
Fターム[2F069AA43]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 長さ (547) | 深さ (20)
Fターム[2F069AA43]に分類される特許
1 - 20 / 20
ボールねじの測定装置および測定方法
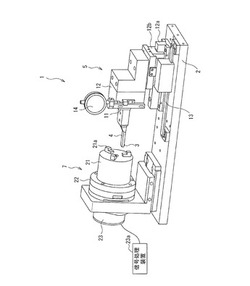
【課題】ボールねじナットの内周面の溝形状の検査を容易且つ短時間で行う。
【解決手段】ボールねじナットを回転テーブル22により回転自在に支持するとともに、その回転角度をロータリエンコーダ23で測定し、測定子3をXYZテーブル12により、XYZ方向に移動自在に支持するとともに、測定子3がボールねじナットの方向に移動するX軸方向の変位をリニアゲージ13により測定し、測定子3が上下に移動するZ軸方向の変位をダイヤルゲージ14により測定する。これらセンサの検出信号をもとに、ボールねじナットにおける測定子3の位置座標を演算し、位置座標をもとにボールねじナットの各部の測定を行う。
(もっと読む)
測定データ無線転送システム

【課題】消費電力が低く、且つ混信の発生を防ぐことのできる測定データ無線転送システムを提供する。
【解決手段】複数の子機10と、各子機10から送信された測定データを受信する親機20とを備えた測定データ無線転送システム100において、子機10の各々は、初期設定時に親機20に対して、所定の基準時点から測定データを送信するまでの待ち時間を設定する待ち時間情報を含む設定データを要求する設定要求信号を出力し、親機20からの設定データに基づいて測定データの送信タイミングを制御し、測定データの送信タイミングには親機20との通信を行う通信部11を起動状態とさせ、当該測定データの送信後には通信部11を停止させ、親機20は、子機10の各々が互いに異なる送信タイミングで測定データを送信するよう待ち時間情報を決定し、設定要求信号に応じ、複数の子機10に対して待ち時間情報を含む設定データを送信する。
(もっと読む)
加工仕上げ面の検査システム及び検査方法
【課題】画像から迅速にビビリマークを評価できる加工仕上げ面の検査システム及び検査方法を提供する。
【解決手段】回転工具により機械加工された加工仕上げ面の検査方法であって、前記加工仕上げ面を観察してビビリマークの有無を判断し、観察によりビビリマークが確認された場合にビビリマークの幅寸法を前記回転工具の回転軸方向で計測し、計測されたビビリマークの幅寸法がしきい値以上である場合にビビリマークの深さが許容値以上であると判定する。その結果、画像より加工仕上げ面の検査が迅速に可能となる。ビビリマークの深さが許容値よりも深い場合には表面の研磨を行い、再度加工仕上げ面の検査を実施する。
(もっと読む)
表面形状検査装置及び表面形状検査方法
【課題】一度に広範囲の被検査物表面形状を検査できる表面形状検査装置及び表面形状検査方法を提供する。
【解決手段】被検査物5の表面の凹凸を増幅する凹凸形状増幅部材1と、凹凸形状増幅部材1の下面を被検査物5の表面に沿わせるように当接させる透明板2と、被検査物5の表面の検査対象部分を凹凸形状増幅部材1に対して相対的に移動させる回転機構7と、凹凸形状増幅部材1によって増幅された被検査物5の表面の凹凸を光学的に検出するカメラ3及びコンピュータ4とを有する。
(もっと読む)
面形状評価方法
【課題】官能検査の結果とその傾向が一致するようにショックラインの程度を数値化し,定量的な合否判定を可能にする面形状評価方法を提供すること。
【解決手段】本発明の面形状評価方法では,検査対象品のショックラインの深さおよび幅の測定を,ショックラインの両側の凸部の高さの差が1.5μm以内となるように検査対象品をセットした状態で,ショックラインと垂直な走査線上で行い,あらかじめ検査対象品の種類に応じて合否判定ラインが定められた深さ−幅空間に前記測定の結果を当てはめ,合否判定ラインより浅いまたは幅広側である場合にその検査対象品を合格と判定し,深いまたは幅狭側である場合にその検査対象品を不合格と判定するものである。
(もっと読む)
パンチリベット接合及びクリンチングの品質特性のオンライン測定
【課題】本発明は、可動パンチ10及び固定ダイ20によるパンチリベット接合工程における膨らみ寸法xST及び長さLのリベット3のリベットヘッド端部位置KHSのオンライン測定を開示するものである。
【解決手段】接合工程中、パンチ10がとった変位及びパンチがかけた力をオンラインで測定し評価する。接合部の品質特性は、所定の閾値や接合工程の力/変位データを図面によって評価することにより測定することができる。
(もっと読む)
ジャーナル傷計測診断装置及び方法
【課題】ジャーナル傷の発生による軸受損傷を未然に防止できるジャーナル傷計測診断装置を提供することである。
【解決手段】回転体のロータを支持する軸受部分のジャーナルに発生する摺動傷を傷検出器17を用いて計測するジャーナル傷計測器12と、ジャーナル傷計測器12の傷検出器17をジャーナル11のロータ軸方向に自動送りするための速度を制御する制御装置18と、ジャーナル傷計測器12の傷検出器17から伝送される傷の軸方向分布情報を記録しその情報からジャーナルの状態を診断する評価装置22とを備える。
(もっと読む)
タイヤの形状深さおよび形状の種類ならびに走行時の車両の速度および地上高の検出装置
【課題】交通量の多いところにおいて使用でき、人々への危険性がなく、高速の車両に対応し、操舵状態でも測定可能であり、罰金の発行または警告情報を発することができる、空気タイヤの形状深さおよびタイヤのセットの種類を検出する測定システムを提供する。
【解決手段】本発明の測定システムは、形状測定装置3、7と、車両を検出するカメラシステム8と、これらを互いに接続している評価ユニット16とを備え、さらに、車両の速度を検出する速度測定装置と、操舵状態または移動方向を検出する走行方向測定装置3、7を備えており、車両が比較的均一な速度で、直線走行している状態で所定のフレーム内に位置する場合にのみ評価できる。
(もっと読む)
ヨーレートセンサの補正装置
【課題】簡易に且つ精度良くヨーレートセンサの出力値を補正することができるヨーレートセンサの補正装置を提供する。
【解決手段】本発明は、車両のヨーレートを検出するヨーレートセンサの出力値を補正するヨーレートセンサの補正装置であって、車両のタイヤの磨耗度を検出するタイヤ磨耗度検出手段(4,6,8)と、このタイヤ磨耗度検出手段により検出されたタイヤの磨耗度に基づきヨーレートセンサの出力値の補正係数を算出する補正係数算出手段(10)と、この補正係数算出手段により算出された補正係数を用いてヨーレートセンサの出力値を補正する補正手段(10)と、を有する。
(もっと読む)
キャップ付ボトル缶の測定方法及び測定装置
【課題】 測定対象を同一基準の下でより短時間で測定することができるキャップ付ボトル缶の測定方法及び測定装置を提供すること。
【解決手段】 金属製のボトル缶にキャップが被着、ネジ成形され、キャップが天面部の周縁に形成された段差部とキャップネジ部とを有するキャップ付ボトル缶2の測定方法において、缶軸Oと交差する平面内で、キャップネジ部の輪郭線を取得することで、キャップネジ部のネジ深さを測定し、段差部に脚部52の下端部内面を接触させると共に天面部に測定子53を接触させることで、段差部の天面部に対する深さを測定する。
(もっと読む)
媒体内に閉じ込められた対象物の位置探査用測定方法及び測定装置
本発明は、少なくとも1つの容量性高周波センサ(60)を用いて、第1の高周波検出信号を形成し、該第1の高周波検出信号は、検査すべき前記媒体に作用を及ぼし、従って、第1の高周波検出信号の測定及び評価によって、殊に、容量性のセンサ装置(60)のインピーダンス測定によって、媒体内に閉じ込められた対象物についての情報を得ることができる、媒体内に閉じ込められた対象物の位置探査用測定方法に関する。
本発明によると、媒体内に閉じ込められた対象物についての情報を得るために、少なくとも1つの別の第2の検出信号を評価する。
更に、本発明は、本発明の方法による測定装置(62)に関する。 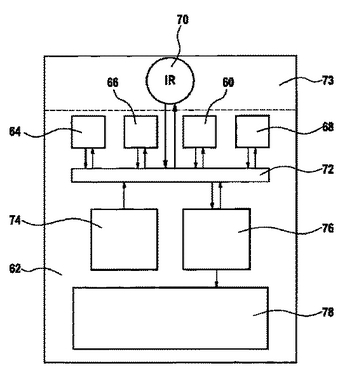 (もっと読む)
(もっと読む)
走査型プローブ顕微鏡の探針先端評価方法
【課題】 使用中の探針の先端が摩耗したとき探針先端の太さの劣化を簡易な手順で評価できる走査型プローブ顕微鏡の探針先端評価方法を提供する。
【解決手段】 この走査型プローブ顕微鏡の探針先端評価方法は、寸法が既知のV字状の溝A1が形成された基準試料11について探針12A,12Bで溝A1を測定する測定ステップS13と、この測定ステップで得られた測定データに基づき探針の先端の太さを推定する推定ステップS15とから構成される。
(もっと読む)
寸法測定システム、寸法測定装置及びマスタ
【課題】 マスタを間違えた誤った校正処理を防止できる寸法測定システムの実現。
【解決手段】 寸法測定装置10と、所定の寸法値の部分を有する複数のマスタ50A,50Bとを備え、所定の寸法値の部分を測定して寸法測定装置を校正する寸法測定システムであって、各マスタは、寸法測定装置がマスタの所定の寸法値の部分を測定する状態にあることを検出する測定状態検出手段55と、寸法測定装置が所定の寸法値の部分を測定する状態にあることを検出したことを示す測定状態信号を送信する無線通信手段とを備え、寸法測定装置は、測定状態信号を受信する無線通信手段37を備え、無線通信手段が測定状態信号を受信している時に校正処理を行う。
(もっと読む)
検査装置及び検査方法
【課題】 検査の信頼性が向上し、欠陥有無判定の自動化ができ、更に、検査の高速化が可能な検査装置及び検査方法を提供する。
【解決手段】 検査対象であるカム7の回転方向周表面を検査する検査装置1は、カム7の表面3次元情報を取得するセンサを備えたセンサヘッド19を有し、センサがカム7の回転に伴いカム7面に対し常に垂直となるように、Z軸上下駆動モータ16を介しセンサヘッド19が上下動できるように構成されている。
(もっと読む)
寸法測定システム及び寸法測定装置
【課題】 煩雑な電源スイッチの操作を必要としない寸法測定装置の実現。
【解決手段】 寸法測定部33と、電源を供給するバッテリィ31とを有する寸法測定装置10と、寸法測定装置10がセットされるとバッテリィ31を充電する充電スタンド20とを備える寸法測定システムであって、寸法測定装置10は、充電スタンドにセットされた状態であるかを検出するセット状態検出回路34を備え、充電スタンドにセットされた状態である時には、バッテリィ31から寸法測定部33への電源の供給を自動的に停止し、充電スタンドにセットされていない状態である時には、バッテリィ31から寸法測定部33へ自動的に電源を供給する。
(もっと読む)
寸法測定システム
【課題】 携帯型測定部を無線通信不能な場所でも使用可能にした寸法測定システムの実現。
【解決手段】 端末無線装置42、寸法測定値を生成する寸法測定部21、及び寸法測定値を表示する表示器24を有する携帯型寸法測定装置16-1,16-2,16-3,16-4と、ベース無線装置35を有するベース装置10とを備え、携帯型寸法測定装置は、生成した寸法測定値をベース装置10に送信する寸法測定システムであって、携帯型寸法測定装置は、端末無線装置がベース無線装置に対して通信可能であるかを検出する無線通信状態検出回路を備え、通信不能状態の時には、寸法測定値をベース装置に送信する動作を自動的に停止すると共に寸法測定値を表示器に表示するようにし、通信可能状態になった時に、生成した寸法測定値をベース装置に送信する動作を自動的に再開する。
(もっと読む)
寸法測定装置
【課題】 高価な表示装置を共通に使用しても操作性が低下しない寸法測定装置の実現。
【解決手段】 複数の寸法測定値を生成する複数の寸法測定部15-1,15-4;16-1,16-4と、複数の寸法測定部の生成する寸法測定値を表示する表示部11とを備える寸法測定装置であって、表示部が同時に表示できる寸法測定値の個数は、複数の寸法測定部の生成する寸法測定値の個数より少なく、表示部に表示する寸法測定値を、複数の寸法測定部の生成する寸法測定値に応じて自動的に選択する表示制御部を備える。
(もっと読む)
測定装置のための評価及び最適化
精度及び正確度に基づいて全体の測定不確実性(TMU)を求めることによって、測定装置を評価し、最適化する方法及び関連したプログラムである。TMUは、線形回帰分析に基づいて、正味残余誤差から基準測定システムの不確実性(URMS)を除去することによって計算される。TMUは、被試験測定システムが製品の実際のばらつきを検出する能力を有するかどうかについて客観的かつより正確に表示する。 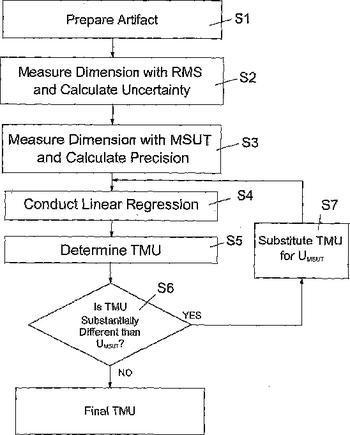 (もっと読む)
(もっと読む)
樹脂製車両部品の計測解析方法
【課題】 塗装された樹脂製車両部品であっても隣接部品との隙間や段差を均一に管理可能な樹脂製車両部品の計測解析方法を提供する。
【解決手段】 射出成形した生地の樹脂製車両部品(2)を隣接部品を含めて形成した生地用マスターモデルMに組付けて樹脂製車両部品(2)の形状および隣接部品との隙間および段差を計測する生地用拘束計測工程と、塗装後の樹脂製車両部品(2)を隣接部品を含めて形成した塗装用マスターモデルMに組付けて樹脂製車両部品(2)の形状および隣接部品との隙間および段差を計測する塗装用拘束計測工程と、生地用拘束計測工程の計測値と塗装用拘束計測工程の計測値とから車両へ組付けられる樹脂製車両部品(2)の形状および隣接部品との隙間および段差の許容値外への変化がいずれの工程に起因して発生しているかを判定するようにした。
(もっと読む)
パターン生成装置及び表面の物理特性を測定するための装置
本発明は、露光装置での使用を対象とするオブジェクトの表面にパターンを書き込むための方法であって、表面を備えた厚さTのオブジェクトをパターン生成装置のステージの上に配置するステップと、表面を多数の測定ポイントに分割するステップであって、隣接する2つの測定ポイントが所定の最大距離を越えない距離Pで間を隔てられているステップと、各測定ポイントにおける表面の勾配を決定するステップと、各測定ポイントのx−y平面における二次元局部オフセットdを勾配及びオブジェクトの厚さTの関数として計算するステップと、前記表面に書き込むパターンを、二次元局部オフセットdを使用して修正するステップとを含む方法に関する。本発明はまた、パターン生成装置、オブジェクトの表面の物理特性を測定するための方法及び装置に関する。 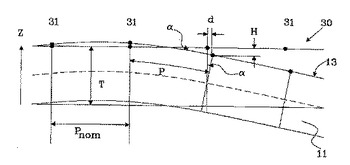 (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]