
Fターム[2F065AA15]の内容
光学的手段による測長装置 (194,290) | 測定内容 (27,691) | 位置;移動量 (12,734) | 特殊なもの (4,038) | 継ぎ目;重ね目 (50)
Fターム[2F065AA15]に分類される特許
1 - 20 / 50
シート状部材の巻き付け状態の検査方法及び検査装置
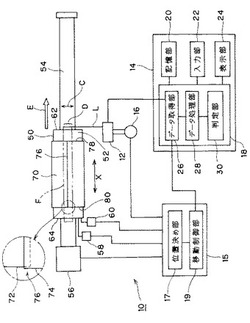
【課題】成形ドラムに巻き付けられたシート状部材の巻き付け状態を精度良く測定する。
【解決手段】ドラム周方向Cに沿った検出範囲Dを持つ二次元レーザセンサ12を用い、成形ドラム50をドラム幅方向Xに移動させながら、成形ドラム50に巻き付けられたシート状部材70に対し、シート状部材70の全幅を含む範囲で二次元レーザセンサ12によりレーザ光Lを照射して、反射面までの距離データを取得し、得られた距離データに基づいてシート状部材70の幅方向両端部78,80の位置を求める。好ましくは、成形ドラム50の全幅を含む範囲で上記距離データを取得し、成形ドラム50の幅方向両端部62,64の位置も求めることである。また、シート状部材70の接合部76が二次元レーザセンサ12の検出範囲D内に入るように位置合わせした上で、上記距離データを取得して、接合部76を検査することが好ましい。
(もっと読む)
センサ角度の測定方法

【課題】簡便な構成により曲折部における加工品位を向上させることができるセンサ角度の測定方法を提供する。
【解決手段】ワーク3上の各教示点Pi及び対応する追加点Qiにセンサ4を順次位置させ、センサ4でワーク3までの距離を計測して各教示点Piにおけるセンサ4のワーク3に対する角度を測定する際に、溶接線13がワーク3の曲折部10の前後にわたる場合、各教示点Piに対応する追加点Qiを、教示点Piが、曲折部10に至る直前の加工ライン13についての最後の教示点Pmでない場合には当該教示点Piの前方に位置させ、最後の教示点Pmである場合にはその後方に位置する追加点Qmとする。
(もっと読む)
塗布位置検査装置及び方法並びにプログラム
【課題】自動的に基準軌跡の抽出と許容領域の生成とを実行することができ、容易に部品形状の変更に対応することができる塗布位置検査装置を提供する。
【解決手段】シール剤Sが塗布されたワークWを撮像する撮像装置2と、撮像装置2によって撮像された撮影画像から、シール剤Sの塗布軌跡を抽出する軌跡抽出部4−1と、所定の基準軌跡を記憶する記憶部5と、軌跡抽出部4−1により抽出されたシール剤Sの塗布軌跡が、記憶装置5に記憶されている所定の基準軌跡を中心とする許容領域内に収まっているか否かを判定する形状判定部4−2とを備える。
(もっと読む)
道路勾配推定装置及びプログラム
【課題】先行車や車線境界線等の特定物体が存在しない場合でも、前方道路の勾配を精度良く推定する。
【解決手段】路面反射点抽出部22で、レーザレーダ12の観測データから路面反射点を抽出し、第1の立体物候補抽出部24で、残りの点群から第1の立体物候補を抽出する。また、第2の立体物候補抽出部26で、撮像画像から垂直エッジの検出またはパターン認識により第2の立体物候補を抽出し、路面接地点算出部28で、撮像画像上の第2の立体物候補から路面接地点を検出し、その第2の立体物候補に対応する第1の立体物候補の距離情報を用いて、路面接地点の3次元位置を算出する。道路勾配推定部30で、路面接地点算出部28で算出された路面接地点の3次元位置、及び路面反射点抽出部22で抽出された路面反射点の3次元位置を、自車両を中心とする3次元座標空間にプロットして、路面モデルをフィッティングして道路形状を推定する。
(もっと読む)
帯状部材の継ぎ目形状測定方法とその装置及び変位量計測装置
【課題】測定装置もしくは帯状部材を移動させることなく、帯状部材の継ぎ目形状を精度よく測定する。
【解決手段】レーザー照射手段12によりカーカスプライ20の表面にコードの延長方向に直交する方向に延長するライン光を入射角45°で照射し、その反射光のうちの前面散乱光R1を撮影手段13で直接受光し、正反射光R2を第1の光学素子14で反射させ側面散乱光R3を第3の光学素子15で反射させてそれぞれ撮影手段13に受光させる構成とすることで、前面散乱光R1による画像である上面像G1と、正反射光R2による画像である正面像G2と側面散乱光R3による画像である側面像G3とを撮影し、撮影された上面像G1と正面像G2と側面像G3とを用いてカーカスプライ20の継ぎ目部分を含む照射部を3方位から見たときの変位量h1,h2及びh3を求め、変位量h1,h2及びh3を用いてカーカスプライ20の照射部の厚さを求める。
(もっと読む)
段差エッジ推定装置
【課題】撮像手段により取得されるステレオ画像を利用して、階段等の段差部の平坦面部の先端部のエッジの位置及び方向を精度良く推定することを可能とする装置を提供する。
【解決手段】撮像手段3R,3Lにより撮像した2つの撮像画像(ステレオ画像)を用いて段差部(階段)50の段差エッジ52の位置及び方向を推定する。第1の撮像画像に設定した領域における画像の素値分布と、第2の撮像画像の対応領域における画像を平面パラメータに応じて射影変換してなる画像の画素値分布との間の誤差を表す誤差関数を線形結合して構成される評価関数を算出し、この評価関数の値を最小化するように、段差エッジの位置及び方向を表す段差エッジパラメータを探索的に特定する。
(もっと読む)
欠陥検査方法及び欠陥検査装置
【課題】欠陥検査装置のレシピで設定するセル領域の設定を自動化する方法を提供する。
【解決手段】CellMatAreaの区別をCellMatAreaと非CellMatAreaのGrayLevelの分布特徴の差を用いてイメージをスキャンして、その結果からCellMatAreaと非CellMatAreaを分ける方法を取った。具体的にはCellMatの始点と終点を区別するための基準になる閾値をMemoryCellだけあるAreaで計算した後、その閾値を適用して始点と終点を探してそのそれぞれを繋げてCellAreaを作成した。
(もっと読む)
溶接ビード切削幅測定方法
【課題】溶接ビード切削幅測定の信頼性を向上させる照明方法および画像処理方法を提供する。
【解決手段】照明光をエリア光とし、該エリア光を測定領域がビード長手方向13で相異なる二以上の輝度部(例えばA部、B部、C部の全三部)に分かれるように照射し、画像処理では、ビード長手方向での輝度変化が最大値のビード幅方向分布から、溶接ビード切削幅を求める。
(もっと読む)
構造化照明を用いるエッジ検出
【課題】構造化照明を用いるエッジ検出を提供する。
【解決手段】マシンビジョン検査システム(MVIS)および関連する光ストライプエッジ特徴位置方法が開示される。MVISには、制御システムと、光ストライプ投射システムと、撮像システムと、ユーザインターフェースと、が含まれる。エッジ特徴を含む関心領域において、光ストライプ投射システムは、光ストライプが、光ストライプに沿った変化するストライプ強度プロファイルを有するように、エッジ方向に対して交差するように、かつエッジ特徴を横切って光ストライプを合焦させる。撮像システムは、光ストライプの画像を取得し、制御システムは、画像を解析し、ストライプに沿った変化する光強度プロファイルに基づいて、エッジ特徴の位置を決定する。方法は、エッジ検出ビデオツールにおいて実行してもよい。方法は、例えば、高テクスチャ、斜面、溝、丸まり、または損傷があるエッジを検査するために有利になり得る。
(もっと読む)
表面が変化する対象物を3次元デジタル化する方法
【課題】表面が変化する対象物を3次元デジタル化する方法を提供する。
【解決手段】対象物4の複数の部分的表面を示す複数のカメラ画像を撮影して統合して、対象物4の部分的表面の3次元座標を決定する。複数のカメラ画像は、それぞれの端部において互いに重なり合う。マッチング法により対象物4の部分的表面の3次元座標を照合して統合する。カメラ画像の各々をサブフレーム(1.1〜1.8,2.1〜2.9,3.1〜3.9)に分割する。複数のサブフレームは、それぞれの端部において互いに重なり合い、隣接するカメラ画像に含まれるサブフレームに重複する。サブフレーム(1.1〜3.9)に対して、カメラ画像からそのサブフレームに関連する3次元座標を割り当てる。マッチング法によりサブフレーム(1.1〜3.9)の3次元座標を照合して統合する。この方法を数回繰り返して実行する。
(もっと読む)
溶接ビードの品質検査方法
【課題】溶接ビードの幅方向の位置ずれ量を算出するためのコストを抑えることができる溶接ビードの品質検査方法を提供する。
【解決手段】溶接ビードの品質検査方法は、床小梁との結合部分と端板の溶接ビード側端、溶接ビードの端板との結合部分にそれぞれ影ができるように光を当て、モノクロUSBCCDカメラで撮像する。得られた2つのモノクロ画像データを二値化し、端板の溶接ビード側端に相当する基準線a、溶接ビードの床小梁との結合線b、溶接ビードの端板の結合線cをそれぞれ設定する。次に、双方の結合線b、cの間に中間線dを設定し、基準線aから仮想溶接線eを設定する。そして、仮想溶接線eの垂直方向Yの位置に対する中間線dの垂直方向Yの位置のずれ量Yaを算出する。
(もっと読む)
三次元位置計測装置、三次元位置計測方法、及びコンピュータプログラム
【課題】空間符号化法における物体の三次元形状の計測を高速に且つ高精度に行う。
【解決手段】それぞれのエッジの位置が相互に重ならない複数の周波数のスリット光パターンを被写体に投影したときのそれぞれの撮像画像から、スリット光パターンのエッジの部分を特定する。そして、2以上のスリット光パターンの撮像画像において、エッジの部分が重なる場合に、そのエッジに対応する位置の距離算出値の信頼度を低下させる。
(もっと読む)
車両ホイールへのタイヤ着座具合を検査する方法及び装置
【課題】車両ホイールへのタイヤの着座具合を点検する方法及び装置を提供する。
【解決手段】車両ホイール(1)のリム(2)に取り付けられたチューブレスタイヤ(3)の着座具合を点検するため、車両ホイール(1)のリム(2)を回転マウントの中心に締結した状態で車両ホイールを少なくとも1回転、その回転軸線回りに回転させる。ホイールの回転中、リム(2)の半径方向外縁領域及びタイヤ(3)の隣接領域の外側輪郭を距離測定装置によって走査し、リム(2)とタイヤ(3)との軸方向距離の差を検出して評価する。
(もっと読む)
散乱計測を用いてオーバレイ誤差を検出する装置および方法
【課題】複数レイヤ試料の2つのレイヤ間のオーバレイ誤差を決定する方法を提供する。
【解決手段】試料の第1レイヤから形成される第1構造および第2レイヤから形成される第2構造をそれぞれ有する複数の周期的ターゲットについて、光学システムを用い、周期的ターゲットのそれぞれについて光学信号が計測される。第1および第2構造の間には既定義されたオフセットが存在する。散乱計測オーバレイ技術を用いて既定義されたオフセットに基づいて周期的ターゲットからの前記計測された光学信号を分析することによって第1および第2構造間のオーバレイ誤差が決定される。本光学システムは、反射計、偏光計、画像化、干渉計、および/または走査角システムのうちの任意の1つ以上を備える。
(もっと読む)
UO鋼管溶接部ビード位置検出装置及び検出方法
【課題】UO鋼管の溶接部ビード位置を、安価で、精度よく検出することが可能なUO鋼管溶接部ビード位置検出装置を提供する。
【解決手段】UO鋼管1の軸線直下に配置されたタッチローラ6を当該UO鋼管1の外周面に当接した状態で、ターニングロール3によってUO鋼管1を周方向に回転させると、UO鋼管1の溶接部ビード2がタッチローラ6を乗り越える前後で2個1対のレーザ式変位計9の出力が変化するため、それらのレーザ式変位計9の出力変化から溶接部ビード2の入側と出側の位置を求め、その中間を溶接部ビード2の位置として算出することができる。その際、2個のレーザ式変位計9の出力を加算することにより、回転中のUO鋼管1の水平方向への振動に伴う各レーザ式変位計9の出力変動を相殺することができるので、小さな溶接部ビード2も正確に検出することが可能となる。
(もっと読む)
溶接部アンダーカット検査装置
【課題】溶接部のアンダーカットによる溶接欠陥の存在とその大きさを検出する簡易な溶接部アンダーカット検査装置を提供すること。
【解決手段】広がりを有する帯状のレーザ光Lを照射して被検査部10の形状を検出するための2次元変位計2と、検出データを基に被検査部の断面外形を演算するコントローラ3と、演算結果を表示するディスプレイ4とを有し、被検査部10の断面外形から母材と溶接ビードとの境界部分220に生じるアンダーカットを検出するものであり、コントローラ3は、断面外形によって特定される母材表面を示す母材線221と溶接ビード表面を示す溶接線225とを基に、母材線221から基準線230を求め、その基準線230に対する法線方向について溶接線の最大深さを算出するようにした溶接部アンダーカット検査装置1。
(もっと読む)
形状密着結合型クラッチ装置,特に噛合いクラッチ装置
本発明は,少なくとも第1クラッチ部材と,軸線方向に可動とした第2クラッチ部材とを備えた車両トランスミッション用の形状密着結合型クラッチ装置,特に噛合いクラッチ装置を提案する。本発明では,両クラッチ部材(1,2)の対応する係合爪部(3,4)を互いに形状密着的に係合させるため,軸線方向に可動としたクラッチ部材(2)を,両クラッチ部材(1,2)の速度差が所定値に達したときに切り替え可能とする。更に,両クラッチ部材(1,2)の対応する係合爪部(3,4)における係合に際して必要とされる位置差を探知するため,少なくとも1つの検出手段が設けられている。 (もっと読む)
伸張度測定装置、伸張度測定システム及びコンピュータプログラム
【課題】使用前のローラ間の距離を予め設定することなく、チェーンの伸張度を測定することができる伸張度測定装置、伸張度測定システム及びコンピュータプログラムを提供する。
【解決手段】三つ以上のピン72、72、・・・、72の画像に基づいて、相隣る二つのピン間距離P1、P2をそれぞれ算出する。算出された二つのピン間距離P1、P2の内、長い距離が内リンク81のピッチであり、短い距離が外リンク71のピッチである。外リンク71は伸張せず、内リンク81のみが伸張するので、外リンク71のピッチに対する両ピッチ間の差分の割合をチェーンの伸張度とする。
(もっと読む)
溶接部検出方法
【課題】ワークの溶接部の検出に要する時間を短縮できるとともに、低コストで溶接部の検出を行うことができる溶接部検出方法を提供する。
【解決手段】ワークの溶接部Yを検出する溶接部検出方法であって、ワーク100の伸長量とくびれの幅Lとの相関と、ワークの板幅Hおよび板厚Dの少なくとも一方のワーク100の伸長前後における変化量とくびれの幅Lとの相関とのうち、少なくとも一方の相関を予め求めておき、伸長量および変化量とくびれの幅Lとの相関が求められているワーク100の伸長量、板幅H、および板厚Dを取得することにより、相関に基づいて、くびれの幅Lを算出する算出工程と、算出工程で算出されるくびれの幅Lに応じて、搬送速度V2を設定する設定工程と、設定工程で設定される搬送速度V2でワーク100を搬送しながら、所定の間隔でワークの板幅Hを測定することにより、くびれ101を検出する検出工程とを含む。
(もっと読む)
リソグラフィ装置及びデバイス製造方法
【課題】リソグラフィ装置の処理能力を大きく損なうことなく、重ね合わせ精度を向上させる方法及び装置を提供する。
【解決手段】露光条件を最適化するために基板の露光時に基板上の位置合わせ標識を検査する。基板10が露光及び位置合わせユニット15の真下で走査を受けるとき、基板のそれぞれの部分が最初に検出器ユニット16の下方を通過し、次いで露光ユニット17の下方を通過する。したがって、基板10のそれぞれの部分に関して検査器ユニット16によって測定された、直線位置、配向、及び膨張に関する情報が露光ユニット17に伝達可能であり、基板が露光ユニット17の真下を通過しながら基板が露光されるとき、基板の当該部分に関する露光条件を最適化することができる。
(もっと読む)
1 - 20 / 50
[ Back to top ]