
Fターム[2F068BB03]の内容
音響的手段による測長装置 (5,715) | 対象物の形状、材質 (578) | 長尺体;連続移送体 (100)
Fターム[2F068BB03]の下位に属するFターム
線状 (15)
平面平板状(長手方向特定できる) (78)
Fターム[2F068BB03]に分類される特許
1 - 7 / 7
超音波計測方法、及び超音波計測装置
【課題】製造ラインで製造される塗布製品に対し、その塗布された塗布材の厚みを、インラインで高精度に計測することができる超音波計測方法、及び超音波計測装置を提供する。
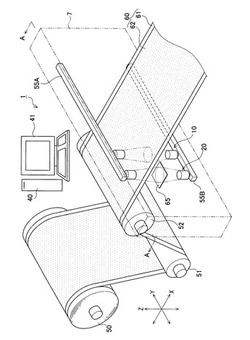
【解決手段】超音波センサ組として、電極ペースト62の目付け量を計測する実測用超音波センサ組10を少なくとも1組と、第1超音波センサ11及び第2超音波センサ12とは別で、一対の第1校正用超音波センサ21と第2校正用超音波センサ22とからなる校正用超音波センサ組20とを有し、電極ペースト62の厚みの計測時に、校正用超音波センサ組20でキャリブレーションを行うと共に、校正用超音波センサ組20で得られた計測条件値を用いて、実測用超音波センサ組10により、電極ペースト62の目付け量を算出することを特徴とする超音波計測方法。
(もっと読む)
超音波計測方法、及び超音波計測装置

【課題】 製造ラインで製造される塗布製品に対し、インライン上で、塗布製品に塗布された塗布材の厚みを、低コストで、信頼性の高い計測精度で計測することができる超音波計測方法、及び超音波計測装置を提供する。
【解決手段】 第1超音波センサ11と第2超音波センサ12とを一対で有し、ロール状に捲回されていた金属製の金属箔61の一面61aに電極ペースト62を塗布した電極60の厚み方向TDに対し、一方側に第1超音波センサ11を、他方側に第2超音波センサ12を、それぞれ空気層ARを介して配置し、第1超音波センサ11と第2超音波センサ12との間で超音波USを伝播させることにより、電極ペースト62の厚みを計測する超音波計測方法において、第1超音波センサ11に、超音波USの伝播がフラットタイプの送信センサを用いること、第2超音波センサ12に、超音波USの伝播がフラットタイプの受信センサを用いること、を特徴とする。
(もっと読む)
電磁超音波法による測定装置及び測定方法
【課題】レーザ超音波法に比較して安価な構成で実現できる電磁超音波法を用いて、材料の音速と同時に板厚を測定する。
【解決手段】本発明の電磁超音波法による測定装置は、電磁超音波を送信する送信センサTと送信センサTから送信された後、反射してきた超音波を受信する受信センサRを備え、受信センサRに電磁超音波が到達した時刻を基に材料の板厚を測定するものであって、1つの送信センサTと、送信センサと同一平面上に配備された少なくとも3つ以上の受信センサR1,R2,R3と、各受信センサR1,R2,R3への電磁超音波の到着時刻t1,t2,t3と受信センサR1,R2,R3の位置情報とに基づいて、材料の内部の音速と材料厚さHとを測定する測定部とを有する。
(もっと読む)
板厚の測定装置および板厚の測定方法
【課題】被測定材に酸化皮膜が形成されていても、感度良く板厚を測定できる板厚の測定装置および板厚の測定方法を提供すること。
【解決手段】被測定材2の表面にレーザを照射し超音波を発生させるとともに酸化皮膜を除去する超音波発生手段11と、被測定材2の搬送方向下流に配設される超音波検出手段12と、被測定材2を搬送する被測定材搬送手段14と、超音波発生手段11に被測定材2の所定の位置にレーザを照射させて酸化皮膜を除去し、所定の位置が被測定材2の搬送方向下流側に所定の距離だけ移動した後に、前記所定の位置から見て搬送方向上流側に位置する他の所定の位置にレーザを照射させて酸化皮膜を除去するとともに超音波を発生させて、前記所定の位置を通じて超音波検出手段12により検出させる制御を行う制御手段15と、超音波検出手段12の検出結果に基づき被測定材2の板厚を算出する演算処理手段13とを備える。
(もっと読む)
基板処理装置
【課題】基板色に拘わらず、感度調整などの設定調整作業が不要であり、かつ透明基板などについても高精度に検出可能な検出装置を有する基板処理装置を提供することを目的とする。
【解決手段】基台と、前記基台上に設けられる搬送路に沿ってプリント基板を直接的、或いは板状の基板支持体を介して間接的に搬送する搬送装置と、前記プリント基板、及び前記基板支持体を搬送対象物と定義したときに、前記搬送路上にて設定された検出位置における前記搬送対象物の有無を検出する検出装置と、前記搬送装置によって前記基台上の作業位置に搬入された前記プリント基板に対して半田ペーストの印刷、接着剤の塗布、電子部品の実装、基板検査など予め決められた処理を実行する実行部と、を備えた基板処理装置であって、前記検出装置は、超音波を送波する送波動作とその反射波を受波する受波動作を行う超音波センサ30である。
(もっと読む)
厚み測定装置
【課題】煩雑な回転機構を使用することなく、被測定材料表面の広い範囲の厚み分布を速やかに測定する。
【解決手段】パルス状の励起レーザ光Leを全反射ミラー2Aを介して圧延材Mの表面部分M1に向けて照射して当該表面部分M1から圧延材M中へ進行する超音波を生じさせる単一のレーザ光源3と、表面部分M1からの励起レーザ光Leの反射光を再び被測定材料M方向へ反射させて、圧延材Mの他の表面部分M2,M3へ入射させて当該他の表面部分M2,M3から圧延材M中へ進行する超音波を生じさせる全反射ミラー2B,2Cと、各表面部分M1〜M3へ向けて検出レーザ光Ldを照射して当該各表面部分M1〜M3からの、検出レーザ光Ldの反射光に含まれる超音波変調部より各表面部分M1〜M3での圧延材Mの厚みを測定する厚み測定回路5A〜5Cとを備える。
(もっと読む)
連続鋳造鋳片の製造方法
【課題】 連続鋳造鋳片の鋳片幅方向における凝固完了位置の形状を捉え、凝固完了位置の鋳片幅方向の形状を目標状態となるように制御しながら鋳造する。
【解決手段】 横波超音波センサー6,8と、該センサーの配置位置と同一位置又は鋳造方向に離れた鋳片幅方向の同一位置に設置された縦波超音波センサー7,9と、該センサーの受信信号に基づき計算式から凝固完了位置4を求める凝固完了位置演算部と、を備え、横波センサーの受信信号の強度変化によって横波センサーの配置位置と鋳片の凝固完了位置とが一致したことが確認された時点において、計算式により算出される凝固完了位置が横波センサーの配置位置と合致するように、前記計算式が校正される凝固完了位置検知装置を用いて、鋳片の凝固完了位置を検出し、検出された凝固完了位置の最短部と最長部との差が基準内となるよう、鋳型内の溶鋼流動を調整するか、又は二次冷却の幅切り量を調整する。
(もっと読む)
1 - 7 / 7
[ Back to top ]