
Fターム[2F065AA52]の内容
光学的手段による測長装置 (194,290) | 測定内容 (27,691) | 輪郭 (4,339) | 断面 (424)
Fターム[2F065AA52]に分類される特許
1 - 20 / 424
ガラス基板検査装置及びガラス基板製造方法
撮像素子の異物検出方法及びその装置
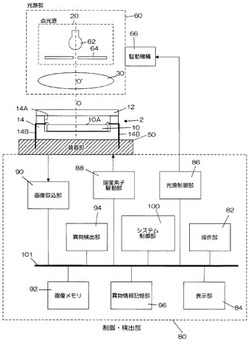
【課題】撮像素子の受光面とその前方に配置されたカバーガラス等の透明体の前面及び背面のうちのいずれかの表面に存在する異物の位置、大きさ、形状を特定することができる撮像素子の異物検出方法及びその装置を提供する
【解決手段】本発明に係る異物検出装置は、撮像素子パッケージ2を装着部50に装着し、光源部60から照明光を照射して、撮像素子10の受光面の像を撮像する。光源部60から受光面10Aに照射する照明光は、例えば、平行光と、点光源からの拡散光とで切り替えられ、各々の照明光により照明している状態で撮像した撮影画像を制御・検査部80に取り込み、それらの画像を比較することによって、異物の3次元的な位置、大きさ、形状を特定する。
(もっと読む)
形状測定装置

【課題】毛髪表面の断面形状(表面輪郭形状)、毛髪表面の段差を高精度に測定できる形状測定装置の実現。
【解決手段】測定すべき毛髪に向けて走査ビームを投射する対物レンズ13を含み、毛髪からの反射光を受光して毛髪表面の共焦点画像を撮像する共焦撮像装置と、複数の毛髪を、その長手軸線方向であるX軸方向に支持すると共にX軸と直交するY軸方向そって所定の間隔で整列支持する毛髪支持手段15と、X軸方向及びY軸方向に移動可能で、前記毛髪支持手段を支持するステージ14とその駆動手段と、対物レンズとステージとの間の相対距離を変化させる手段16と、共焦点撮像装置から出力される画像信号に基づき、毛髪表面の断面画像情報及び/又は毛髪表面に存在する段差の大きさを示す段差情報を出力する信号処理装置10とを有する。ステージは、測定される毛髪の本数及び測定点の座標情報に基づき、ジグザグ状に設定された移動経路に沿って移動する。
(もっと読む)
回転式レーザー測定装置
【課題】コンクリート壁等測定対象面の状態(凹凸量)を装置により自動的に、かつ精度良く測定できるようにする。
【解決手段】回転式レーザー測定装置は、レーザー光によって距離を測定する距離センサと、該距離センサを軸方向に駆動する第1の駆動手段と、同距離センサを軸周り方向に駆動する第2の駆動手段と、これら第1,第2の駆動手段を駆動制御する駆動制御手段とを備え、上記距離センサを測定対象面の長手方向と直交する面に沿って回転可能に支持するとともに、上記測定対象面の長手方向に沿って所定ピッチ毎に移動可能とし、該所定ピッチ毎に上記距離センサを移動させ、かつ所定の角度回転させながら、測定対象面の状態を自動的に測定して行くようにした。このような構成によると、自動的かつ容易に、しかも正確に凹凸その他の表面状態を測定して行くことができるようになる。
(もっと読む)
距離測定装置及び軌道周辺支障物検出装置
【課題】太陽光などの投光波長以外の光を極限まで制限して、投光波長のみを受光できるようにする。
【解決手段】干渉膜を使った平面板の干渉フィルタを用いて広い視野の検出手段を構成すると、平面板の干渉フィルタへの入射角に応じて透過帯域の移動が起こり、所望の信号強度を得ることが困難となる。この発明は、干渉フィルタの形状を球面状にして全視野の受光光線を干渉フィルタの入射面に対して垂直に入射するようにして、透過帯の移動をなくし、所望の信号強度を得るようにした。また、受光レンズの第一主点と球面状干渉フィルタの球面中心とを一致させて配置することにより、干渉フィルタへ入射する反射光の入射角を0°にして透過帯域が変化しないようにした。
(もっと読む)
膜厚測定装置及び膜厚測定方法
【課題】被測定対象に施される遮熱コーティングの膜厚を効率良く正確に測定することが可能な膜厚測定装置及び膜厚測定方法を提供することを目的とする。
【解決手段】膜厚測定装置1は、タービン翼11に形成された遮熱コーティング膜の膜厚を測定するECTセンサ4と、遮熱コーティング膜の膜厚を測定する地点であるタービン翼11上の測定地点を記憶している記憶手段9と、タービン翼11の形状を測定するレーザ変位計5と、レーザ変位計5によって測定された測定されたタービン翼11の形状と、記憶手段9に記憶されているタービン翼11上の測定地点に基づいて、ECTセンサ4による実際の膜厚測定に適した実測定地点を算出する測定位置算出手段8と、測定位置算出手段8によって算出された実測定地点に基づいて、ECTセンサ4を駆動して、ECTセンサ4の測定位置を調整するアーム駆動手段6とを備える。
(もっと読む)
寸法測定装置、シール面間寸法測定装置およびシール面間寸法測定方法
【課題】自動車のドア側のシール面とボディー側のシール面との間のシール面間寸法を正確かつ短時間で測定する。
【解決手段】少なくとも片面に配置された複数のターゲットマーク13を表にして車両のボディー側に取り付けるボディー側ターゲットボード11と、両面に配置された複数のターゲットマークが表裏から見えるように車両のドア側に取り付けるドア側ターゲットボード12と、車両のボディー側のシール面およびドア側のシール面にレーザ光を照射するレーザ光照射部22と、ターゲットボード11、12を撮影するステレオカメラ23と、撮影したレーザ光からボディー側およびドア側のシール面の断面形状を認識し、撮影したターゲットマーク13を用いてボディー側およびドア側のシール面の断面形状を一致させるように移動させ、ボディー側のシール面とドア側のシール面との間のシール面間寸法を測定する画像処理部30と、を有する。
(もっと読む)
ワーク接触点補正システムおよび旋盤
【課題】簡単かつ高精度に、ワークの被接触面に対するワーク接触部材の接触点の位置を補正できるワーク接触点補正システムおよび旋盤を提供することを課題とする。
【解決手段】ワーク接触点補正システム2は、ワークWの被接触面W1の形状に沿って、該被接触面W1に対する接触点が変化するワーク接触部材21と、ワーク接触部材21を撮像する撮像装置24と、撮像装置24が撮像した画像からワーク接触部材21の外形線に関する実測データR1を取得し、実測データR1を基に接触点の位置を補正する演算部220aを有する制御装置22と、を備えることを特徴とする。
(もっと読む)
三次元形状計測装置及び三次元形状計測方法
【課題】カメラ、レーザの相対位置を高精度で設置する必要がなく、また、測定レンジを複数種類を単一の測定プログラムにより変更する。
【解決手段】レーザ線条光照射部12と、既知形状の基準模様群を表示面に表示した座標変換テーブル作成用印刷表示板16と、照射部位の光切断面及びレーザ照射平面上に設置される表示板16を撮影するカメラ11と、表示板16の基準模様群を撮影したカメラ上の座標データを抽出する基準座標抽出手段131とから基準模様群の座標データと基準座標抽出手段131で抽出されたカメラ上の座標データとの対応関係を示す座標変換テーブル133を作成する。形状測定時には、表示板16を外して同じ位置に被測定物を配置させ、レーザ線条光を照射して照射部位の光切断面を撮影した画像から、点群抽出手段134により光切断面の点群を抽出する。抽出した点群座標を近似処理手段135により座標変換テーブル上の値に近似する。
(もっと読む)
幅測定装置
【課題】安価でかつ信頼性の高い幅測定機能を有し、被測定物体の幅を高精度に測定することができる幅測定装置を提供する。
【解決手段】被測定物体1の上方より外側に配置され、その一方側にスリット状光を照射する光源2aと、そのスリット状光を撮像する一方側2次元撮像部4aと、被測定物体1の一端部28aの幅方向座標を演算する一端部幅方向座標演算部7aと、一端部高さ方向座標演算部8aと、一端部位置演算部9aと、被測定物体1の上方より外側でかつ光源2aと反対側に配置され、その他方側にスリット状光を照射する光源2bと、そのスリット状光を撮像する他方側2次元撮像部4bと、他端部28bの幅方向座標を演算する他端部幅方向座標演算部7bと、他端部高さ方向座標演算部8bと、他端部位置演算部9bと、一端部28aおよび他端部28bの空間位置に基づいて、被測定物体1の幅を演算する幅演算部10と、を備える。
(もっと読む)
断面積測定装置、プログラム
【課題】測定対象物の断面積を精度良く測定する。
【解決手段】変位測定装置では、測定対象物が載置されている断面形状出力範囲の複数の測定点における変位を測定し、測定された変位から測定対象物の形状データを算出する際に、複数の測定点に対応する複数の変位情報を大きさで順番付けした場合に、最も大きい側から予め定められた第1割合に含まれる変位と、最も小さい側から予め定められた第2割合に含まれる変位と、を除いた中間変位情報を選出し、この中間変位情報を圧縮係数を用いて圧縮処理した圧縮変位情報を加算して測定対象物の断面積を測定する。
(もっと読む)
断面積測定装置、プログラム
【課題】測定対象物の断面積を精度良く測定する。
【解決手段】変位測定装置では、測定対象物が載置されている範囲を含む変位測定範囲の変位を測定し、測定された変位に平準化処理を実行して第1処理情報を生成し、第1処理情報から断面積測定範囲を決定する。変位測定装置は、断面積測定範囲における前記変位情報から測定対象物の断面積を検出する。第1処理情報から断面積測定範囲を決定することで、配線パターン等などによって生じるノイズを除去することができ、断面積測定範囲を正確に決定することができる。
(もっと読む)
形状測定装置
【課題】安価でかつ幅方向に高い分解能を有することができ、高精度に被測定物体の形状を測定可能にする。
【解決手段】被測定物体1の搬送方向に対し垂直な平面内であってその斜め上方または下方に配置されスリット状光を照射するスリット状光光源2a,2bと、被測定物体1を介しスリット状光光源2a,2bと反対側となる被測定物体1の斜め上方または下方であって、被測定物体1の表面1aまたは裏面1b上に照射されたスリット状光をその照射方向に対し所定の角度だけずれた方向から撮像する撮像部3a,3bと、撮像部3a,3bが撮像した被測定物体表面1aおよび裏面1bの撮像画像の座標を、撮像部3a,3bがスリット状光光源2a,2bからの照射線上で撮像したように変換する座標変換部4a,4bと、その座標変換された撮像画像の座標に基づいて、被測定物体1の断面厚み形状を演算する断面厚み形状演算部5とを有する。
(もっと読む)
形状計測装置
【課題】太陽電池ウェハの表面及び裏面の形状のみならず、太陽電池ウェハの厚みを高速に算出する。
【解決手段】光源121,131は太陽電池ウェハの表面及び裏面に光切断線CLを照射する。カメラ122,132は太陽電池ウェハが所定距離搬送される都度、測定試料500の表面及び裏面の光切断線画像を連続撮像する。計測データ算出部123,133は角光切断線画像から光切断線CLが現れている重心座標を表面計測データ及び裏面計測データとして算出する。高さデータ算出部143は、表面計測データ及び裏面計測データから太陽電池ウェハの表面及び裏面の高さデータを算出する。厚みデータ算出部146は、太陽電池ウェハの表面及び裏面の高さデータから太陽電池ウェハの厚みデータを求める。
(もっと読む)
溶削済み鋼材の表面検査方法および表面検査装置
【課題】表面を溶削された鋼材の表面に残留する湯だれや未溶削部などの欠陥を精度良く確実に検出できる溶削済み鋼材の表面検査方法、およびこれに用いる検査装置を提供する。
【解決手段】1200℃以上に加熱され且つ表面f1〜f4,c1〜c4を溶削された鋼材Mの該表面を撮像する第1カメラ10、および、該カメラ10により得られた画像の輝度信号bsを温度に換算し、健常部位との温度差により湯だれ部mdや未溶削部umの疑似欠陥部分の有無を判別する信号処理部11を含む疑似欠陥検出部12と、上記撮像がされた同じ鋼材Mの表面f1〜f4,c1〜c4にレーザL1を照射するレーザ照射装置2、照射された該レーザL1が拡散反射された鋼材Mの表面f1〜f4,c1〜c4を撮像する第2カメラ7、および、該カメラ7により得られた画像を基に、鋼材Mの表面を連続した断面形状により3次元的に示す画像処理部8を含む3次元計測部9と、を備えている、溶削済み鋼材の表面検査装置1。
(もっと読む)
曲面印刷装置及び曲面印刷装置の印刷制御方法
【課題】簡易な手法により、人の爪部のような湾曲形状の印刷対象面に対しても高精細な印刷を行うことのできる曲面印刷装置及び印刷制御方法を提供する。
【解決手段】インク噴射方向における印刷部40との距離が幅方向の中央部では小さな距離L1で、幅方向の端部に行くほど大きな距離L2となる湾曲形状をなす爪領域Taを有する爪部Tに対して印刷を行うネイルプリント装置1であって、爪領域Taの幅方向の中央部の印刷ピッチP1よりも幅方向の両端部の方の印刷ピッチP2が印刷部40による印刷の際の印刷ピッチが細かくなるように対応付けられたピッチ調整基本テーブルに応じて、爪領域Taに印刷すべき画像の元画像データから爪領域画像の幅寸法に対応した印刷用データを生成し、この印刷用データにしたがって爪領域Taに印刷を施す。
(もっと読む)
ビードスティフナーの検査方法及び検査装置
【課題】ビードスティフナーの接合部分の検査において、基準形状と比較することなくビードスティフナーの形状を正確に測定して良否判定の精度を向上させるビードスティフナーの検査方法及び検査装置を提供する。
【解決手段】環状のビードコアと、帯状に成形され、延長方向の端部と端部とを互いに接合させてビードコアの外周に巻きつけられたスティフナーとを有するビードスティフナーの良否を判定する検査方法であって、ビードスティフナーの断面形状の形状データを取得する工程と、形状データからビードコアの頂点を検出する工程と、頂点から指定された領域内にスティフナーの端部の有無を検出する工程とを含み、スティフナーの端部の有無に基づいてビードコアとスティフナーとの接合の良否を判定する。
(もっと読む)
しわ検出装置およびしわ検出方法
【課題】勾配に基づいて、しわを特定できるしわ検出装置を提供する。
【解決手段】しわ検出装置100は、電極およびセパレータが積層されてなる積層体40に対して相対的に移動しながら、最外層のセパレータに対して、スリット光を投光する投光部110と、セパレータ上のスリット光の形状を撮影するカメラ120と、撮影されたスリット光の形状に基づいて、セパレータの表面形状を検出し、検出した表面形状に基づいて、セパレータの勾配を算出し、算出した勾配に基づいてしわを判定する制御部130と、を有する。
(もっと読む)
グラスランの断面形状評価方法
【課題】グラスランにおける断面形状の各部の寸法の評価をインラインにて定量的に行える断面形状評価方法を提供する。
【解決手段】押出成形後に所定長さに裁断された断面略チャンネル状のグラスラン1の切断面をCCDカメラ28で撮像し、断面形状の良否を画像解析装置33により評価する。撮像する工程のほか、側壁部とリップのそれぞれの長さと側壁部に対するリップ先端までの距離を計測してその良否判定を行う工程と、底壁部の幅寸法を計測してその良否判定を行う工程と、各側壁部と底壁部との相対位置関係として底壁部と各側壁部とのなす角度を計測してその良否判定を行う工程と、を含んでいる。
(もっと読む)
溶接形状評価装置及びその評価方法
【課題】船舶、橋梁、配管などに用いられている様々な溶接形状を計測し、実際の溶接形状に即した溶接の形状パラメータを算出し、自動的に溶接部の疲労強度を算出する溶接形状評価装置及び方法を提供する。
【解決手段】溶接形状評価装置1が照射部13からレーザーを照射し、溶接部を複数の2次元座標(直交座標又は極座標)を持った計測点で計測する計測装置10と、前記計測点を用いて疲労強度を算出する演算装置20とからなり、溶接形状評価方法が座標から計算式により溶接の形状パラメータを算出して簡易式により応力集中係数を算出する簡易式工程と、有限要素法(FEM)を用いて溶接部を解析して応力集中係数を算出する有限要素法(FEM)工程とを備えた応力集中係数算出工程と、複数の提案式と方法を備えて疲労強度を算出する疲労強度算出工程とを備える。
(もっと読む)
1 - 20 / 424
[ Back to top ]