
Fターム[2F069BB01]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の種類 (1,053) | 工作機械 (53)
Fターム[2F069BB01]の下位に属するFターム
刃;工具 (15)
Fターム[2F069BB01]に分類される特許
1 - 20 / 38
長さ測定装置
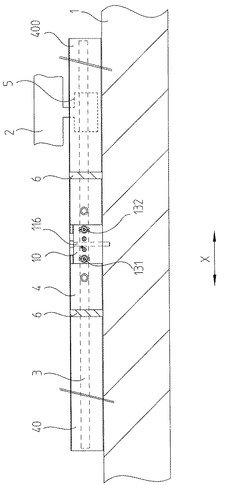
【課題】高い測定精度を備える良好に操作可能で安定した長さ測定機を提供する。
【解決手段】スケール3が中空成形部材4内に保護されるように配設されたカプセル化された長さ測定装置において、基準点を構成するため、固定要素10が設けられ、この固定要素が、一方で、スケールを固定装置10に位置不動に固定し、他方で、測定すべき対象1に位置不動に固定可能であり、固定要素10が、更に、固定要素10を測定方向Xに移動可能に中空成形部材4内に固定する少なくとも1つの長さ補正要素を備え、この少なくとも1つの長さ補正要素が、特に、測定方向Xの補正運動だけを可能にする固体ジョイント131,132の装置の形態に形成されている。
(もっと読む)
幾何誤差計測システム

【課題】不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供する。
【解決手段】幾何誤差計測システムSは、予め幾何誤差の閾値を設定可能な閾値記憶領域25と、同定した幾何誤差が閾値を上回っている場合にその事態を報知する出力手段32と、幾何誤差設定値を更新記憶可能なパラメータ記憶領域26とを有している。そして、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいは算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差設定値を自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。
(もっと読む)
工作機械用測定方法
【課題】本発明は、工作機械上の被加工物を測定する方法及び装置を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。また、いくつかの方法で前提の機械位置の値と実際の値との間の誤差を補償する。
(もっと読む)
工作機械における工作物測定方法およびその装置
【課題】計測器を別途使用しなくても、工作物測定用の測定ヘッドが本来有している測定機能を有効利用して測定ヘッドの3次元オフセットを取得して、測定ヘッドで工作物を測定する工作物測定方法を提供する。
【解決手段】工作機械に取付けられた測定ヘッド10を所定角度旋回させて基準球30を第1の方向E1と第2の方向E2から測定することによって、基準球における中心点A1の座標を取得する。測定ヘッドが基準球の中心点を第1の方向から測定したときの測定ヘッドの第1の機械座標と、測定ヘッドが基準球の中心点を第2の方向から測定したときの測定ヘッドの第2の機械座標とに基づいて、測定ヘッドの3次元オフセットを取得する。その後、測定ヘッドの3次元オフセットを使用して、工作物を測定ヘッドで測定する。
(もっと読む)
回転装置の回転角度測定装置及び回転角度測定方法
【課題】加工装置の回転装置の回転角度を容易に精度よく測定することができるとともに、測定時間の短縮と作業コストの削減を可能にする回転装置の回転角度測定装置及び回転角度測定方法を提供することを目的としている。
【解決手段】回転角度測定装置1は、加工装置のテーブル2の上に設けられたエンコーダ取付台3と、このエンコーダ取付台3に載置されたエンコーダ4と、エンコーダ4に取り付けられたVブロック取付台5上に載置されたVブロック6と、回転装置7に取り付けられたボールプランジャ取付台8に設置されたボールプランジャ9、偏芯変位計10及び偏角変位計11と、回転角度指令装置12(加工機の制御装置)から回転装置7に指令された回転角度を検出する検出部13と、エンコーダ4、偏芯変位計10、偏角変位計11及び検出部13からの出力信号を処理する演算装置14とで構成されている。
(もっと読む)
回転位置検出装置およびレーザ加工機
【課題】ドグの有無を検知するためのセンサからの信号のみを用いることで、360°以上の回転ストロークを有する回転軸の回転位置を検出すること。
【解決手段】原点センサ16cにてドグ20cが検知されるとともに、OT+センサ16aおよびOT−センサ16bにてドグ20a、20bがそれぞれ検知されない時に加工ヘッド13が原点位置にあると判別し、原点センサ16cにてドグ20cが検知されるとともに、OT−センサ16bにてドグ20bが検知されることなく、OT+センサ16aにてドグ20aが検知された時に加工ヘッド13が+360°だけ回転したと判別し、原点センサ16cにてドグ20cが検知されるとともに、OT+センサ16aにてドグ20aが検知されることなく、OT−センサ16bにてドグ20bが検知された時に加工ヘッド13が−360°だけ回転したと判別する。
(もっと読む)
走査運動誤差測定方法
【課題】特別な外部基準を必要としないため簡便、低コスト、迅速、低設置面積といった特徴を持つ走査運動誤差測定方法において、従来、取り除くことのできなかったスピンドル回転誤差の影響を低減できる走査運動誤差測定方法を提供する。
【解決手段】旋盤や円筒研削盤上において作製した加工対象である被加工物5をスピンドル3から取り外すことなくそのまま測定の基準として用いて、被加工物5を搭載したスピンドル3の回転中心軸4に対して工具Tと正対する位置に変位検出器Bを配置し、回転中心軸4に沿ってスライドにより走査しながら得られた変位検出器Bの出力から、回転中心軸4を基準としたスライド走査機構の持つ運動誤差を測定する装置において、回転中心軸4の整数回転分の平均を求めることにより、回転中心軸4の運動誤差の影響を低減する。
(もっと読む)
工作機械の状態検知装置および方法
【課題】被加工物と工具取付け軸の位置を常に正しく検知しながら正しい寸法の加工物が得られる工作機械の状態検知装置および方法を提供する。
【解決手段】数値制御自動工作機械1において工具取付け軸6はX軸方向の正逆両方向へ駆動され、工具保持部材7はZ軸方向の正逆両方向へ駆動され、移動テーブル13はY軸方向の正逆両方向へ駆動される。工具取付け軸6先端の工具8は移動テーブル13上に固定して載置される被加工物に対して相対的にXYZの3次元方向へ移動しながら被加工物を所定に形状に加工する。工具取付け軸6の下部に配設された波動発信器9から所定の波動エネルギーが常時発信され、据付テーブル3の一方(図の左方)の端部の2個の波動受信機12a、12b、長短4本の波動受信機設置アーム14a、14b、15a、15bに設けられた4個の波動受信機12c、12d、12e、12fにより常時工具取付け軸6の位置と被加工物との位置関係を検出しながら工具8により被加工物が加工される。
(もっと読む)
非真円形穴加工方法および非真円形穴加工装置
【課題】高速かつ高精度でワークを加工できる非真円形穴加工方法を提供すること。
【解決手段】非真円形穴加工方法は、シリンダブロックに既に形成された断面非真円形状のボアと同一形状のボアを、シリンダブロックに形成する。すなわち、既に形成されたボア軸線上に複数の測定点を設定し、これら複数の測定点それぞれでのボアの内径形状を測定して、内径形状データとして取得する内径形状データ取得工程と、内径形状データを周波数解析し、0次からn次(nは自然数)までの周波数成分の振幅値および位相値を分析内径形状パラメータとして算出する分析内径形状パラメータ算出工程と、前記内径形状パラメータを、加工装置の電子記憶媒体に記憶させる分析内径形状パラメータ記憶工程と、を備える。
(もっと読む)
回転構造物の位置制御方法
【課題】精度の高い位置制御を実施することができ、より高精度な加工等の実現に寄与することができる回転構造物の位置制御方法を提供する。
【解決手段】回転構造物のねじり剛性係数Kθを用いて角度誤差Δθを算出する第1工程と、回転構造物のたわみ剛性係数Kδを用いて、角度誤差Δθの補正により生じる位置誤差δY、δZを算出する第2工程と、角度誤差Δθ及び位置誤差δY、δZを補正量として出力する第3工程とを実行するようにした。当該位置制御方法によれば、角度補正により回転軸以外の軸方向に位置誤差が生じたとしても、該位置誤差を補正することが可能となり、精度の高い位置制御を実行することができる。
(もっと読む)
回転構造物の位置制御方法
【課題】精度の高い位置制御を実施することができ、より高精度な加工等の実現に寄与することができる回転構造物の位置制御方法を提供する。
【解決手段】回転構造物1の制御対象位置Rに応じて、ねじり剛性係数KθRを予め設定されたテーブルからの選択又は予め設定されている所定の関数にもとづく算出により決定する第1工程と、決定したねじり剛性係数KθRを用いて角度誤差Δθを算出する第2工程と、角度誤差Δθを補正量として出力する第3工程とを実行するようにした。このように制御対象位置に応じてねじり剛性係数KθRを選択するため、回転構造物の各位置における変形量を正確に推定可能であり、正確な位置制御を実行することができる。
(もっと読む)
測長装置
【課題】
費用をかけずに製造可能である、測定精度が高くかつ再現性がある測長装置を提供することである。
【解決手段】
両連結部(141,142)の少なくとも一つが、少なくとも接触部(P)の領域内ではセラミック材料でできていることにより解決される。
(もっと読む)
モジュラー測定プローブ
【課題】ベースモジュール(20、120)に取り付けできるスタイラスモジュール(22、122)を備えるタッチトリガプローブなどの測定プローブを提供すること。
【解決手段】スタイラスモジュール(22、122)は、筺体と、筺体に移動可能なように取り付けられているスタイラスホルダ(24、132)とを備える。ベースモジュール(20、120)は、筺体に対するスタイラスホルダ(24、132)の移動を示す測定データを生成するための測定部(36、124)を備える。スタイラスモジュール(22、122)は、内蔵故障モードを有し、それによって、実質的な所定の稼働寿命を有する。一実施形態では、内蔵故障モードは、バッテリ(34)をスタイラスモジュール(22)内に一体化することによって実行される。また、スタイラスモジュール(122)の構成要素が、特定の量の使用後に、その内部で突発的に機能しなくなる機械的故障モードを実行することもできる。
(もっと読む)
位置検出装置の取付構造
【課題】 取付面に段差等が存在する取付基台部に対して長尺のスケール部材でも全長に亘って水平状態等が保持される取り付けが行われる。
【解決手段】 段差7を跨って取付基台部3上に取り付けられるスケール部材5が、高位領域3Aを基準面として高位対向部位5Aを取付ボルト15により固定しかつ低位対向部位5Bを基準面との高さ位置を補正する取付ボルト17と高さ調整カム部材18と保持リング部材20とから構成される高さ調整取付ボルトユニット16により固定する。
(もっと読む)
可動情報を伝送するための位置測定装置及び方法
【課題】数値制御機械等において、制御部へ正確なデータを伝送する位置測定装置を提供する。
【解決手段】位置測定装置は、位置測定ユニット10、速度測定ユニット20、算術ユニット30、及びインターフェースユニット40を持つ。位置測定ユニット10で2つの測定値(P;Pn;Pn−1)が測定され、速度測定ユニット20で物体の移動値vが算出される。算術ユニット30は測定値(P;Pn;Pn−1)及び移動値vが供給されて、シーケンス電子部100における実際の測定値(P;Pn;Pn−1)の測定間の時間間隔を特定し、移動値vの訂正値Kを算出する。そのために、訂正値Kのデータワード幅が、移動値vのデータワード幅より実質的に小さい。
(もっと読む)
測長装置
【課題】筐体(22)内に配置された基準尺(20)と基準尺(20)から間隔を開けたスキャナカートリッジ(10)から成る測長装置に関する。
【解決手段】スキャナカートリッジ(10)は、基準尺(20)の互いに垂直な方向を向いた二つの案内面(201,202)上を移送されるとともに、磁気力によって、これらの面(201,202)に押し付けられる。スキャナカートリッジ(10)内には、永久磁石(161,162)が配置されるとともに、筐体(22)の溝(231,232)内には、スチールベルト(261,262)が嵌め込まれており、基準尺(20)の面(201,202)に対してスキャナカートリッジ(10)を押す磁気力が、永久磁石(161,162)とスチールベルト(261,262)との相互作用によって生じる。
(もっと読む)
測長装置
【課題】
本発明の根底をなす課題は、高い測定精度を備えた測長装置を提供することにある。
【解決手段】
電気構成部品(13)で発生した熱を帯行体(14)に伝達するように、
かつ測定方向Xに対して少なくとも横方向での、帯行体(14)と走査ユニット(10)の間の相対運動を許容するように設計されている熱伝導部材19を備えていることにより解決される。
(もっと読む)
角度割り出し精度測定装置、及び角度割り出し精度測定方法
【課題】
回転移動軸の角度割り出し精度測定を容易し、測定時間の短縮とコストの削減を可能にする角度割り出し精度測定装置、及び角度割り出し精度測定方法を提供すること。
【解決手段】
エンコーダ11と、エンコーダ11の摺動抵抗の大きさに対応する外径形状と長さとを有する取付けシャフト12と、補正値を算出する演算部とを備えた角度割り出し精度測定装置10により回転移動軸13の角度割り出し精度を測定する。
(もっと読む)
金属材料の成形加工方法及び成形加工装置列
【課題】打ち抜き破面に加工が加わる成形品の歩留まりを向上させる。
【解決手段】上流側から順に、金属材料の打ち抜き加工手段9と、打ち抜き後の打ち抜き破面のだれ率、せん断面率、破断面率のいずれか1つ以上を測定する測定手段(10に付属)と、打ち抜き後の金属材料を成形する成形手段11を有することを特徴とする金属材料の成形加工装置列と、測定された打ち抜き破面の情報から、打ち抜き金型の調整と製品の不良判定を行うことを特徴とする金属材料の成形加工方法。
(もっと読む)
少なくとも一つの検出電線を備える測定システム
【課題】測定システムの構成と作動に実質的に影響することなしに、制御ユニットと測定システムとを接続するために必要な電線の数が減少され得る測定システムを提供する。
【解決手段】測定システムの状態を検出し且つ状態を示す検出信号を測定システムと接続できる制御ユニットに伝送するために、接触電線として設けられている少なくとも一つの検出電線を備え、少なくとも一つの測定量を検出する測定システムに関する。切換ユニットは、その検出電線が切換ユニットの接続状態に依存して検出信号を伝送する接触電線として或いは検出信号と異なるデータ信号を伝送するデータ電線として使用されるように、測定システムの少なくとも一つの検出電線に切換接続されることが設けられている。
(もっと読む)
1 - 20 / 38
[ Back to top ]