
Fターム[2F069GG01]の内容
測定手段を特定しない測長装置 (16,435) | 測定方式 (4,762) | 接触式 (619)
Fターム[2F069GG01]の下位に属するFターム
測定圧に言及するもの (35)
Fターム[2F069GG01]に分類される特許
1 - 20 / 584
形状評価方法、形状評価装置、プログラム及び記録媒体
形状評価方法、形状評価装置、プログラム及び記録媒体
トンネル切羽の整形システムおよび整形方法
印刷装置、その制御方法およびプログラム
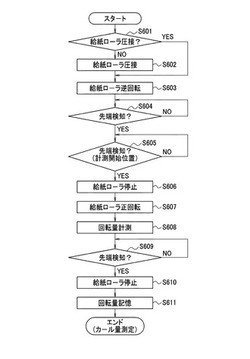
【課題】ロール紙のカール量を簡単な方法で測定することにより適正なカールの補正を行うことを目的とする。
【解決手段】ロール紙10が収納されたカートリッジ110と、前記カートリッジ110内のロール紙10の先端を検知する検知手段と、前記ロール紙10を回転させて、前記ロール紙10を搬送するための駆動手段と、前記検知手段により前記ロール紙10の先端を検知した後に、前記駆動手段により前記ロール紙10を回転させることにより、前記検知手段により再び前記ロール紙10の先端を検知し、前記ロール紙10の先端を検知してから、再び前記ロール紙10の先端を検知するまでの前記ロール紙10の搬送量に応じて、前記ロール紙10のカール量を判定するカール判定手段と、を有する。
(もっと読む)
実切込み量測定方法および加工方法および工作機械

【課題】加工部位の正確な実切込み量を加工中に測定し、これを用いて加工工程を制御する工作機械を提供する。
【解決手段】円筒の加工部を備えた工作物Wを回転支持して砥石車7を半径方向に切込む加工方法において、加工部表面の測定開始点を含む直径である開始直径D0を測定し、測定開始点が加工作用部を通過した後に、測定開始点を含む直径である終了直径D1を測定する。測定開始点が加工された時の実切込み量Uを式U=|D0−D1|を用いて演算し、加工部の回転方向の位置に対応する実切込み量Uの相互差から加工部の振れを演算し、振れを除去するような砥石車7の切込み制御を行う。
(もっと読む)
真円度測定装置
【課題】測定位置および方向を変える場合でも、検出器の取り付けを変更せずに検出器ホルダの取り付け方向のみを変更すればよく、測定点が測定平面からずれない真円度測定装置の実現。
【解決手段】ベース21と、載置されたワーク32を回転する回転台22と、回転台の回転軸に対して平行に伸び、回転台の回転軸とワークの測定点を含む測定平面に平行に移動可能なコラム24と、コラムに沿って移動可能に支持されたキャリッジ25と、キャリッジに取り付けられた検出器ホルダ29と、測定子31が測定平面で変位可能なように、検出器ホルダに取り付けられた検出器30と、を有し、検出器ホルダは、測定平面に垂直な回転軸を中心とした異なる回転位置でキャリッジに取り付け可能で、異なる回転位置に取り付けても測定子が測定平面で変位可能な状態が維持される真円度測定装置。
(もっと読む)
膜厚測定方法および膜厚測定装置、半導体集積回路の製造方法、制御プログラム、可読記憶媒体
【課題】電子部品の電極の導電性積層膜の膜厚を安価な装置で高速に測定する。
【解決手段】絶縁膜1上に上下に積層された導電層2,3(積層膜、例えばNi層およびその上のAu層)からなる半導体基板の電極に対して、段差を触針で測る場合やレーザ光を用いる場合など公知の方法で導電層2,3の厚さ(電極高さ)を測定するステップと、4端針法により電極の表面抵抗を測定するステップとを有し、二つのステップから得られた積層膜の膜厚(電極高さ)と表面抵抗値から、上下に積層した導電層2,3からなる電極の上部皮膜である導電層3の膜厚を計算式から算出する。
(もっと読む)
計測方法
【課題】被計測面の表面形状の計測において、部分領域の計測データのつなぎ合わせ(スティッチ)に要する計算負荷の低減に有利な技術を提供する。
【解決手段】正六角形の外形を有する被計測面2の表面形状を計測する計測方法であって、前記被計測面2に対して、前記被計測面2の全体を覆うように、平行四辺形の同一の外形を有する複数の部分領域8を設定する第1ステップと、前記複数の部分領域8のそれぞれの表面形状を計測装置で計測し、前記複数の部分領域8のそれぞれについて計測データを取得する第2ステップと、前記複数の部分領域8のそれぞれの前記計測データをつなぎ合わせて前記被計測面2の表面形状を算出する第3ステップと、を有し、前記平行四辺形は、120度と60度の内角を有し、一辺の最大の長さが前記正六角形の一辺の長さ以下。
(もっと読む)
表面粗さ測定装置
【課題】細管などの狭い部分の奥深くにまでスタイラスを挿入することができるように小型化することが可能な測定部を備えた表面粗さ測定装置を提供する。
【解決手段】表面粗さ測定装置10は、材料表面90に接触する触針128を有するスタイラス120と、スタイラス120を材料表面90に並行に対して走査するキャリッジ110と、スタイラス120に設けられ、触針128の上下動に応じて上下動する光反射部材130であって、該上下動の方向に湾曲した反射面を有する光反射部材130と、第1端面142が光反射部材130の反射面に面するように第1端部142がキャリッジ110に固定された細長い導光部材140であって、第2端面144から入射された光を第1端面142まで導き該第1端面142から出射して反射面に照射し、反射面で反射して第1端面142に入射する反射光を第2端面144まで導く導光部材140と、を備えている。
(もっと読む)
有関節座標計測機再配置方法
【課題】隠れ点を計測できるという有関節CMMの便利さと、より広い空間を計測できるというレーザトラッカの利点とを併せ実現する有関節座標計測機再配置方法を提供する。
【解決手段】本システム100では有関節座標計測機(CMM)200及びレーザトラッカ400を使用し、そのCMM200上にはレーザトラッカ400と対をなすレトロリフレクタを配置する。共通の基準座標系による座標値にCMM200による計測値及びレーザトラッカ400による計測値を変換できるためCMM200を移動させることができる。更に、レーザトラッカ400では計測できない隠れ点を有関節CMM200等で計測することができる。
(もっと読む)
複数の設備の相対位置を監視するデバイス
【課題】共通基準システム(4)上に振動隔離機構(2、3、5)を介して搭載され、該共通基準システムに対して変動する位置をとる、リソグラフィ・デバイス(1)及びワークステーション・デバイス(6)を含む装置において、両デバイス間の相対位置の変動を監視して該装置が誤動作しないように調整する。
【解決手段】前記共通基準システムに対する前記リソグラフィ・デバイス及び前記ワークステーション・デバイスの個々の位置を測定する手段と、測定された両デバイスの個々の位置から算出される両デバイス間の相対位置(d、7b)が所定の公差範囲内(7a−7c)にあるかどうかを評価する手段を含む装置。
(もっと読む)
有関節座標計測機再配置方法、および有関節座標計測機用レトロリフレクタアセンブリ
【課題】隠れ点を計測できるという有関節CMMの便利さと、より広い空間を計測できるというレーザトラッカの利点とを併せ実現することを目的とする。
【解決手段】対象物の周囲での再配置を容易化する計測装置、システム及び方法を提供する。本システムでは有関節座標計測機(CMM)(200)及びレーザトラッカ(400)を使用し、そのCMM上にはレーザトラッカと対をなすレトロリフレクタ(310,312)を配置する。共通の基準座標系による座標値にCMMによる計測値及びレーザトラッカによる計測値を変換できるためCMMを移動させることができる。更に、レーザトラッカでは計測できない隠れ点を有関節CMM等で計測することができる。
(もっと読む)
角型電池の外形測定装置
【課題】測定値のばらつきが小さく精度の良い角型電池の外形測定装置を得る。
【解決手段】電池7の垂直方向の外周面を把持しかつ7の水平方向の位置決めを行い、かつ電池姿勢を垂直に位置決めする側面位置決め機構22と、7の水平方向の外周面に当設可能であって7の水平面の垂直方向の位置決めをする水平面位置決め機構23と、搬送治具8に7を載置面から切り離す手段20を備え、7の垂直方向の外形を測定する際に、22により7の水平方向の位置決めと姿勢を垂直に位置決めし、かつ20により載置面から7を切り離した状態で、垂直方向外形測定手段12により7の垂直方向の外形を測定し、7の水平方向の外形を測定する際に、23により7の垂直方向の位置決めをし、かつ20により載置面から7を切り離した状態で、水平方向外形測定手段13により7の水平方向の外形を測定する角型電池の外形測定装置。
(もっと読む)
光学センサ付きの表面検出装置
【課題】スタイラスの変位を正確に測定すること。
【解決手段】位置測定装置に用いる表面検出装置は、測定すべきワークピースの表面を走査するためのチップ82をもつ長いスタイラス74を有する。スタイラスチップの横変位は、光源66から逆反射体(retroreflector)78にスタイラスに沿って通過するライトビームによって測定される。これは、ビームを反射して、ブームスプリッタ70を介して位置高感度検出器76に戻す。スタイラスは、キャリッジ72に縦変位のために設置される。その縦変位は、ビームスプリッタ70によって、第2の位置高感度検出器84に投光される他のライトビームによって測定される。
(もっと読む)
形状評価方法、形状評価装置、プログラム及び記録媒体
【課題】輪帯面と壁面とが交互に連続して形成された被測定面であっても、フィッティング精度を向上させることを目的とする。
【解決手段】複数の点データを列毎にグループ化して複数の点列データを生成する(S102)。点列データ毎に走査軌跡面関数をそれぞれ求める(S103)。複数の点データの中から各輪帯面のデータと見做せる点データを各輪帯面に対応して抽出し、得られた抽出データ毎に、その抽出データを関数近似して輪帯面を示す輪帯面関数をそれぞれ求める(S104)。設計データに基づいて壁面関数をそれぞれ求める(S105)。各面関数が交差する各々の交点データを求める(S106)。参照データと交点データとをフィッティングさせる座標変換パラメータを求める(S107)。座標変換パラメータで各点データを座標変換する(S108)。座標変換した点データと被測定面の設計データとの差分を求める(S110)。
(もっと読む)
被較正疑似品
【課題】関節プローブヘッドを較正するための被較正疑似品を提供する。
【解決手段】座標位置決め機械のアームに関節プローブヘッドが取り付けられたときに前記関節プローブヘッドを較正するための被較正疑似品100であって、前記関節プローブヘッドを前記座標位置決め機械の前記アームに対し関節動作させることによりスキャンされることが可能な、異なる寸法の複数の輪郭102、104、106と、前記複数の輪郭102、104、106を、前記座標位置決め機械の異なる方向に沿って向けることができるよう、前記複数の輪郭102、104、106の向きを変えるための割り出し装置と、を備える被較正疑似品100。
(もっと読む)
操舵角センサ
【課題】環状駆動ギヤの真円度によって、第1の従動ギヤ及び第2の従動ギヤに生じる回転角度の誤差の影響が小さくされて、ステアリングホイールの回転角度情報を精度良く生成することができる操舵角センサを提供する。
【解決手段】ステアリングホイールの回転に伴って回転する環状駆動ギヤ21と、それぞれマグネットが設けられて前記環状駆動ギヤ21の回転に応じて従動回転する第1の従動ギヤ25及び第2の従動ギヤ27と、を備え、前記第1の従動ギヤ25及び前記第2の従動ギヤ27の回転に基づく磁界の変化により前記ステアリングホイールの回転角度情報を生成するための操舵角センサにおいて、前記環状駆動ギヤ21と、前記第1の従動ギヤ25及び前記第2の従動ギヤ27と、の間に、それぞれのギヤ25、27と噛み合う中間ギヤ23を介在させる。
(もっと読む)
シート長計測装置及び画像形成装置
【課題】用紙が搬送される際のバタツキを抑えた状態で用紙の通過を検出することで、シート長の計測精度を高める。
【解決手段】搬送されるシートPの搬送量を計測する搬送量計測手段15と、前記シートの搬送をガイドするガイド部材31a,31b,32a,32bと、前記シートの搬送方向における下流側で、前記ガイド部材に沿って搬送される前記シートの先端部通過を検知する先端検知手段11と、前記シートの搬送方向における上流側で、前記ガイド部材に沿って搬送される前記シートの後端部通過を検知する後端検知手段12と、を有し、前記先端検知手段、前記後端検知手段及び前記搬送量計測手段の出力に基づいて、前記シートの搬送方向の長さを算出するシート長計測装置100であって、前記先端検知手段及び前記後端検知手段が前記シートの端部通過を検知する領域において、前記シートを前記ガイド部材に密着させるエア吐出手段又はエア吸引手段を備える。
(もっと読む)
3次元寸法測定方法
【課題】タービンロータやタービンケーシングの寸法を、短時間に、高精度で、特別な能力を有することなく測定することが可能な寸法測定方法を提供する。
【解決手段】上記目的を達成するために、本発明は、計測対象を、円筒、平面、および、曲面形状に分割し、円筒、平面、および、曲面形状を含む全体形状をレーザ式3D計測機で、円筒、および、平面形状をレーザ追尾式ハンディー接触式計測機で、また、局所的な曲面形状をレーザ追尾式ハンディー非接触式計測機により用いて計測する。この際、円筒、および、平面形状は、N点計測した結果から求めることで、少量の取得データから形状を測定することが可能となり、データ取得時間のみならずデータ処理時間も大幅に短縮する。
(もっと読む)
複数の姿勢においてプローブを用いて物体をプロービングすることによってプローブを物体とレジストレーションする方法およびシステム
【課題】複数の姿勢においてプローブを用いて物体をプロービングすることによって、プローブが物体とレジストレーションされる方法を提供する。
【解決手段】プローブ110の各姿勢は、ロケーションおよび向きを含む。プローブ110の現在のロケーションの確率分布が、粒子のセットによって表され201、プローブ110の現在の向きの確率分布が、各粒子について、現在のロケーションを条件とするガウス分布によって表される。候補動作のセットが選ばれ215、各候補動作について、粒子のセットに基づく期待不確実性が求められる220。最小の期待不確実性を有する候補動作が、プローブ110の次の動作として選択され230、プローブ110は、次の動作に従って移動され202、粒子のセットは、プローブ110の次の姿勢を用いて更新される210。
(もっと読む)
1 - 20 / 584
[ Back to top ]