
Fターム[2F069CC04]の内容
測定手段を特定しない測長装置 (16,435) | 測定対象物の形状 (493) | 柱状 (86)
Fターム[2F069CC04]の下位に属するFターム
円柱状 (77)
Fターム[2F069CC04]に分類される特許
1 - 9 / 9
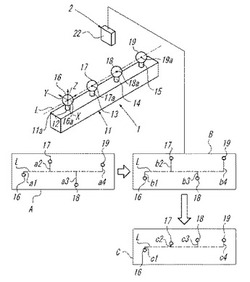
非接触座標測定機の真直度評価方法および真直度評価装置
【課題】
非接触座標測定機の真直度の評価作業に時間が掛からないようにする。
【解決手段】
直方体形の基材11と基材11の長さ方向に間隔を介して固定された複数の球体16,17,18,19とからなる評価用標準器1を高精度の接触座標測定機で測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての校正値Aを得る第1の手順と、評価する非接触座標測定機2で評価用標準器1を測定して評価用標準器1の球体16,17,18,19の中心の位置の真直度についての測定値Bを得る第2の手順と、測定値Bから校正値Aを引いた補正値Cから非接触座標測定機2の真直度を評価する第3の手順とを実行する。
(もっと読む)
長尺材の変位量測定装置

【課題】長尺材のうねり(変位量)を簡易かつ正確に測定することができる長尺材の変位量測定装置を提供する。
【解決手段】変位量測定装置は、定速走行部1と、架台2と、加速度計3と、記録計4とを備える。定速走行部1は、上下方向に伸びる長尺材(ガイドレールR)に沿って定速で走行する。架台2は、この定速走行部1と共に長尺材に沿って移動される。加速度計3は、架台2の平面方向の加速度を計測する加速度計であって、長尺材のうねりに応じて傾いた架台2の平面方向に生じる重力の加速度成分を計測する。記録計4は、加速度計3の計測結果を記録する。この計測結果と定速走行部1の走行速度とを利用することで、長尺体の変位量を演算により求めることができる。
(もっと読む)
計測装置、及び計測方法
【課題】物体のサイズを簡易かつ迅速に計測することである。
【解決手段】計測装置10は、超音波センサ111と、加速度センサ112と、地磁気センサ113と、算出部13とを有する。超音波センサ111は、所定の測定点と、当該測定点を通過する直線と面との交点との距離を測定する。加速度センサ112と、地磁気センサ113とは、上記測定点と上記交点とにより形成される角度を算出する。算出部13は、測定された上記距離、または、算出された上記角度を用いて、物体を計測する。
(もっと読む)
センサホルダ及びセンサ支持装置
【課題】棒状のセンサホルダに取り付けた3つのセンサにおける鉛直方向の位置ズレを抑制する。
【解決手段】予め決められた孔HL1〜HL3にセンサSS1〜SS3を固定して検出軸方向を鉛直方向に向けた時の、センサホルダSHのたわみ量は、2点支持の梁の集中質量と分布質量を考慮して計算できるので、3つのセンサSS1〜SS3の固定位置の重力によるたわみが等しくなる位置が定まるため、孔HL1〜HL3にセンサSS1〜SS3を配置するのみで、センサSS1〜SS3の鉛直方向のズレがゼロとなる。これにより精度の良い測定が可能となる。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 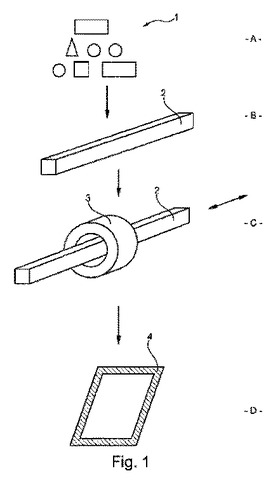 (もっと読む)
(もっと読む)
スロットロッドのスロット形状検出方法
【課題】 SZonSZスロットの反転角及び捻回ピッチを高精度に連続測定することができるスロットロッドのスロット形状検出方法を提供すること。
【解決手段】 スロットロッドの軸中心に対するスロットの回転角を一定周期でスキャンして検出した値を保持し、現在の回転角の値Aと現在より所定の時間T前にスキャンした回転角の値Bとを比較し、比較値が、値Aが値Bより継続して大きいときから値Aが値Bより継続して小さくなるまでの過程で値Bが値Aの値を超えたとき、または等しくなったときから1/2T前時間における回転角を、回転角の極大の反転部PUA1,PUA2……として検出し、比較値が逆の大小傾向を示すときには値Aが値Bの値を超えたとき、または等しくなったときから1/2T前における回転角を、回転角の極小PLA1,PLA2の反転部として検出することで、反転角及び捻回ピッチが高精度に連続測定できる。
(もっと読む)
剛体電車線凹凸測定装置
【課題】構造が簡単で、測定操作が比較的に容易であり、しかも凹凸を高精度で簡易に測定することができる剛体電車線凹凸測定装置を提供する。
【解決手段】本発明の剛体電車線凹凸測定装置は、レール2上を移動する自走式架線工作車1に固定される固定枠6と、この固定枠6に対して可動する可動枠7と、可動枠7に固定されて剛体電車線のパンタグラフ摺接面との間の変位を非接触状態で測定する計測するレーザ変位センサ10と、レーザ変位センサ10の上下振動の加速度を計測する上下加速度センサ9とからなる。
(もっと読む)
検出器支持装置
【課題】種々のワークに対して検出器の検出方向をワンモーションで切換え、円筒外周面、内周面及び平面の測定を容易に行うことのできる検出器支持装置を提供すること。
【解決手段】検出器支持装置10を、ワークWに対して相対的に直線移動可能な保持台21に一端が固定され、他端に回転軸心RCを有する第1のアーム11と、回転軸心RCを中心に第1のアーム11に対して回転自在に設けられ、先端に検出器31を取り付ける第2のアーム12とで構成し、回転軸心RCを、移動軸HCに対して45°傾斜した平面上に設けるとともに、移動軸HCに対して45°傾斜した平面に対して45°傾斜した平面でかつ移動軸HCを含む平面への投影図において、移動軸HCに対して45°傾斜して設け、第2のアーム12に取り付けられた検出器31の軸心KCが回転軸心RCと交差するように構成した。
(もっと読む)
ガスタービン動翼のチップシュラウド変形計測装置及び方法
【課題】 ガスタービン動翼をタービンディスクに組込んだ状態でガスタービン動翼の1本1本のチップシュラウドの高さを計測できるガスタービン動翼のチップシュラウド変形計測装置を提供することである。
【解決手段】 ガスタービン動翼2のチップシュラウド3の上部に位置するように天井部13を配置し、ガスタービン動翼2のエンジェルフィンの外周面に接して天井部13を支持する脚部12を設け、エンジェルフィン9の外周面位置を基準としてチップシュラウド9の位置を計測する計測部14を天井部13に取り付ける。これにより、タービンディスク1よりガスタービン動翼2を分解することなく、かつ精度良く、ガスタービン動翼2のチップシュラウド9の変形計測をかのうとする。
(もっと読む)
1 - 9 / 9
[ Back to top ]