理論サグが第2のゲージで測定された形状から差し引かれる。別の実施形態において、物体(140)の両面で形状測定が実施され、推定無重力下形状の信頼度を評定するために用いられる。別の実施形態において、ベッドオブネイルゲージ(100)はピン(110)の高さ調節に最小二乗法最小化手順を用いる。
(もっと読む)
形状測定装置
【課題】プローブの運動の履歴に基づく測定誤差を補正することができ、測定精度を向上させることができる形状測定装置の提供。
【解決手段】形状測定装置1は、装置本体2と、装置本体2を制御する制御手段3とを備える。装置本体2は、プローブ4を備え、プローブ4は、被測定物に接触する測定子を先端側に有する棒状のスタイラス41と、スタイラス41の基端側を支持する支持機構42とを備える。支持機構42は、スタイラス41の位置を検出するプローブセンサ421を備え、スタイラス41を一定の範囲内で移動可能に支持する。制御手段3は、プローブセンサ421にて検出されるスタイラス41の位置を入力とし、測定子、及び被測定物の接触する位置を出力とする伝達関数に基づいて、測定値を算出する。
(もっと読む)
工作機械における工作物測定方法およびその装置
【課題】計測器を別途使用しなくても、工作物測定用の測定ヘッドが本来有している測定機能を有効利用して測定ヘッドの3次元オフセットを取得して、測定ヘッドで工作物を測定する工作物測定方法を提供する。
【解決手段】工作機械に取付けられた測定ヘッド10を所定角度旋回させて基準球30を第1の方向E1と第2の方向E2から測定することによって、基準球における中心点A1の座標を取得する。測定ヘッドが基準球の中心点を第1の方向から測定したときの測定ヘッドの第1の機械座標と、測定ヘッドが基準球の中心点を第2の方向から測定したときの測定ヘッドの第2の機械座標とに基づいて、測定ヘッドの3次元オフセットを取得する。その後、測定ヘッドの3次元オフセットを使用して、工作物を測定ヘッドで測定する。
(もっと読む)
真円度測定機
【課題】作業能率の一層の向上が図れる真円度測定機を提供する。
【解決手段】真円度測定機において、被測定物Wの測定部位に対応して用意された複数種のスタイラス31を取出可能かつ格納可能に収容したスタイラスストッカ50と、制御装置60とを備える。制御装置は、測定指令が与えられた際、回転テーブル20の回転駆動機構23および検出器駆動機構40の動作を制御しながら、被測定物の真円度測定を実行する測定実行手段と、スタイラス自動交換指令が与えられた際、検出器駆動機構を制御しながら、検出器30とスタイラスストッカとの間でスタイラス交換動作を実行するスタイラス交換実行手段と、検出器自動ゲイン校正指令が与えられた際、スタイラスに予め設定された設定変位量を付与し、検出器によって検出されるスタイラスの変位と設定変位量とから検出器のゲインを校正するゲイン調整手段とを備える。
(もっと読む)
形状測定機の公差検出方法及び装置
【課題】分割して測定して求めるしかなかった、連続して測定するのが困難な形状を有する測定対象の形状の公差を、1回の計算で容易に検出可能とする。
【解決手段】連続して測定するのが困難な形状を有する測定対象の形状の公差を検出する際に、設定された複数の部分測定データを抽出し、先頭の部分測定データから基準位置を設定し、該基準位置を用いて、各部分測定データを一つのデータに結合し、該結合したデータを用いて公差を計算する。
(もっと読む)
表面形状測定装置
【課題】被測定物の表面形状を高い精度で測定し得る表面形状測定装置を提供する。
【解決手段】表面形状測定装置500は、被測定物600を支持する被測定物台510と、力感知部100と、力感知部100と被測定物600を互いに近づけるまたは遠ざけるために力感知部100と被測定物600を相対的にZ軸に沿って移動させるZ走査機構540と、Z軸に直交するX軸に沿って力感知部100と被測定物600を相対的に移動させるX走査機構520とを備えている。力感知部100は、被測定物600に近接されて被測定物600から力を受けるプローブを含み、このプローブが被測定物600から受ける力を感知する機能を有している。
(もっと読む)
変位計測装置および変位計測方法
【課題】構造物にある大きさの変位がどの程度発生したかまで記録できる従来の装置は構
造が複雑であり、原子力プラントのように多数の設置が求められる場合は適用が困難であ
った。
【解決手段】被計測物上に固定された変位履歴記録用部材と、この変位履歴記録用部材と
は独立して前記被計測物上に固定されており、前記変位履歴記録用部材に接する切削端を
有する切削具により、変位履歴記録用部材と切削具の固定位置間に変位が生じると、切削
具が変位履歴記録要部材を切削して記録する。
(もっと読む)
表面性状測定機用検出器
【課題】十分な横剛性と低測定力とを同時に実現することができ、高精度化を図ることができる表面性状測定機用検出器を提供すること。
【解決手段】可動片3の各側面32と、これら各側面32に対向配置される軸受部材5の対向面54との隙間には、対向面54に形成された噴出口から加圧気体が噴出され、気体膜が形成される。これら気体膜を介して軸受部材5の対向面54間で可動片3を挟み込むことで、軸受部材5間における可動片3のガタを抑えることができ、十分な横剛性を得ることができる。また、各軸受面53と支軸31との隙間にも、軸受面53に形成された噴出口から加圧気体が噴出され、気体膜が形成されるので、支軸31を非接触で支持することができ、転がり軸受で支軸31を支持する場合に比べ、摩擦抵抗を大幅に抑えることができる。そのため、より測定力を低減させることができ、高精度化を図ることができる。
(もっと読む)
外径測定装置
【課題】繰り返し誤差1μm以下の高精度にて略円柱形状体の外径を測定するのに適した構造をもつ測定装置を提供する。
【解決手段】略円柱形状体である測定対象を両端により支持する支持部と、前記測定対象の軸を中心に前記測定対象を回転させ、前記支持部による前記測定対象の支持をなじませる回転なじみ部と、接触式の変位測定器を前記測定対象の軸方向および該軸方向に直交する方向に移動可能に配置する測定部と、を含み、前記測定部は、前記変位測定器の測定子が前記測定対象の軸方向に直交する方向にストロークするように配置することを特徴とする外径測定装置を提供する。
(もっと読む)
形状測定装置、その校正方法、及び校正プログラム
【課題】高精度な校正が可能な形状測定装置、その校正方法、及び校正プログラムを提供する。
【解決手段】形状測定装置は、被測定物4を載置すると共にZ軸を中心として回転可能なテーブル5と、被測定物4に接触可能な測定子24と、測定子24を、互いに直交するX軸、Y軸及びZ軸のうち少なくともX軸及びZ軸方向に駆動する手段と、測定子24のY軸方向の位置を校正するための制御部41とを有する。制御部41は、テーブル5に載置された被測定物4の一部として含むY軸を中心として傾斜した傾斜平面若しくは傾斜円筒側面、又は中心軸がX軸方向にずれた偏心円筒側面を、回転させながら倣い測定することにより得られた測定値の最小値が得られたテーブル5の回転角度を最小検出角として求める手段と、最小検出角に基づいて測定子24のY軸方向の位置を調整する調整量を算出する手段とを含む。
(もっと読む)
大型構造物用深孔部内径測定装置
【課題】大型構造物を内径測定装置の場所まで移動するのではなく、内径測定装置の方を大型構造物の場所まで容易に移動できるようにし、また、汎用性が失われないようにする。
【解決手段】当初、4本のアーム部材7は第1の姿勢となっているので、基体部4の深孔部2内部への進入は円滑に行われる。ハンドル部材8の把手部8aを所定角度だけ所定方向に回転させると、この回転力が基体部4に内蔵されている動力伝達機構を介して4本のアーム部材7に伝達される。そして、各アーム部材7が一様に広がって第2の姿勢に切り換わるので、各先端の球形ローラ7aが内壁に圧接した状態となる。この後、可動ロッド6X,6Yが突出して各接触子6Xa,6Yaが内壁に接触し、そのときのストローク量が内径測定データとなる。
(もっと読む)
回転体の肉厚等測定装置
【課題】 軸方向位置によって外径・内径寸法が異なる筒状の回転体であっても、肉厚、偏肉、偏心状態等を簡単に精度良く測定できる回転体の肉厚等測定装置を提供する。
【解決手段】 被測定物支持台装置1で支持した被測定物Wの中心軸Oに直交する方向に移動自在な水平移動台11を有する水平移動テーブル機構10と、水平移動台11にこれと同方向に移動自在にプローブ支持体22を設けた測定テーブル機構20とを備える。被測定物Wの内外周面への測定端子の接触を検出するプローブ30を、プローブ支持体22に設ける。水平移動台11の進退位置を水平位置検出手段40で、水平移動台11に対するプローブ支持体22の変位量を変位量検出手段50で検出する。被測定物内周面と対向位置の外周面へ測定端子を接触させたときの、変位量検出手段50の変位量検出値と水平位置検出手段40の位置検出値から被測定物Wの肉厚を演算する。
(もっと読む)
測定器、および、自動調心機構の性能を検査する方法
【課題】円滑にかつ正確に偏心量を測定できる測定器を提供すること。
【解決手段】測定器30は、軸体に取り付けられる本体31、軸体から筒体の内周面までの間隔寸法を測定する測定手段34、先端から入力される操作駆動力を測定手段34に伝達する操作手段32を備える。測定手段34は、中心軸の周囲に所定角度の間隔で配置された4つのスピンドル41、スピンドル41を長軸方向に沿って付勢する付勢部、スピンドル41が付勢によって前進しないように保持するリングを有する。リングが回転すると、スピンドル41の保持を解除される。本体31を筒体に挿入した状態で、リングを回転させてスピンドル41を前進させ、その先端が筒体の内周面に当接した状態にする。そしてスピンドル41の位置から間隔寸法を測定する。
(もっと読む)
測定方法および測定装置
【課題】高さの測定作業を連続して行えず、硬さの測定作業と別々に行うので、作業性が低い。
【解決手段】 所定面積を有する表面が平坦なプレート3に対して検出装置4の振動体5を相対的に移動させ、プレート3に装着した被測定体1の表面に振動させた前記振動体5を振動数が変化するまで接近させ、該振動体5の振動数が変化した位置を、振動体5が被測定体1に接触した接触位置と出力し、被測定体1に振動体5が接触した位置とプレート3の表面位置とを対比して被測定体1の厚さを測定する測定方法。
(もっと読む)
歯車測定方法
【課題】測定子の移動量を小さくすることにより、測定時における測定子の移動範囲を小さくして、機械の小型化を図ることができる歯車測定方法を提供する。
【解決手段】測定子16aの移動とワークWの回転とを同期制御して、ワークWの回転に応じて、測定子16aをワークWの右歯面WRまたは左歯面WLに接触させた状態で直線移動させることにより、その歯形形状を測定する歯車測定方法において、ワークWの基礎円Wb上の接点Aoから一方に所定の回転角度αで回転配置した接点Aに接する接線Lと、ワークWの基礎円Wb上の接点Aoから他方に所定の回転角度αで回転配置した接点A'に接する接線L'とを設定し、右歯面WRの測定時に、測定子16aを接線Lに沿って移動させる一方、左歯面WLの測定時に、測定子16aを接線L'に沿って移動させ、接線L,L'の交点を測定開始位置B,B'と測定終了位置C,C'との間の中点とする。
(もっと読む)
ピストン点検ゲージ
【課題】ピストンリングの合口の計測、ガス逃がし溝深さの計測、ピストンリングとピストンリング溝の隙間の計測を一つの用具又は治具で計測する。
【解決手段】本尺10の一端部にピストンリング4の合口寸法を計測するための物指し11をT字状になるように軸支し、前記本尺10の外側に本尺の長手方向にスライド可能な副尺12を嵌合し、該副尺の反物指し側にピストンリング溝34とピストンリング4の隙間35およびピストンリング4のガス逃がし溝9の深さを計測するための計測棒13を設けた。
(もっと読む)
1 - 20 / 54
[ Back to top ]