
Fターム[2F062JJ06]の内容
機械的手段の使用による測定装置 (14,257) | 検出値の処理 (803) | 統計処理 (104)
Fターム[2F062JJ06]の下位に属するFターム
Fターム[2F062JJ06]に分類される特許
1 - 19 / 19
形状測定方法

【課題】周期的な複数の設計段差を有する設計形状に基づいて形成された被測定面の測定データと設計形状とのフィッティングを高精度に行う。
【解決手段】被測定面の測定点列から段差領域と段差の高さとを特定する(S3)。そして、点列に対する段差高さの移動を行う(S4)。即ち、段差をなくすような処理を行い、段差のないフィッティング対象データを得る(S5)。一方、設計形状から複数の設計段差のない参照形状を取得する(S6、7)。そして、フィッティング対象データと参照形状とを、例えば最小二乗法などによりフィッティングする(S8)。フィッティング対象データと参照形状とから段差形状成分を除去しているため、フィッティングを高精度に行える。
(もっと読む)
形状測定センサ

【課題】プローブの構成に関係なく、先端にかかる負荷を高感度に検出することができる形状測定センサを提供する。
【解決手段】被検物の表面形状を測定するための形状測定センサは、自身の軸方向に摺動可能に支持され、軸方法に摺動することにより被検物の表面形状に追従するプローブ11と、プローブに向かって流体を供給しつつ、プローブを軸方向に摺動可能に支持する静圧軸受12と、流体の動態の変化を監視することにより、プローブの先端部にかかる負荷を検出する加速度センサ16とを備えることを特徴とする。
(もっと読む)
表面形状の測定方法
【課題】プローブを用いて、容易かつ高精度に被検物の表面形状を測定することができる表面形状の測定方法を提供する。
【解決手段】プローブと被検物とを相対移動させることにより、被検物の表面形状を測定する表面形状測定方法は、被検物の第1の領域の第1表面形状データを取得する第1取得工程と、第1表面形状データと少なくとも一部が重複する被検物の第2の領域の第2表面形状データを取得する第2取得工程と、第1表面形状データのうち、第2表面形状データと重複する領域のデータに対して、近似関数による当てはめを行って近似曲線を取得する近似曲線取得工程S20と、近似曲線を用いて第2表面形状データの補正量を算出する補正量算出工程S30と、算出された補正量に基づいて、第2表面形状データ全体を座標変換する座標変換工程S40と、第1表面形状データと、座標変換が行われた第2表面形状データとを統合する工程とを備える。
(もっと読む)
厚み測定装置及び厚み測定方法
【課題】基準ローラの回転軸の振動に由来する誤差を取り除く。
【解決手段】不可避的に振動する回転軸24に沿って設けられていて、回転軸とともに回転する基準ローラ12と、基準ローラの周面12aに押圧されることにより、基準ローラの回転に従動して回転する検知ローラ14と、基準ローラ及び検知ローラの当接部Tに搬送される被測定媒体Pの厚みと回転軸の振動とに由来する検知ローラの位置変位を生データとして測定する検知部16と、回転軸の振動のみに由来する検知ローラごとの位置変位を、1個の規格化ローラ124の振動により生じた位置変位で規格化した振動規格化データを予め記憶している記憶部18と、被測定媒体の厚みの測定時に得られる検知ローラごとの生データを、記憶部から読み出された振動規格化データに測定時の規格化ローラの位置変位を乗じた補正値で補正する補正部20とを備える。
(もっと読む)
誤差伝播による出力データの精度評価方法
【課題】出力データの精度評価を、理論的で、簡単な計算で行え、計算量が少なく、収束計算を行う必要が無く、データ処理を行う多くのソフトウェアに適用可能であり、誤差の要因の分析、要因毎の大きさの比較等の多くの解析が可能となるようにする。
【解決手段】データ処理を入力データによって数値微分することで、データ処理のヤコビ行列Jを求める手順(ステップ110)と、入力データの持つ誤差の分散共分散を推定して、入力データの誤差行列Dを求める手順(ステップ120)と、前記ヤコビ行列J及び入力データの誤差行列Dより、出力データの持つ誤差の分散共分散を表す誤差行列Rを計算する手順(ステップ130)と、を含む。
(もっと読む)
媒体鑑別装置
【課題】媒体のセキュリティスレッド部に対応する厚さデータに基づいてテープが貼(てん)付された貼(は)り合わせ券であるか否かを判別するようにして、セキュリティスレッドにスレッドウィンドウパタンが形成された媒体であっても、セキュリティスレッド部にテープが貼付されているか否かを確実に判定することができるようにする。
【解決手段】媒体の各部に対応する各チャンネルの厚さ検出センサが検出した厚さデータを取得する厚さデータ取得部と、前記厚さデータの中から前記媒体のセキュリティスレッド部に対応するスレッド部厚さデータを取得するスレッド部厚さデータ取得部と、前記スレッド部厚さデータの分散を算出する厚さデータ解析部と、算出された分散の値をあらかじめ設定された判定閾(しきい)値と比較して、前記セキュリティスレッド部にテープが貼付されているか否かを判定する判定部とを有する。
(もっと読む)
座標測定機を校正するための方法
座標測定機を校正するために既知特性の基準測定対象が用意される。基準測定対象で多数の基準測定値が記録される。基準測定値と基準測定対象の既知特性とに基づいて校正データが判定され、校正データは少なくとも1つの多項式変換に基づいて非線形測定誤差を修正するように形成された第1数の多項式係数を含む。本発明の一態様によれば、第1数の多項式係数が反復法で僅かな数の第2数に減らされ、多数の対の多項式係数が形成され、一対の多項式係数の間の統計的依存度が規定された閾値よりも大きいとき、前記対の各一方の多項式係数が消去される。
(もっと読む)
測定装置、成型装置、転写装置および測定方法
【課題】感圧紙等のテスト部材を用いることにより、型の姿勢を従来よりも正確にしかも効率よく測定する。
【解決手段】第1の部材7の平面に対する第2の部材の平面5の傾きを測定する測定装置において、薄い板状に形成され圧力を受けたときに前記圧力の大きさに応じて色合いが変化するテスト部材であって前記各部材の各平面で押圧されて色合いが変化したテスト部材TPの色合いを画像処理することによって、前記第1の部材の平面に対する前記第2の部材の平面の傾きを算出する算出手段17を有する。
(もっと読む)
金属リングの湾曲度を測定する方法およびその装置
【課題】金属リングの局所的なうねり成分を抽出して、金属リングの形状を高精度に測定できる金属リングの湾曲度を測定する方法およびその装置を提供すること。
【解決手段】リング湾曲度測定方法は、金属リングに複数の測定点を設け(ステップS1)、一対の支持ローラに掛け渡す手順(ステップS2)と、金属リングの一側端縁の一部を直線状にクランプする保持手順(ステップS3)と、各測定点での変位量を測定する測定手順(ステップS4)と、金属リングを測定対象区間だけ移動させる移動手順(ステップS5)と、仮想空間上に、測定点を1つずつずらしながら(ステップS8)、金属リングの1周分に亘る各測定点での変位量を切り採る切り採り手順(ステップS9)と、切り採られた金属リングの1周分に亘る各測定点での変位量に基づいて、金属リングの湾曲度を算出する手順(ステップS10)と、を備える。
(もっと読む)
形状データの画像表示方法
【課題】作業者が機上計測されたワークの被計側面の面状態を常に認識することができ、計測データに反映される機械の異常やワークの異常を瞬時に把握することができ、加工の信頼性を高めることができる形状データの画像表示方法を提供する。
【解決手段】ワーク4の被計測面4aの形状をプローブ8で機上計測し、計測された形状データに基づいて被計測面4aの形状を画面上で表示する形状データの画像表示方法において、被計測面4aの形状データを取得するために、被計測面4a上でプローブ8を相対的に移動させながら、被計測面4a上の多数の計測位置をプローブ8で計測することと、計測により取得された形状データに基づいて、被計測面4aの形状をリアルタイムで表示することと、を備える。隣接する不連続の形状データを曲線補間することにより、連続した形状データを算出し、被計測面4aを3次元曲面で画像表示する。
(もっと読む)
形状測定方法、及び形状測定装置
【課題】 高精度で面形状を測定でき、そのために短時間で加工を終了できる形状測定装置及び形状測定方法を提供する。
【解決手段】 形状を測定する被測定物の加工面に所定の接触力で接触する接触体と、この接触体を前記加工面に対して進退可能に保持する保持部と、前記被測定物を載置するステージと、予め定められた所定軌跡で相対移動させ、前記被測定物の加工面形状と前記所定軌跡とのズレを、前記接触体の前記保持部に対する所定閾値以上の前記移動量変動の有無によって検出する。
(もっと読む)
円形ブランク絞り加工成形品の耳プロフィール解析装置
【課題】本発明は、耳の計測を正確かつ確実に行うことができ、耳プロフィールの把握が容易になるようにした装置の提供を目的とする。
【解決手段】本発明は、水平移動用ステージと、回転ステージと、その上のベースブロックと、固定チャックと、回転ステージ側方の上下移動ステージと、これに支持された接触式のセンサ部材とを具備してなり、ワークをベースブロックの回転とともに回転自在に支持し、カップ状のワークの縁部に接触した前記センサ部材をワークの回転とともにワークの全周の縁に当接させて回転位置毎のワークの縁の高さを計測自在としてなることを特徴とする。
(もっと読む)
紙の表面粗さの評価方法及び評価装置
【課題】音叉型の水晶振動子を備えた触覚センサを用い、水晶振動子が紙表面に接触する前後のインピーダンス差△Rから、紙の表面粗さを評価する評価方法および評価装置を提供する。
【解決手段】紙の表面粗さを測定するために、紙の支持テーブルと窓付きセットシートを用いて、紙の露出部を小さく制限する。支持テーブル5と窓付きセットシート6はネオプレンゴム製振動ダンピング材であり、窓付きセットシート6には小さい窓(穴)があり、そこに露出する紙4の中心部分に触覚センサ1を一定荷重下で接触させる。紙4の上を窓付きセットシート6で覆うことで、紙面方向への伝播によるエネルギー損失が小さく制御されるので、触覚センサ1のインピーダンス差△Rは、紙の表面粗さのみに依存する値となり、△Rから紙の表面粗さの評価ができる。
(もっと読む)
位置度測定用座標検出機、及び位置度測定システム
【課題】位置度測定の信頼性を高めるため十分に多数の測定点数を確保し、全ての測定点毎に正確な測定座標信号を出力する。
【解決手段】検出機2を、ワークWの上方の所定位置に配置された基準プレート5の基準穴SHに上方から挿入して装着されるガイドブッシュ21の筒内に回動自在に挿入されるように長尺筒状に形成され、一方端が測定対象穴に挿入される外筒体22と、外筒体22を介して筒軸周りに回転自在に設け、外筒体22の筒軸とその測定点と間の距離を検出し、対応する距離信号を出力する距離検出手段23と、距離検出手段23の回転角度を検出し、対応する回転角度信号を出力する回転角度検出手段24と、から構成する。
(もっと読む)
見当検出装置の検査装置及び検査方法
【課題】投光部を支持する支持部のウエブに対する相対的な位置を確実に検出できる見当検出装置の検査装置及び検査方法を提供する。
【解決手段】一対のガイドローラ15に案内されて走行するウエブWに対して光を照射するとともに、印刷機に備えられた支持部21に支持される投光部23を有する見当検出装置20の検査を、一対のガイドローラ15の外周面であって印刷時にウエブWに当接する領域にそれぞれ接触する一対の接触部、及び、この一対の接触部の間に設けられ接触部に対して実質的な剛体によって接続された測定対象部を有する測定基準部40と、測定対象部に対向して支持部21に支持され、測定対象部に対する支持部21の相対的な位置を検出する位置検出部50とを備える見当検出装置の検査装置20によって行う。
(もっと読む)
形状測定装置、形状測定方法及び形状測定プログラム
【課題】接触子の形状が理想的な球ではない場合であっても、測定点を正確に算出可能な形状測定装置、その形状測定方法並びに形状測定プログラムを提供する。
【解決手段】前記接触子の前記被測定物への複数箇所での接触時における前記接触子の基準点の位置座標を擬似測定点として取得する擬似測定点取得部212と、前記擬似測定点から前記擬似測定点に沿った面又は線を推定し、該面又は線に対する各擬似測定点からの法線ベクトルを算出する法線ベクトル生成部213と、前記接触子の表面形状を特定する接触子モデルの基準点を前記擬似測定点に一致させると共に測定時の前記接触子と前記接触子モデルとの姿勢を一致させて前記接触子モデルを配置する接触子モデル配置部と214、前記各法線ベクトルが前記各配置された接触子モデルの表面と交わる点を測定点として算出する測定点算出部215とを備える。
(もっと読む)
真円度測定装置及び円筒研削盤
【課題】 偏心円筒の真円加工を短時間かつ高精度に行う。
【解決手段】 図2は、クランクピン(偏心円筒)の横断面平面上での測定器滑動手段の動作を模式的に表現したもので、関数y(ψ,x)を関数y(θ)に変換するパラメータ変換の方法を示す。測定変数である三点接触式測定器の出力値y、クランクピンの中心点OのC軸回りの回転角ψ、及び、C軸とW軸間の距離xは、各々同時に測定されるため、「θ=f(ψ,x)」なる関数fが定まり、よって、測定器の出力値y(関数値y(ψ,x))を関数y(θ)として扱うことが可能となる。即ち、測定変数y、x、ψを同時に計測することにより、回動軸にて回動可能に支持された工作物を機外に取り外すことなく、θを独立変数とする関数y(θ)を求めることが可能となる。更に、y(θ)より円筒半径r(θ)、X軸補正量δx(ψ)を求めることも同時に自動化可能である。
(もっと読む)
弁体の支持ランド測定装置
測定器は、弁胴の内側ハブランド106と外側ランド104との相対位置を測定するように設計されている。位置決め面212は、内側ハブランド106に対して測定を行うように内側ハブランド106と係合する。プローブは、外側ランド104と係合するように設計されている。弁胴を回転させることによって、外側ランド104の全周を内側ハブランド106に対して測定することができる。 (もっと読む)
ねじ付き締結具を寸法的に検査するためのシステムおよび方法
ねじ付き締結具についての寸法を得るためのシステムおよび方法を開示する。一実施例においては、システムは、当該締結具の直線変位を検知するプローブを用いて締結具の寸法を決定する機器を含む。プローブ先端は、当該締結具に接触するプローブ上に回転可能に配置される。コントローラは、特徴寸法を受取るための機器に結合される。別の実施例においては、測定機器は、当該締結具を支持する回転スピンドルと、当該締結具を回転可能に係合する部分を有し寸法を検出するプローブとを含む。スケールは、変位を決定するようプローブに結合される。別の実施例においては、方法は、締結具を回転させるスピンドルに締結具を位置決めするステップと、当該締結具の寸法を検知するよう締結具をプローブと係合させるステップとを含み、当該プローブは当該締結具に回転可能に合致する末端部分を有し、当該方法はさらに、当該寸法を処理するステップを含む。 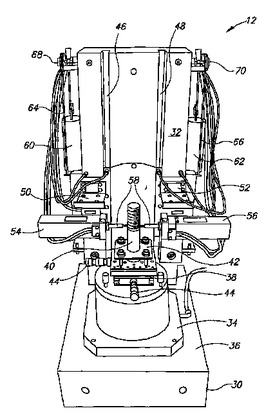 (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]