
Fターム[2F069BB00]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053)
Fターム[2F069BB00]の下位に属するFターム
工作機械 (53)
ロボット;マニピュレータ (25)
ピストン (15)
ペダル
圧延ロール (3)
軸受 (25)
制御棒;燃料棒 (3)
杭 (3)
昇降体 (1)
電子部品 (30)
プリント基板 (9)
ウェハー (70)
ディスク (8)
鋼板 (17)
フィルム;シート (45)
車;列車 (102)
船 (7)
路面 (23)
軌道 (34)
架線 (5)
車輪 (35)
タイヤ (36)
無端ベルト (16)
プロペラ (3)
つり糸
容器 (8)
連続移送体(長尺体を含める) (55)
非連続移送体 (18)
穴;凸部 (15)
その他の特定された測定対象物の種類 (367)
Fターム[2F069BB00]に分類される特許
1 - 20 / 22
面形状測定機、面形状測定方法、及び面形状の測定値の解析方法
【課題】軸を中心として回転対称な非球面部材における非球面の輪郭形状の測定において、軸を挟んだ対称な有効径の範囲全体を対象とすることなく、短い時間で輪郭形状の誤差を高精度に測定可能な面形状測定機、測定方法及び面形状の測定値の解析方法を提供する。
【解決手段】軸Aを挟んだ非対称な範囲Mにおいて、軸Aの一方の側の所定位置から他方の側の別の所定位置までの非球面の輪郭形状を測定し、範囲Mにおける非球面の輪郭形状の測定値を用いて、測定値を得ていない軸Aを挟んだ他方の側の所定範囲に仮測定値として補完し、次いで、軸Aを挟んだ非対称な範囲と仮測定値を補完された範囲とを合わせた範囲において、測定値と仮測定値と非球面の輪郭形状の設計値とを用いて、所定の収束条件を満たすまで収束計算を行なうことにより、非球面の輪郭形状の誤差を算出する。
(もっと読む)
エンジンマウント変位測定方法

【課題】計測器を用いて車両に対するエンジンマウントの変位を迅速且つ正確に測定できるエンジンマウント変位測定方法を提供する。
【解決手段】車両1を定盤11の上に配置して、車両1の車軸方向に基づいて車両基準の座標系P(x、y、z)を決定し、車両基準の座標系P(x、y、z)における計測器21、51の原点位置と、計測器基準の座標系Q(X、Y、Z)におけるエンジンマウントの三次元位置とを用いて所定の座標変換行列式により、車両基準の座標系P(x、y、z)におけるエンジンマウントの三次元位置を算出する。これにより、車両基準の座標系P(x、y、z)におけるエンジンマウントの変位を迅速且つ正確に測定することができる。
(もっと読む)
長軸部を有する物体の長軸部の先端座標と該物体の位置姿勢を定義する手段との3次元相対関係測定方法およびシステム
【課題】 3次元形状測定精度が通常の環境下でも、手術器具のように長軸部を有する物体の先端部と位置姿勢検出用の標識部との3次元相対関係を精度良く較正できる。
【解決手段】 被測定物体10の長軸部の先端部と第1標識部12との3次元相対関係測定方法であって、較正用物体20を被測定物体の長軸部の先端部に取付けるステップと、3次元形状測定装置により被測定物体および較正用物体の立体形状データ群を測定するステップと、立体形状データ群から第1標識部の位置および姿勢と第2標識部21,22,23の位置および立体形状とを算出するステップと、第2標識部の位置および立体形状と当接部と第2標識部との3次元相対関係とに基づいて当接部24の3次元座標を算出するステップと、第1標識部の位置および姿勢と当接部の3次元座標とに基づいて被測定物体の長軸部の先端部と第1標識部との3次元相対関係を算出するステップと、を有する。
(もっと読む)
身体傾斜角計測器および身体ねじれ角計測器
【課題】回旋の測定に大いに役立つ身体傾斜角計測器および身体ねじれ角計測器を提供する。
【解決手段】第1腕22および第2腕23の先端21a、21bはそれぞれ身体の特定部位に突き当てられる。このとき、第1腕22および第2腕23はできる限り水平姿勢に維持される。第1腕22および第2腕23の接触が確保された時点でスイッチボタン32が押される。スイッチ回路は基準軸線17回りで測定開始位置を特定する。第1腕22および第2腕23は最初の測定部位から次の特定部位に移動する。第1腕22および第2腕23の先端は2番目の特定部位に突き当てられる。スイッチボタン32が押されると、スイッチ回路は基準軸線17回りで測定終了位置を特定する。測定開始位置および測定終了位置の間で基準軸線17回りに回転角は測定される。1つの身体傾斜角計測器11で傾斜角の測定および回旋の測定は実現される。
(もっと読む)
形状/加速度測定機器および装置
本発明は、少なくとも2つの場測定センサ対を有する、センサアレイを提供しており、2自由度における場計測が可能である、各センサ対は、2以上の自由度で柔軟基板に搭載されており、場測定センサは、地盤、構造体および生体の動的及び静的形状の精度、及び動的及び静的振動の精度を計測又は改善するために、基板にそって2自由度の方位データを提供する。本発明は、場測定センサにより実現される精度を更に改善するために、追加的な非場測定センサを更に追加する。 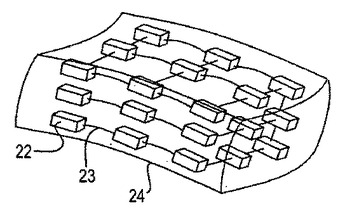 (もっと読む)
(もっと読む)
伝動用チェーン監視システム
【解決手段】伝動用チェーンが、複数のリンクの少なくとも1つに設置されたデータ収集装置を有する。歪みゲージセンサが外側リンクプレートの内向き対向面にその中心線に対して対称的に設置されて該リンクプレートの歪みを測定する。測定値は閾値と比較され、該閾値を超えていれば、チェーンに設置された視覚インジケータを作動させる。データ収集装置は、休止状態と過負荷検出状態との間で該装置を単に切り替える第1のコントローラ装置によって制御することができ、あるいは、第2のコントローラタイプを用いてデータロギング及び分析を行うことができる。 (もっと読む)
センサ装置を備えたボールジョイント並びに負荷を測定するための方法並びに摩耗を測定するための方法
本発明は、例えば自動車の車軸系のためのボールジョイント並びに、ボールジョイントにおける負荷及び摩耗を測定するための方法に関する。ボールジョイントは、ほぼリング状またはポット状のジョイントケーシング1を有しており、そのほぼ円筒状の内室にはボールシェル2が配置されている。ボールシェル2には、ボールピンのボール3が滑動可能に収容されている。さらにボールジョイントは、力若しくは負荷を測定するためのセンサ装置を有している。
本発明によれば、ボールジョイントは、センサ装置が、ボールシェル2の領域に配置された、ジョイントボール1とボールシェル2との間に作用する力もしくは押圧力を測定するための少なくとも2つの圧力もしくは力センサ6から成るセンサ装置4によって形成されていることを特徴としている。
本発明によるボールジョイントは、センサ機器を内蔵しているにもかかわらず堅牢であって、力若しくは、ボールジョイントに作用する負荷のベクトル検出を可能にする。本発明による方法により、ボールジョイントの運転状態若しくは摩耗状態の永続的な監視が、特にボールシェルのプレロード力を測定することにより可能である。 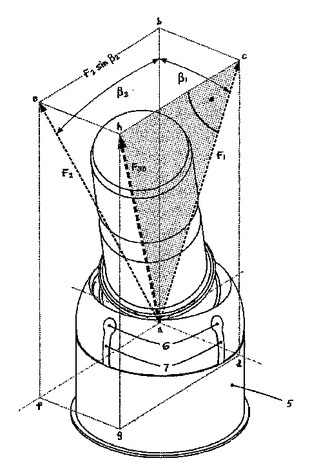 (もっと読む)
(もっと読む)
粉体の接触角測定方法、該粉体の表面自由エネルギー求出方法、該粉体の検査方法及び粉体
【課題】 従来、困難を伴った粉体の加圧成型ペレットを用いる粉体の接触角測定方法に比べて、容易で、かつ、粉体の種類にかかわらず測定することが可能な、新しい粉体の接触角の測定方法を提供する。また、前記測定方法で求めた接触角値を用いる粉体の表面自由エネルギー測定方法、前記接触角測定方法による粉体の検査方法、該検査方法により検査された粉体を提供する。
【解決手段】 下記(1)〜(4)の行程により測定することを特徴とする粉体の接触角測定方法:
(1)粉体をバインダー樹脂に相溶させた相溶体または分散させた分散体を用いて表面占有率の異なる複合体を2種類以上作製する作製工程。
(2)前記2種類以上の複合体の接触角をそれぞれ測定する測定工程。
(3)前記表面占有率の異なる複合体に対する前記測定工程により得られた接触角をプロットするプロット工程。
(4)前記プロット工程により線形回帰直線を求め、求められた前記回帰直線を基に前記粉体の接触角を求める工程。
(もっと読む)
回転角検出機構とそれを適用したパワーステアリング装置
【課題】コストアップすることなくパワーステアリング装置におけるピニオンシャフトの回転角の検出精度を向上させる。
【解決手段】第1ウォームシャフト40に、この第1ウォームシャフト40の回転角を検出する第1回転角センサ28を設け、該第1ウォームシャフト40と噛合する第1ウォームホイール25に、この第1ウォームホイールの回転角を検出する第2回転角センサ29を設ける。そして、前記第1ウォームシャフト40はn条歯に設定すると共に、前記第1ウォームホイール25はnの倍数でない歯数に設定し、前記第1ウォームホイール25と噛合する第1ウォームシャフト40の回転角が前記第1ウォームホイール25の1回転毎に変わるようにする。
(もっと読む)
被計測物装着具及びこれを用いた歯科用補綴物の三次元形状データの作製方法
【課題】 軸心がZ軸を成す回転テーブルと載置台が固定されたXYテーブルと一つのレーザセンサで計測する計測部とを備えた三次元計測装置により断面形状が回転体以外の形状を成す凸状及び/又は凹状の係合部を有する係合部位が顎骨側に突設した歯科用補綴物の係合部位以外の部分の三次元形状データを作製する際に用いる被計測物装着具とこれを用いたデータ作製方法を提供する。
【解決手段】 被計測物装着具2を、円柱状部2aの下面に載置部2bと、円柱状部2aの側面と上面との境界部に傾斜部2cと、円柱状部2aの上面にその上面に装着部2eを有する柱状部2dとで構成し、この被計測物装着具2の装着部2eに歯科用補綴物の模型3を係合し載置台1bに載置した後に、レーザセンサで受光量が急激に低下する箇所を特定して傾斜部2cの下端を検出することにより模型3の係合部位3aの上端を算出し、模型3の係合部位3a以外の三次元座標を作製する。
(もっと読む)
平坦度測定器
【課題】 被測定物の平坦度を効率的に測定可能な平坦度測定器を提供する。
【解決手段】 平坦度測定器110において、センサの移動方式として、X軸方向とY軸方向の2軸走査移動方式ではなく、1軸走査回転方式を導入した。1軸走査回転方式の平坦度測定器を用いることで、センサ位置を任意に移動できるばかりではなく、移動面積を最小限に押さえる事ができるからである。したがって、平坦度測定器の小型化・軽量化を実現することができた。
(もっと読む)
鏡枠及び偏心測定方法
【課題】被検面の形状誤差に関わらず、常に高精度に偏心量を測定できる偏心測定方法等を提供できる。
【解決手段】レンズ枠100cが備える3つの球100d等の位置を測定する第1の基準物位置測定工程と、レンズ100の所定面の形状を測定する光学素子形状測定工程と、レンズ枠100cに関する測定座標系の位置を計算する測定座標系計算工程と、光学素子形状測定工程の測定結果を測定座標系に座標変換する座標変換計算工程と、固定枠140(取り付け部160)によりレンズ枠100cを支持する支持工程と、支持されているレンズ枠100cの球100dの位置を測定する第2の基準物位置測定工程と、レンズ枠100cの基準軸160aに対する偏心量を算出する第1枠体偏心量計算工程と、基準軸160aに対するレンズ100の偏心量を計算する光学素子偏心量計算工程とを有する。
(もっと読む)
ころ形状評価方法
【課題】 ころの形状にばらつきがある場合でも、適切に評価基準を決定して、信頼性の高い形状評価を行うことができるころ形状評価方法を提供することにある。
【解決手段】 ころ形状評価方法において、実際に測定されたころの形状測定値から評価基準を決定する工程と、評価基準を用いてころの形状を評価する工程とを備える。
(もっと読む)
高さデータ推定方法、高さデータ推定用プログラム及び3次元形状測定装置
【課題】 被測定物の測定面の任意の位置における高さデータを高精度にて推定する高さデータ推定方法、高さデータ推定用プログラム、及び3次元形状測定装置を提供する。
【解決手段】 複数のサンプリング位置における高さデータに関して、設計データと測定データとの誤差値を求め(S6)、求まった誤差値にて形成される形状の関数を求める(S6)。そして、該関数に基づいて、被測定物の測定面の任意点における推定誤差値を求めるようにしている(S7)。したがって、上記推定誤差値の精度は、測定データの高さデータに基づき作成される面の曲率半径及び傾斜面角度とは無関係となり、一定となる。よって、従来に比べて、高い精度にてなる推定誤差値を得ることが可能となる。
(もっと読む)
無端ベルト用エレメント検査方法及び検査装置
【課題】 検査の手間を省き、且つ、アセンブリを分解することなく、しかも、検査結果の再現性を高めるようにした無端ベルト用エレメント検査方法及び検査装置を提供する。
【解決手段】 ベルト式無段変速機に用いられる無端ベルト(1)の構成部品であるエレメント(3a)の検査装置(10)において、前記無端ベルトに周回運動を与える運動付与手段(13)と、周回運動中の前記無端ベルトのエレメントの積層周期を計測する計測手段(15、17)と、前記計測手段の計測結果を所定の基準周期と比較して前記エレメントの積層異常箇所を判定する判定手段(18)とを備えたことを特徴とする。
(もっと読む)
金属エレメント検査装置及び金属エレメント検査方法
【課題】 金属エレメントの凹部に噛み込んだ異物の検査を自動化し、以て、効率の改善と検査精度の向上を図る。
【解決手段】 無段変速機用ベルトの金属エレメント(3a)に形成された一方の凹部(3g)をレール(20)に乗せ該レールに沿って多数の金属エレメントを順次に搬送する搬送手段と、前記搬送状態にある金属エレメントの他方の凹部に非接触で挿入される検査棒(26)とを備え、前記金属エレメントの他方の凹部に噛み込んだ異物と前記検査棒との干渉、又は、前記金属エレメントの一方の凹部に噛み込んだ異物による金属エレメントの前記レールからの浮き上がり部分と前記検査棒との干渉によって該異物の存在の有無を検査する。
(もっと読む)
ガスタービン動翼のチップシュラウド変形計測装置及び方法
【課題】 ガスタービン動翼をタービンディスクに組込んだ状態でガスタービン動翼の1本1本のチップシュラウドの高さを計測できるガスタービン動翼のチップシュラウド変形計測装置を提供することである。
【解決手段】 ガスタービン動翼2のチップシュラウド3の上部に位置するように天井部13を配置し、ガスタービン動翼2のエンジェルフィンの外周面に接して天井部13を支持する脚部12を設け、エンジェルフィン9の外周面位置を基準としてチップシュラウド9の位置を計測する計測部14を天井部13に取り付ける。これにより、タービンディスク1よりガスタービン動翼2を分解することなく、かつ精度良く、ガスタービン動翼2のチップシュラウド9の変形計測をかのうとする。
(もっと読む)
形状測定装置及びこれを用いた形状測定方法
【課題】両面非球面レンズの偏心測定に要する時間を短縮する。
【解決手段】形状測定装置10には、Yテーブル13,Xテーブル14,Zテーブル15が設けられている。Zテーブル15には、第1プローブ16と第2プローブ17が正対して設けられている。第1プローブ16と第2プローブ17の間にはレンズ保持枠18が設けられ、偏心測定の対象となる両面非球面レンズが保持される。第1プローブ16と第2プローブ17は互いの位置関係が保たれながら移動するから、各プローブに対するレンズ位置のズレが生じない。第1プローブ16によりレンズ前面の形状を測定し、第2プローブ17によってレンズ後面の形状を測定すると、各非球面の光軸の位置が算出され、両面間の偏心量が求められる。
(もっと読む)
樹脂製摺動部品の摩耗量予測方法及びそれを使用した樹脂製摺動部品の設計方法
【課題】 熱可塑性樹脂製擢動部品の精度の高い摩耗量の予測方法と、これを用いて所定時間使用後の摩耗量を所定の値以下とする樹脂製摺動部品の設計方法を提供することである。
【解決手段】 摺動部品の摩耗量Yを下記(1)〜(4)により予測する。
(1)二つの摺動部品と同じ材料の標準試験片の限界PV値Pvを標準条件中で測定し、限界滑り線速度Vcを求める。
(2)Vc、摺動面圧P、滑り線速度V、低樹脂流動温度Tm、雰囲気温度Trから、摺動面温度Tを式(i):T=(V/Vc)×(Tm-23)+Trにより推算する。
(3)標準試験片と同じ試験片から温度Tにおける比摩耗量Aを測定する。
(4)比摩耗量A、摺動距離Dと摺動面負荷荷重Fから、摩耗量Yを式(ii):Y=A×D×Fにより推算する。
(もっと読む)
表裏面の偏心及び傾きの測定方法及びその装置
【課題】 レンズ等の表裏面の偏心及び傾きを高精度に測定する表裏面の偏心及び傾きの測定方法及びその装置を提供する。
【解決手段】 レンズ202と真球203a,203b,203cの形状を表面側及び裏面側から測定可能な被測定物保持治具201を用いてレンズ202の三次元形状データと真球203a,203b,203cの中心点座標を測定し、真球203a,203b,203cの中心点座標を基準にレンズ202の表裏面の三次元形状データを合成し、レンズ表裏面合成データからレンズの表面と裏面との間の偏心及び傾きを算出する。
(もっと読む)
1 - 20 / 22
[ Back to top ]