
Fターム[2F068AA24]の内容
音響的手段による測長装置 (5,715) | 測定内容 (696) | 長さ;寸法 (295) | 深さ (17)
Fターム[2F068AA24]に分類される特許
1 - 17 / 17
ひび割れ深さ測定装置及び測定方法
【課題】ひび割れの深さに関係なく、精度良くひび割れ深さの測定を行うこと。
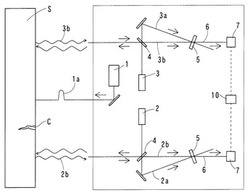
【解決手段】構造体Sの表面を照射加熱する加熱用レーザー装置1と、前記照射加熱に伴って、構造体Sに発生した弾性波を前記照射加熱の位置から所定距離だけ離れた検出位置で検出する第一検出用レーザー装置2と、前記照射加熱の位置から前記所定距離だけ離れた位置まで、ひび割れCの無い部分を通って弾性波が伝播する際の基準信号9の信号強度を測定する第二検出用レーザー装置3と、両検出用レーザー装置2、3での検出結果から、ひび割れ深さを導出する演算装置10とでひび割れ深さ測定装置を構成する。この演算装置10において、両検出用レーザー装置2、3で検出された測定信号8及び基準信号9の時間差Δt又は信号減衰比rからひび割れ深さを導出する。このように、異なるパラメータに基づいて導出を行い得るようにしたので、その導出値の信頼性が向上する。
(もっと読む)
埋設コンクリート基礎の埋設部の寸法測定方法

【課題】モデル基礎の共振条件式からずれた実基礎であっても、埋設部の寸法を精度よく測定する方法を実現する。
【解決手段】共振条件式には、基礎の各部の寸法が、a/b、B/b等の比の形で入っており、これらの比を2つの次数i、jの共振振動数の比(fi/fj)で表せる。そこで、複数のサンプル基礎について実測したデータに基づいて、(a/b)又は(B/b)等の比と(fi/fj)との近似多項式で表すことにより、測定対象の実基礎について測定した2つの共振振動数(fi/fj)と、a、b等の寸法をその近似多項式に代入して、未知寸法B,tを求めるようにした。つまり、軸対称の基礎について理論的に求めた捻れ振動の共振条件式を直接用いる代わりに、複数のサンプル実基礎について実測したデータに基づいて得られる埋設部の未知寸法を含む複数の近似多項式を用いて、その未知寸法を求めることを特徴とする。
(もっと読む)
熱処理異常検出方法及び転がり軸受
【課題】形状,焼入れ条件等が種々異なる部材に適用可能であり、高周波焼入れが施された鋼製部材の熱処理異常を破壊することなく検出することができる方法を提供する。また、軸受部品の熱処理品質が保証された高性能の転がり軸受を提供する。
【解決手段】平滑化曲線が下記の条件A〜Cを全て満足する場合に、被検材に熱処理異常がないと判定する。条件A:焼入れ組織に起因し且つ強度が最も低い反射波の深さ位置よりも深い深さ位置に、極大ピークを有し、該極大ピークの反射波は、非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い。条件B:焼入れ組織に起因し且つ強度が最も低い反射波の強度が、所定の第一閾値以下である。条件C:非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い反射波の強度が、所定の第二閾値以上である。
(もっと読む)
ひび割れ深さ計測方法
【課題】セメント硬化物の表面から内部に向かって形成されたひび割れ深さを正確に計測することができるひび割れ深さ計測方法を提供する。
【解決手段】ひび割れ深さ計測方法では、ひび割れ深さが、第1式:d=−α・λ・InFによって算出され、第1式において、dが、ひび割れ深さ(mm)、λが、主要波長(mm)、Fが、セメント硬化物の表面を伝播して第2センサ13に検出された第2表面波のうち、表面波初動の直後にマイナス側に振れた最小第2マイナス側振幅を、セメント硬化物の表面を伝播して第1センサ12に検出された第1表面波のうち、表面波初動の直後にマイナス側に振れた最小第1マイナス側振幅で除した振幅比率であり、αが、縦軸に前記(F)を示し、横軸にひび割れ深さ(d)/主要波長(λ)の比率を示す相関関係図から近似式:y=αebxを導き、その近似式から算出した定数(0.381)である。
(もっと読む)
浸炭深さ測定方法及び浸炭深さ測定装置
【課題】試験片の製作が不要であり、簡便に而も個人差に左右されることなく正確に浸炭深さを測定できる浸炭深さ測定方法及び浸炭深さ測定装置を提供する。
【解決手段】浸炭層を有さない基準試験体に所定の周波数範囲で超音波の掃引を行って減衰曲線Aを作成し、浸炭深さが既知である複数の既知試験体に所定の周波数範囲で超音波の掃引を行って減衰曲線B′,C′,D′を作成し、各減衰曲線毎に該減衰曲線が囲む面積S1,S2,S3,S4を求め、各面積と該面積に対応する前記既知試験体の浸炭深さから面積に関係付けた浸炭深さのマスターカーブを作成し、浸炭深さが未知である未知試験体について減衰曲線を求めると共に、該減衰曲線が囲む面積を求め、該面積と前記マスターカーブを用いて前記未知試験体の浸炭深さを測定する。
(もっと読む)
超音波によるコンクリート表面ひび割れの深さ測定装置及び測定方法
【課題】測定精度を向上させ、長距離測定が可能な超音波を用いたコンクリート表面ひび割れ深さ測定装置とそれを用いた測定方法を提供することを目的とする。
【解決手段】超音波によるコンクリート表面ひび割れの深さ測定装置において、入射縦波をモード変化させ縦波と横波が同時にコンクリート中に発生する入射角度で発信するようにコンクリート表面に配置された発信用超音波探触子と、前記発信用超音波探触子と所定間隔をおいてコンクリート表面に配置され、前記発信用超音波探触子からコンクリート中に発信された縦波と横波を受信する受信用超音波探触子と、前記受信用超音波探触子で受信した縦波と横波のデータに基づいてコンクリート表面ひび割れの深さを演算する演算手段と、を備えたことを特徴とする。
(もっと読む)
溶接溶け込み深さ評価方法
【課題】レーザ溶接による封缶後に超音波を用いて溶接溶け込み深さを評価する溶接溶け込み深さ評価方法を提供する。
【解決手段】缶体9と、蓋部材10とをレーザ溶接して形成されるワーク2における溶接部11の溶接溶け込み深さDを評価する溶接溶け込み深さ評価方法であって、ワーク2に対して超音波を送信しつつ走査してエコー信号を取得するエコー信号取得工程と、前記蓋部材10表面及び前記缶体9と前記蓋部材10との界面のそれぞれに対応するエコー信号を、画像化する画像化工程と、画像化された表面エコー画像Aと界面エコー画像Bを2値化された画像にする2値化工程と、2値化された表面エコー画像Aから2値化された界面エコー画像Bを減算する減算工程と、減算された画像から前記溶接部11の輪郭を抽出する輪郭抽出工程と、前記輪郭に基づいて前記溶接部の溶接溶け込み深さDを算出して前記溶接部11の良否判定を行う判定工程と、を有する。
(もっと読む)
コンクリート構造物品質検査方法及びコンクリート構造物品質検査装置
【課題】コンクリート中に磁性体が含まれていても「かぶり厚さ」を検査することができると共に、コンクリート構造物の形状の影響や鉄筋相互の影響を受けることなくコンクリートの強度を高精度で検査することができるコンクリート構造物品質検査方法及びコンクリート構造物品質検査装置を得る。
【解決手段】センサ素子10Aに印加した発振信号と該発振信号をセンサ素子10Bで受振して得られた受振信号との位相差と、センサ素子10A、10B間距離とに基づいて伝播速度を求める。そして、発振素子11に印加した発振信号と該発振信号をセンサ素子10Cで受振して得られた受振信号との位相差と、前記伝播速度とから「かぶり厚さ」を求める。また、各センサ素子10A〜10Cに設けた温度センサ素子106によってコンクリート21の温度を検出し、一定時間毎に積算した積算温度値からコンクリート21の強度を推定する。
(もっと読む)
コンクリート表面の有害な深さのひび割れの測定方法
【課題】迅速に且つ精度よく有害なひび割れを検知する。
【解決手段】コンクリートWの表面のひび割れC1、C2を挟んだ一方側で発振手段1により振動波を発振し、他方側でコンクリートW内部を伝播してくる前記振動波を受振して、コンクリート表面の有害な深さのひび割れを測定する。ひび割れの有害な深さの基準をd(コンクリートのかぶり厚さに等しい値)、前記振動波のコンクリート表面における伝達速度をVとするとき、ひび割れを挟んだ一方側で次の周波数fの振動波を発振する。
f≒V/4d
そして、ひび割れを挟んだ他方側で受振した振動波の振幅の減衰の度合を測定することで、ひび割れが基準d以上の深さのものか基準d以下のものかを評価する。
(もっと読む)
板厚測定装置および測定方法
【課題】腐食部のような、表面に溝を有する被測定物の肉厚を非破壊で容易に測定できる、板厚測定装置を提供する。
【解決手段】信号発生器で高周波信号を発生させ、それを増幅器で増幅して、ダイプレクサを介して電磁超音波センサへ高周波電流を流し、板表面で超音波を発生させ、そこから板の溝に向けて超音波を伝搬させる(S11)。次に、電磁超音波センサで板からの反射波を受信し(S12)、受信した反射波を増幅器で増幅し、増幅された反射波をスペクトル演算処理部で演算して共鳴スペクトルを算出し(S13)、溝を考慮した各板厚に相当する共鳴スペクトルに着目した評価を行うことで、溝の深さを演算する(S14)。
(もっと読む)
超音波による車輪用軸受転走面の焼入深さ測定方法および測定装置
【課題】超音波による焼き入れ深さ非破壊測定技術において、ワークに適した処理方法が選択できて、ワークに応じた精度の良い焼入れ深さの測定が可能で、かつ測定者の個人差の影響を排除でき、また測定時間を短縮できるものとする。
【解決手段】軸回転するワーク2の転走面2cに垂直に対向させた超音波プローブ11により超音波を発信させ、その反射波を超音波プローブ11で受信する。受信された反射波における所定サンプリング回転角度毎の散乱波のピーク信号を超音波測定手段12により検出する。このピーク信号が現れるピーク位置を、検出したピーク信号の発信から受信までの伝搬時間より算出することで測定する。超音波の散乱確率分布のヒストグラムを求め、所定の基準で超音波深さ位置を定める。定められた超音波深さ位置から所定の推定処理により、焼入れ硬化層の硬度により定められるワーク表面からの焼入れ深さである有効硬化層深さを求める。
(もっと読む)
車輪用軸受外輪の転走面焼入れ深さ測定方法
【課題】超音波により、円すいころ軸受形の車輪用軸受における外輪転走面の焼入れ深さを測定する測定方法を提供する。
【解決手段】軸回転する外輪2の転走面2cに垂直に対向させた超音波プローブ11により発信された超音波の反射波を超音波プローブ11で受信する。所定サンプリング回転角度毎の散乱波のピーク信号を超音波測定手段12により検出する。検出したピーク信号の発信から受信までの伝搬時間より算出することで測定する。所定角度分のピーク位置データを用いて、これらピーク位置を2次元表示面に重ね書き表示する。この重ね書き表示は走査した各軸方向位置について軸方向に並べる。前記重ね書き表示により、散乱確率が高くて塗り潰された部分と散乱確率が低くて塗り潰されない分部の境界位置を読み取ることで、前記転走面2cの焼入れ深さを推定する。超音波深さ測定に先立ち、治具を用いて超音波プローブ11の位置決めを行う。
(もっと読む)
溶接部溶け込み深さ探査方法及び溶接部溶け込み深さ探査装置
【課題】金属部材同士を溶接した溶接部の、該金属部材内に溶け込んだ溶け込み深さを精度良く測定できる溶接部溶け込み深さ探査方法及びその探査装置を提案する。
【解決手段】金属部材同士を接合した溶接部23と該金属部材の非溶込部24との溶接界面25に向けて、超音波を発信し、この反射波から二次高調波を取り出すことにより、界面反射波を割り出し、該界面反射波を受信するまでの経過時間である界面反射波到達時間に基づいて溶接界面位置Bを算出することにより、溶接部23の溶け込み深さt0を測定するようにした溶接部溶け込み深さ測定方法及び装置1である。この方法及び装置によれば、反射波の二次高調波から界面反射波を容易かつ正確に割り出すことができるため、超音波の反射した溶接界面位置を正確に求めることができ、溶接部の溶け込み深さを精度良く測定することができ得る。
(もっと読む)
超音波走査データを用いて物体を検査する方法およびシステム
【課題】修理およびメンテナンスフォローアップ作業をより効果的に行うためにパイプラインおよび同様の物体の亀裂の深さを正確に推定する、改良された技術を提供すること。
【解決手段】超音波走査データから亀裂(40)の深さを推定する方法および装置を提供する。この方法は、複数のセンサ(34、36、38)の1つからの信号をそれぞれ表す複数の振幅応答を、超音波走査データからマッピングするステップを含む。この方法は、さらに、これら複数のマッピングされた振幅応答の中で、それぞれが亀裂からの反射信号を示す標識である複数の線形応答を突き止めるステップを含む。所与の亀裂(40)からの線形応答に対応する1つまたは複数のセンサ(34、36、38)を識別する。識別されたセンサからのデータを用いて、亀裂(40)の深さを推定する。
(もっと読む)
品質評価方法および品質評価装置
【課題】作業時間の短縮が容易であり、かつ作業性に優れた品質評価方法および品質評価装置を提供する。
【解決手段】本発明に係る品質評価方法は、鉄鋼材料からなる対象物10に打撃を付与する打撃付与工程100と、該打撃付与工程において打撃を付与した対象物が発する超音波を検出する打撃音検出工程200と、該打撃音検出工程において検出した超音波の所定の周波数帯におけるピーク周波数に基づいて該対象物の焼入れ深さを算出する焼入れ深さ算出工程310と、を具備する。
(もっと読む)
腐食と表面欠陥を走査するための方法と装置
本発明は、パイプラインの安全な使用の寿命を判定する方法および装置に関し、以下のステップからなる。
a)パイプライン上で表面腐食解析の領域を画定するステップ。
b)パイプライン上で画定された領域を走査するための腐食走査システムを提供するステップ。
c)腐食走査システムによって画定された領域の表面上の腐食の位置を特定し、その腐食を測定するステップ。
d)腐食走査システムによって画定領域でのパイプラインの残存壁厚を判定するステップ。
e)ステップc)とd)とで得られた画定領域での腐食に関する表面状態データを処理して、パイプラインの安全な使用の寿命を判定するステップ。
別の態様では、本発明は、本発明による方法を実施するための腐食走査システムに関する。別の態様では、本発明は、パイプラインの安全な寿命を予測するための予測システムに関する。  (もっと読む)
(もっと読む)
圧延ロールの表面損傷部の深さ測定方法、及び、これを利用した圧延ロールの研削方法
【課題】 圧延により熱的・機械的損傷を受けた圧延ロールの熱的・機械的損傷部の深さを正確に測定し、もってロールの研削量を常に最適とする。
【解決手段】 圧延により表面に熱的・機械的損傷を受けた圧延ロール110を回転させながら、該圧延ロール110の表面に接触媒質の膜を介して表面波プローブ10を接触させ、該表面波プローブ10から表面波を伝播させると共に、圧延ロール110の表面に存在又は残存する熱的・機械的損傷部からの反射波を受信して、その周波数を測定し、これに基づいて前記熱的・機械的損傷部の深さを測定する。
(もっと読む)
1 - 17 / 17
[ Back to top ]