
Fターム[2F069EE00]の内容
測定手段を特定しない測長装置 (16,435) | 補正;補償 (408)
Fターム[2F069EE00]の下位に属するFターム
Fターム[2F069EE00]に分類される特許
1 - 20 / 53
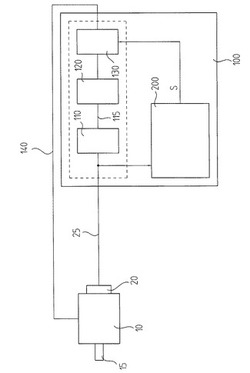
位置対応値のチェック方法及び位置対応値のチェックのための監視ユニット
【課題】誤差(エラー)のある位置対応値を検出する方法及び監視ユニットを提供すること。
【解決手段】動作確認時間差の時間間隔において位置測定装置20からの位置対応値が供給される監視ユニット200により位置対応値をチェックする方法であって、移動量対応値を少なくとも2つの位置対応値及びこれらの入力時間差により算出するステップと、少なくとも2つの位置対応値に続くチェックすべき位置対応値に対する期待値を、移動量対応値及びチェックすべき位置対応値の入力までの時間から得られる位置変化量と、少なくとも2つの位置対応値とを合計して算出するステップと、期待値と最大位置差から位置期待値差を決定するステップと、チェックすべき位置対応値を位置期待値差と比較するステップと、該比較の結果を示す信号を出力するステップとを行う。
(もっと読む)
測定方法及び形状測定装置

【課題】センサ1本だけを用いた繰返し走査型の2点法で高い測定精度を実現する新しい測定方法及び形状測定装置を提供する。
【解決手段】回転ガイドRGの周囲を走査用回転部SRを相対回転させ、それと共にセンサS1が被測定対象OBの周囲を回転し外周の凹凸を検出するので、変位センサS1の出力が不図示のエンコーダの信号に同期して出力される。回転軸線Xの交差位置を変えずに被測定対象OBと検出部保持台BSとを走査方向に所定の角度だけ回転変位させる。回転ガイドRGの周囲を、走査用回転部SRを相対回転させるとそれと共にセンサS1が被測定対象OBの周囲を回転し、その出力を取得することで(4)ー(6)式が求められ被測定対象OBの形状だけを求める差分が得られる。
m1(θ)=f(θ)+ex(θ)(4)、m2(θ)=f(θ+φ)+ex(θ)(5)、m2(θ)−m1(θ)=f(θ+φ)−f(θ)(6)
(もっと読む)
操舵角検出装置および操舵角検出方法
【課題】測定作業の容易化およびコストダウンを図る上で有利な操舵角検出装置および操舵角検出方法を提供する。
【解決手段】ステアリングホイール2の非円形部2Dは、ステアリングシャフト方向、すなわち、回転軸方向から見て回転軸の周りに非円形を呈している。操舵角検出装置10は、ステアリングホイール2の非円形部2Dの回転軸の半径方向における変位量と、ステアリングホイール2の回転方向とを検出すると共に、変位量と操舵角とを対応付けたデータテーブルから操舵角を特定して出力すると共に、操舵角の特定は、検出された変位量と、直近の操舵角と、ステアリングホイール2の回転方向とに基づいて行う。
(もっと読む)
移動情報検出方法、移動情報検出プログラム、計測装置、光学系、露光装置及びデバイスの製造方法
【課題】位置センサを用いた移動部材の移動情報の検出精度を向上させることができる移動情報検出方法、移動情報検出プログラム、計測装置、光学系、露光装置及びデバイスの製造方法を提供する。
【解決手段】ステップS11では、レンズをZ軸方向及びθx方向に移動させると共に、複数の位置で位置センサを用いてレンズのY軸移動量dを検出させ、さらに、Y軸移動量dを検出したときのレンズのZ軸方向に関する位置及び傾斜角を検出させる。そして、ステップS12,13では、位置センサのスケールの傾き角度θを算出させる。その後、算出した傾き角度θに基づいて、位置センサを用いてレンズのY軸移動量dが補正される。
(もっと読む)
非接触式計測器を水中計測器とする補助装置
【課題】船舶プロペラの水中での粗度測定を、小さな測定面及び曲面でも簡単に計測可能な方法を提供する。
【解決手段】保護箱1に入れられた非接触式計測部をダイバーが測定面4に押し付け、気体供給ホース6より送られてきた気体を送気排水バルブ7から囲い部9に気体を送り、囲い部9にある水を、余水溜まり部10を経由して排水口20若しくは排水弁16より排水する。
(もっと読む)
組付部の位置算出方法、及び、組付部の位置算出システム
【課題】部品を組付けた状態や完成車の状態で組付部が内部に隠れていたり、ボデーや他の部品によって遮られていたりする場合でも、前記組付部の実際の位置を定量的に把握することにより、前記部品の組付精度を簡易かつ迅速に計測することができる、組付部の位置算出方法、及び、組付部の位置算出システムを提供する。
【解決手段】本発明に係る組付部の位置算出方法は、各部品の連結前における外形形状をそれぞれ測定する第一測定工程と、組付構造の連結部の外形形状を測定する第二測定工程と、第一外形データ51及び第二外形データ52と、連結部外形データ53とのそれぞれの外形線が重なるように位置合わせを行う整合工程と、設計データ61と、組付構造外形データ54との、それぞれの外形線が重なるように位置合わせを行う位置算出工程と、を備える。
(もっと読む)
軌道検測のための検出器ユニット
【課題】
光学的変位センサを搭載する検出器ユニットを堅牢な構造にしなくても台車に取付けることが可能で一般の営業車両にも取付けることができるように小型軽量化した軌道検測のための検出器ユニットを提供することにある。
【解決手段】
この発明は、レールの横断方向、すなわち、台車の横梁方向に沿って設けた収納ケースに内装する内装フレームを水平板フレームとこれから起立する垂直板フレームで構成し、光学的変位センサは垂直板フレームの両端にそれぞれ設ける。内装フレームの両端を緩衝部材を介して収納ケースに取付け、質量が大きいジャイロを水平板フレームの中央部付近に搭載する。
(もっと読む)
センサクリアランスの電子的自己校正
【課題】多チャネルクリアランスセンサシステムの自己校正システムを提供する。
【解決手段】自己校正システム110は、固定物体と回転物体との間の少なくとも1つのクリアランスパラメータ信号を測定する少なくとも1つのセンサを有する。このセンサからの出力は、クリアランスパラメータ信号のオフセット誤差を求めるよう構成されたオフセット補正部137により、クリアランスパラメータとして処理され、このパラメータは、レベルシフタ120において用いられる。このレベルシフタは、クリアランスパラメータ信号と切替可能に結合されている。レベルシフタからの出力は、増幅及びデジタル変換可能であり、信号レベル解析器154により処理されて、チャネル利得信号が求められる。
(もっと読む)
コークス炉の移動機の位置検出装置及び位置検出方法
【課題】コークス炉の移動機の現在位置を正確且つ安価に検出できる位置検出装置及び位置検出方法を提供する。
【解決手段】位置検出装置は、レール31〜35に接し移動機21〜25の移動に伴って回転するローラ42の絶対的な回転角度を測定するアブソリュート回転角度検出装置41を備え、移動機21〜25の現在位置を示す位置情報を出力する位置情報出力手段と、位置情報出力手段により出力された移動機21〜25の位置情報の誤差を修正する誤差修正手段と、を備える。誤差修正手段は、コークス炉10に設置された基準標識51と、移動機21〜25に搭載され基準標識51を検出する非接触式センサ52と、非接触式センサ52により基準標識51を検出した場合には、その時点において位置情報出力手段から出力された移動機21〜25の位置情報を、基準標識51に予め付与された基準位置情報に置換する位置情報置換手段と、を備える。
(もっと読む)
光学式やタッチプローブ型の測定機構部及び軸体支持機構部を有する軸体測定装置及び該装置による軸体の諸元及び精度の測定方法
【課題】 一体構造の装置で任意の形状の軸体の各部の諸元,精度等を効率的に、かつ高精度に測定できる軸体測定装置及びそれによる軸体の諸元及び精度の測定方法を提供する。
【解決手段】 軸体測定装置100は軸体200の外径,真円度,振れ,偏芯,キズ等を測定する光学式測定機構部1と、軸体200の幅寸法や振れ等を測定するタッチプローブ型測定機構部2と、軸体200を支持する軸体支持機構部3と、これ等の制御部4等を一体構造に配置したものからなる。また、タッチプローブ型測定機構部2の接触子2a等の位置調整等を行う接触子補正具7が設けられている。また、測定方法の1つとして外径寸法は軸体200に光学式測定機構部1の投光部1aから光線を当てて通過光線を受光部1bで測定することにより容易に求められる。
(もっと読む)
物理量検出装置、手ぶれ補正装置及びカメラ
【課題】比較的簡単な構成でありながら、重力加速度の影響が補正された物理量を検出可能な物理量検出装置、手ぶれ補正装置及びカメラを提供すること。
【解決手段】物理量検出装置1は、第1の周波数信号906を出力する第1の発振部10、第2の周波数信号908を出力する第2の発振部20、第2の発振部20に対する発振制御電圧904を生成する発振制御部50、第1、第2の周波数信号の位相差を検出して速度検出信号902を生成する速度検出部40、物理量検出信号910を生成する検出信号生成部30を含む。第1、第2の振動子の少なくとも一方は発振周波数が変化する加速度検出素子であり、発振制御部は、制御信号912に基づいて、第2の周波数信号の周波数を第1の周波数信号の周波数と一致させるように発振制御電圧を生成するか保持するかを選択し、検出信号生成部は、保持された発振制御電圧と速度検出信号に基づいて物理量検出信号を生成する。
(もっと読む)
金属帯板の形状測定装置
【課題】コンパクトな構造で、金属帯板の材質によらず精度よく形状を測定することができ、データ伝送においても外乱が小さい金属帯板の形状測定装置を提供する。
【解決手段】金属帯板1が巻き付けられるように設置され、表面に1本以上の螺旋溝30が形成され、螺旋溝30に径方向に貫通する穴である溝部穴40が2箇所以上形成される中空円筒10と、中空円筒10に嵌合する薄肉円筒20と、中空円筒10の内部を貫通し、この中空円筒10を回転可能に支持する静止軸50と、静止軸50の軸方向におけるそれぞれの溝部穴40に対応する位置に設置され、金属帯板1を薄肉円筒20に巻き付けたときの薄肉円筒20の変位を測定するセンサ60と、センサ60により測定した薄肉円筒20の変位から、金属帯板1の板幅方向における張力の分布を演算する演算手段120とを備えた。
(もっと読む)
測定装置及び測定方法
【課題】水準器やオートコリメータの特性を十分に生かすために静止状態で用いて、基準定規を反転の代わりに走査方向にシフトすることで、改良型反転法と同様の効果を上げ、センサを多くて2本、少なければ一本で測定システムを構成することで3点法のようなセンサのドリフト特性の不整の影響を受けにくい測定装置及び測定方法を提供する。
【解決手段】被測定面の形状を間隔D毎に測定してその差分を得るために、比較用の補助基準を測定走査方向に間隔Dだけシフトして、更に測定を行うことで、シフト前後の補助基準の変形の影響を最小限に抑えることができる。このシフトを使う方法では、シフト前後の補助基準の姿勢変化が測定形状の放物線誤差になるが、これを水準器やオートコリメータ等の傾きセンサで測定して、補正する手段をとるので、測定結果より放物線誤差を有効に排除できる。
(もっと読む)
変位計測装置
【課題】回転によって変位する被測定物の初期位置から計測方向への変位を正確に計測することができる変位計測装置を提供する。
【解決手段】被測定物に設けられ、初期位置において基準面と平行な延在方向に延びるように形成されたターゲット2と、センサ本体を備えかつターゲット2とセンサ本体との計測方向の距離を計測するセンサ部と、センサ部からの出力に基づいて被測定物の計測方向の変位を算出する演算部と、を有し、ターゲット2のセンサ本体に対向する計測面2aには、ターゲット2の回転による計測方向の変位誤差δを補償する補償面2cが形成されていることを特徴とする。
(もっと読む)
特定部位検出方法、及び該方法を用いた試料分析装置
【課題】従来のデジタル画像相関法では負荷試験前後の試料上の同一点を探索するために輝度画像上で識別可能な模様が必要であり、こうした模様がない場合にはマーキングを行う必要があった。本発明ではこうしたマーキングを行うことなく高い精度での同一点探索を行えるようにする。
【解決手段】金属試料片では表面の平滑化処理を行っても、微細で且つ試料毎及び部位毎に相違する凹凸プロファイルが存在する。そこで、負荷試験前の試料の凹凸プロファイル(基準高さ分布)と負荷試験後の試料の凹凸プロファイル(比較対象高さ分布)とを用い(S1、S2)、デジタル画像相関法と同様の手法により相関係数の分布を求め(S3〜S8)、最大の相関係数を与える位置が同一点であるとして(S9、S10)、負荷試験前の試料上の注目点に対応する負荷試験後の試料上の点を求める。
(もっと読む)
形状測定装置
【課題】被測定物体の形状を高精度に測定することができる形状測定装置を提供する。
【解決手段】形状測定装置100を、被測定物体15の形状を測定して検出値を出力するプローブ12と、所定の空間内でプローブ12を移動可能に保持する保持機構部(アーム部11)と、プローブ12を移動させて、プローブ12により検出された被測定物体15の検出値及びアーム部11の位置情報から測定値を算出する制御部20と、互いの距離の真値が既知の複数の基準器31と、基準器31間の距離をプローブ12で測定し、基準器31間の距離の測定値と基準器31間の距離の真値とから、この測定値が真値に一致するように補正する演算部32と、から構成する。
(もっと読む)
形状測定装置
【課題】高い測定精度を有する形状測定装置を提供する。
【解決手段】形状測定装置100は、被測定物体15の形状を測定して測定値を出力するプローブ12と、所定の空間内でプローブ12を移動させる移動機構部であるアーム部11に、プローブ12を着脱する取付部16と、空間内におけるプローブ12の空間座標を測定する空間座標測定部30と、プローブ12により測定された被測定物体15の測定値を、空間座標測定部30により測定されたプローブ12の空間座標により補正する制御部20,50と、を有して構成される。
(もっと読む)
測定装置
【課題】測定を効率よく行う。
【解決手段】測定装置11は、被検物の形状を測定する測定プローブ18と、被検物を載置する上面が水平面に対して所定の傾斜角度で傾斜可能とされ、複数の基準穴31が形成された回転テーブル21を有する傾斜回転テーブル14とを備えている。基準穴31は、回転テーブル21の傾斜軸L2に対し、回転テーブル21の上面から見て線対称となる配置で、回転テーブル21の外周の端部近傍の4箇所以上に形成されている。本発明は、例えば、傾斜回転テーブルを有する測定装置に適用できる。
(もっと読む)
歯車の歯面形状の測定装置、測定方法、その方法を実現させるプログラムおよびそのプログラムを記録した記録媒体
【課題】歯車のかみ合い進行方向に沿う歯面形状を高精度に測定できる測定方法を提供する。
【解決手段】歯車のかみ合い進行方向に沿って歯面形状を測定する方法であって、かみ合い進行方向に沿って歯面形状の実測値を測定する工程(S60)と、実測値に以下の式で求められる補正値Ccompを乗じて歯面形状を算出する工程(S70)とを備える。
ただし、CCVは歯形方向の機械精度誤差に対する補正値、CLDは歯すじ方向の機械精度誤差に対する補正値、αは歯形方向とかみ合い進行方向とによって形成される角度、βは歯車の基礎円筒上ねじれ角を表す。
(もっと読む)
リソグラフィ装置及び測定方法
【課題】レベルセンサのプロセス依存型オフセット誤差を正確に修正する費用有効性の高い方法を提供する。
【解決手段】基板W(たとえば基板を支持するための基板テーブルを備えたリソグラフィ装置内の基板)を露光する方法には、第1及び第2のセンサ10,11を使用して少なくとも1つの基板Wの一部の第1及び第2の高さ測定を実行するステップと、測値の差に基づいてオフセット誤差マップを作成し、且つ、記憶するステップと、第1のセンサ10を使用して高さ測定を実行することによって、前記基板W(又は前記部分と類似した処理が施された他の基板)の複数の部分のハイト・マップを作成して記憶し、且つ、オフセット誤差マップによってこのハイト・マップを修正するステップと、前記基板W(又は他の基板)を露光するステップが含まれている。
(もっと読む)
1 - 20 / 53
[ Back to top ]