
Fターム[2F065AA60]の内容
光学的手段による測長装置 (194,290) | 測定内容 (27,691) | 内面の状態 (111)
Fターム[2F065AA60]に分類される特許
1 - 20 / 111
下水圧送管路におけるピグ位置検出装置
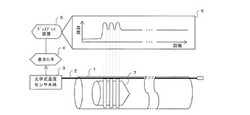
【課題】下水圧送管路内に走行させて堆積物等を除去する洗浄用ピグの走行位置を検出する場合、管路途中でピグが停止した場合は、その位置を正確に検出することが出来なかった。
【解決手段】下水圧送管路1の内壁面に、管路内を走行する洗浄用ピグ7が接触するようにセンサ用光ファイバ2を配設し、光学式温度センサ本体3からセンサ用光ファイバ2にパルス光を入射させ、センサ用光ファイバから出射される後方散乱光を測定系に導いてセンサ用光ファイバの長手方向の温度を測定し、ディスプレイ装置5に測定した温度情報を監視画面6として表示する。走行する洗浄用ピグ7がセンサ用光ファイバ2に接触して生じる摩擦により発生した熱の温度を光学式温度センサ本体で測定することにより、洗浄用ピグ7の走行位置を監視する。
(もっと読む)
形状測定装置、構造物製造システム、構造物製造方法

【課題】計測精度を向上する。
【解決手段】形状測定装置は、光源からの光に照らされている被検物を撮像する撮像素子と、撮像素子の受光面(A17)と共役な共役面(A0)を受光面と非平行になるように形成する結像光学系と、撮像素子による撮像の結果から光に照らされている部分の像の位置を検出することにより、被検物の形状に関する情報を取得する形状情報取得部と、を備える。結像光学系は、像を形成する光束が通る範囲において、受光面を含む面と共役面を含む面との交線に直交する直交面上の像面の略中心と物体面の略中心とを直線で結んだときの軸に関して断面形状が非対称であり、かつ交線から最も遠い部分と、交線から最も近い部分とについて、遠い部分から近い部分に向うにつれて直交面上の断面形状の寸法が縮小又は拡大するレンズ要素(52、53)を含むレンズ群(50)を有する。
(もっと読む)
管の内面曲がり測定装置およびそれを用いた測定方法
【課題】管の内面曲がりを定量的に測定できるとともに、様々な内径の鋼管に対応できる管の内面曲がり測定装置およびそれを用いた測定方法を提供する。
【解決手段】被測定材である管の長手方向に移動可能なヘッド21と、ヘッド21によって管10の周方向に揺動可能に支持され、管10の内面までの距離を測定する第1距離計22と、管10の長手方向におけるヘッド21の位置を測定する第2距離計(図示なし)と、ヘッド21の移動および第1距離計22の揺動を制御する制御手段とを備えることを特徴とする管の内面曲がり測定装置20である。本発明では、内面曲がり測定装置20が管10の長手方向に垂直な面におけるヘッド21の変位を測定する変位計を備え、ヘッド21を、管10を長手方向を水平にした状態で該管の内面上を走行する走行機構、および、第1距離計22の揺動軸を水平に維持する維持機構を有する走行装置に設けるのが好ましい。
(もっと読む)
回転式レーザー測定装置
【課題】コンクリート壁等測定対象面の状態(凹凸量)を装置により自動的に、かつ精度良く測定できるようにする。
【解決手段】回転式レーザー測定装置は、レーザー光によって距離を測定する距離センサと、該距離センサを軸方向に駆動する第1の駆動手段と、同距離センサを軸周り方向に駆動する第2の駆動手段と、これら第1,第2の駆動手段を駆動制御する駆動制御手段とを備え、上記距離センサを測定対象面の長手方向と直交する面に沿って回転可能に支持するとともに、上記測定対象面の長手方向に沿って所定ピッチ毎に移動可能とし、該所定ピッチ毎に上記距離センサを移動させ、かつ所定の角度回転させながら、測定対象面の状態を自動的に測定して行くようにした。このような構成によると、自動的かつ容易に、しかも正確に凹凸その他の表面状態を測定して行くことができるようになる。
(もっと読む)
光学式測定装置、プレス機、部品組合せ方法
【課題】小型化可能で高精度な形状測定が可能な光学式測定装置を提供する。
【解決手段】レーザ光源201が出力したビーム状の測定用光216は第2円錐ミラー207によって放射状の測定用光に変換され、ケース101の第2開口部102を通って出力された後、測定対象物220で反射され、第1開口部103を通ってケース101内へ入り、第1円錐ミラー209によって反射された後、受光レンズ213を介して光検出素子214で検出される。処理部240は、光検出素子214で検出された測定用光に基づいて測定対象物の形状を算出する。
(もっと読む)
自走式管内検査カメラ装置および管径変換ユニット
【課題】2倍強の管径差をもつ広範な管径(350mm〜800mm)を対象に、検査対象となる配管内を円滑にかつ適正な速度で走行して、管内を斑なく的確に観察できる自走式管内検査カメラ装置を提供する。
【解決手段】走行ユニットを構成する管径変換ユニット1と管径変換ユニット1に選択的に結合される管径変換アダプタ用取付アダプタ13および第1乃至第3の管径変換アダプタ(CA1)〜(CA3)とにより複数種の管径に対応した自走式管内検査カメラ装置の管径変換ユニットを構成している。
(もっと読む)
管内面検査装置およびその検査方法
【課題】管内面の状態や寸法によらずに管内面を検査することができる管内面検査装置およびその検査方法を提供する。
【解決手段】本発明の実施形態は、管2内面の検査箇所にパターンを有するパターン光P1を管2内面の周方向にわたって投影する投影手段11と、検査箇所に投影され反射されたパターン光を反射パターン光P2として投影する表示手段12と、反射パターン光P2の形状を観測する観測手段13とを備える。
(もっと読む)
測定装置
【課題】内径の異なる種々の穴形状を精度良く測定できる測定装置を提供すること。
【解決手段】被測定領域の少なくとも一部の面の法線方向とは異なる方向から前記被測定領域に照明光を照射することで被測定領域に帯状の照明領域を形成する照明系と、前記照明系による照射方向と前記帯状の照明領域における長手方向等を含む面からはずれた位置から照明領域の散乱光を受光する受光系と、受光系の受光結果に基づいて被検面の形状を算出する演算部と、を備える。
(もっと読む)
内視鏡装置および画像取得方法
【課題】取得された複数の画像間の位置ずれを抑えることができる内視鏡装置を提供すること。
【解決手段】第一光源からの照明光の出射が開始されてから照明光の光量が安定するまでの時間waと、第二光源からの投影光の出射が開始されてから投影光の光量が安定するまでの時間wbとに基づいて、照明部と縞投影部とのうち光量が安定するまでの時間が長い方を先に動作させて被検物の第一の画像を撮像部に取得させ、照明部と縞投影部とのうち光量が安定するまでの時間が短い方を第一の画像の取得後に動作させて被検物の第二の画像を撮像部に取得させることを特徴とする。
(もっと読む)
シート材の欠陥検査方法、及びそれに用いる検査用治具
【課題】表面に微細な凹凸形状等の地合パターンを有するシート材の欠陥を、迅速かつ再現性良く検査する方法を提供する。
【解決手段】焦点調整用シート材を欠陥検査位置に載置し、カメラの焦点を合わせる第1のフォーカス工程、前記焦点調整用シート材から当該カメラの焦点をずらすように調整する第1のデフォーカス工程、第1のフォーカス工程における焦点位置Aから第1のデフォーカス工程における焦点位置Bまでの距離dを計測及び記録する工程、被検査シート材を第1のフォーカス工程と同一又は異なる欠陥検査位置に載置し、その地合パターンにカメラの焦点を合わせる第2のフォーカス工程、及び当該カメラの焦点を、第2のフォーカス工程における焦点位置A’から、前記距離d分ずらした焦点位置B’に合わせる第2のデフォーカス工程、及び焦点位置B’に焦点を合わせたカメラで被検査シート材の欠陥を検査する工程、を含むことを特徴とする欠陥検査方法。
(もっと読む)
形状測定方法
【課題】形状測定装置自体の振動や蛇行の影響を受けずに測定対象の形状を正確に測定すること。
【解決手段】高さ方向に関する測定対象の形状を左右同時に測定する測定ステップ(STP1)と、測定対象の右側及び左側の面全体を走査する走査ステップ(STP2)と、測定対象の右側測定データと左側測定データとから、それぞれ独立に短周期成分を除去する振動除去ステップ(STP3)と、短周期成分を除去した右側測定データと左側測定データとの両方を用いて長周期成分を除去する蛇行除去ステップ(STP4)とを含む。
(もっと読む)
欠陥検出装置及び欠陥検出方法
【課題】管状体の内表面に発生しうる凹凸疵及び模様系の疵を同時に検出すること。
【解決手段】本発明に係る欠陥検出装置は、管状体の軸方向に沿って移動しながら管状体の内表面に対して環状のレーザ光を照射して環状ビーム画像を複数生成する管状体撮像装置と、生成された環状ビーム画像に対して画像処理を行い、管状体の内表面に欠陥が存在するかを判断する演算処理装置とを備え、演算処理装置は、各環状ビーム画像における環状のレーザ光の照射部分の重心位置を算出する環状ビームセンター算出部と、環状ビーム画像の座標系を変換して光切断画像を複数生成する座標変換部と、各光切断画像から生成された縞画像フレームに基づき管状体の内表面の凹凸状態を表す深さ画像及び管状体の内表面でのレーザ光の輝度分布を表す輝度画像を算出する画像算出部と、算出された深さ画像及び輝度画像に基づき内表面に存在する欠陥を検出する欠陥検出部とを有する。
(もっと読む)
表面評価装置
【課題】ワーク表面の凹凸状態をパワースペクトルの全座標点データを用いて定量的に評価することができる表面評価装置を提供する。
【解決手段】ワーク表面の凹凸データに基づいてワーク表面を評価する表面評価装置10において、前記ワーク表面の凹凸データをフーリエ変換してパワースペクトルを求める手段と、当該パワースペクトルを相互相関関数を用いて数値化する手段と、当該数値化された値の最大値を用いて前記ワーク表面の評価を行う手段と、を有する。
(もっと読む)
表面評価装置
【課題】ワーク表面等の微小凹凸の密集度合を定量的に評価することができる表面評価装置を提供する。
【解決手段】シリンダボア2表面の凹凸データに基づいてシリンダボア2表面を評価する表面評価装置20において、前記シリンダボア2表面の凹凸データをフーリエ変換して周波数スペクトルを求める手段と、前記周波数スペクトルから所定のしきい値に基づいて周波数成分を抽出する手段と、前記抽出された周波数成分を逆フーリエ変換して凹凸データに復元する手段と、前記復元された凹凸データから所定のしきい値に基づいて凹凸座標データを抽出する手段と、前記凹凸座標データより座標の数と座標値の分散を求める手段と、前記座標値の分散よりシリンダボア2表面品質を評価する手段と、を有する。
(もっと読む)
撮像装置
【課題】測定対象物を測定しつつ画像を取得するとともに画像を所望の視線方向から観察できる撮像装置を提供する。
【解決手段】撮像装置1は、画像を取得する撮像素子18と、測定対象物Wの被照射領域W1に光線を照射する発光部26および光線を検出する受光部28を有し、発光部から被照射領域までの距離を測定する測定部20と、発光部の位置を測定する位置測定部21と、発光部の向きを測定する姿勢測定部22と、発光部の位置および向き並びに発光部から被照射領域まで距離に基づいて被照射領域の位置および向きを算出する領域状態算出部55と、画像から抽出画像を作成する画像切出し部54と、抽出画像を領域状態算出部により算出された位置および向きに対応付けて記憶する記憶部56と、仮想空間に位置および向きに基づいて配置された抽出画像を視線方向に基づいて変換した視線変換全体画像を作成し表示部に表示させる画像処理部57と、を備える。
(もっと読む)
伝熱管内面又は蒸発管内面の減肉状態監視装置
【課題】循環冷却水の磨耗による減肉に関する表面位置の変化取得を把握することができる伝熱管内面又は蒸発管内面の減肉状態監視装置を提供する。
【解決手段】伝熱管内面又は蒸発管内面の減肉状態監視装置10は、伝熱管又は蒸発管の減肉状態を監視する監視装置であって、伝熱管内面又は蒸発管内面のフィンチューブ11に沿って移動する移動手段12と、前記移動手段12に設けられ、伝熱管又は蒸発管の表面の減肉状態をレーザ計測するレーザ計測手段13と、レーザ計測手段13にレーザ光を導入する導光路及び反射光を伝達する導出路を備えたケーブル手段14と、前記レーザ計測のデータを過去のデータ又は標準データと比較して、現在の減肉状態を判定する減肉状態判定手段とを具備する。
(もっと読む)
複層塗膜の非接触非破壊評価方法及びそれを用いた装置
【課題】複層塗膜の内部構造及び内部欠陥を、非接触非破壊且つ簡便に測定、解析することができる複層塗膜の非接触非破壊評価方法及びそれを用いた装置を提供すること。
【解決手段】本評価方法は、光源1からの光を参照光と複層塗膜4への入射光とに分岐する分岐ステップと、前記参照光の光学距離を調整する調整ステップと、前記複層塗膜からの反射光と前記参照光とを干渉せしめる干渉ステップと、前記複層塗膜からの前記反射光を含む干渉光を検出して前記干渉光の強度信号を出力する検出ステップと、前記強度信号を解析する解析ステップと、を含む。
(もっと読む)
空気入りタイヤの内面形状測定システム
【課題】タイヤ内面の変形量を計算するデータの、無線通信装置を用いた転送では、測定内容の高度化に伴うデータ転送量の増大への対応が困難であり、ブラシ式スリップリングを用いた信号伝達では、高速度カメラから出力された撮影画像データを用いる場合、信号電圧レベルが低く雑音による影響が避けられなかった。
【解決手段】空気入りタイヤ11の内面に設けられたマーカ12を、車輪転動時に空気入りタイヤ11が組み付けられるリム17のマーカ対向位置に配置された複数のカメラ13により異なった方向から撮影し、各カメラ13から出力されたマーカ12の撮影画像データaを、リム17が外周部に設けられているディスク部16に防振部材18を介して取り付けられた非接触コネクタ14によりディスク部16の外へ取り出し、変形量演算部15が撮影画像データaに基づき車輪転動時のタイヤ内面形状の変形量を演算する。
(もっと読む)
金属の欠陥検出方法
【課題】金属試料の検査面をエッチング処理して欠陥を現出させ、撮像装置によって検査面を撮像することにより欠陥を検出するに際し、検査面撮像画像における非欠陥部の明度を均一かつ明るくすることにより、欠陥部を明瞭に検出することのできる金属の欠陥検出方法を提供する。
【解決手段】金属試料1の検査面2を一方向に研磨し、金属試料1にエッチング処理を行って金属試料中の欠陥を現出させ、照射光源として線状に連続した光源又は複数の点光源を線状に配置した光源(線状光源4)を用い、線状光源4の線状方向17と研磨方向11とを同一の方向とし、線状光源4によって研磨方向11と直角の方向から検査面2を照射し、撮像装置3によって検査面2を撮像する。これにより、検査面撮像画像における非欠陥部の明度を均一かつ明るくし、欠陥部6を明瞭に検出することが可能となる。
(もっと読む)
ボア検査システムおよび、これを用いた検査方法
1 - 20 / 111
[ Back to top ]