
Fターム[2F069LL00]の内容
測定手段を特定しない測長装置 (16,435) | フィーラー;スピンドル (335)
Fターム[2F069LL00]の下位に属するFターム
フィーラー、スピンドル端子の形状 (220)
フィーラー、スピンドルの保持、支持 (51)
フィーラーの交換に関するもの (18)
フィーラーの復帰手段 (3)
フィーラーの当接方向について言及するもの (11)
Fターム[2F069LL00]に分類される特許
1 - 20 / 32
回転確認機構
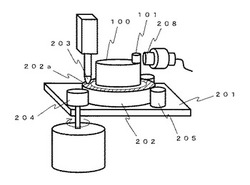
【課題】全周にわたり高さなどの変位を測定するための回転装置において、測定対象が回転していることを簡易な構造で確認できる手段を提供する。
【解決手段】全周にわたり高さなどの変位を測定するための回転装置において、測定対象である回転対象物の上面に載置されるおもりの回転を、該おもりに備え付けられた検知対象部の通過により確認する回転確認機構であり、上記おもりは、上記回転対象物の被測定部位を覆わず、回転とともに該被測定部位の変位を測定することが可能な形状であり、前記回転対象物に回転力を与える機構と接触しないことを特徴とする回転確認機構を提供する。
(もっと読む)
試験片の測寸装置

【課題】 試験片の位置を正確に設定することができ、試験片の寸法を精度よく測定することが可能な測寸装置を提供する。
【解決手段】 試験片1の両端をその下方より支持して搬送する一対のコンベア11と、このコンベア11により搬送された試験片1を撮影することにより試験片1の幅を光学的に測定する幅測定機構3と、このコンベア11により搬送された試験片1を上下方向から挟持することによりその上下方向の厚さを測定する厚さ測定機構4と、コンベア11による試験片1の搬送経路上に配設され試験片1の両端部に当接可能な当たりブロック6とを備える。
(もっと読む)
三次元測定機
【課題】精度よく測定しなければならない小さい領域と、精度よく測定しなくてもよい大きな領域とが混在する大きな被測定物を適切に測定することができる安価な三次元測定機の提供。
【解決手段】三次元測定機1は、三次元測定機本体2と、制御装置3とを備える。三次元測定機本体2は、測定子を有するプローブ4と、プローブ4を駆動する駆動機構5とを備える。プローブ4は、測定子を駆動する駆動部43を備える。制御装置3は、第1測定部321と、第2測定部322とを備える。第1測定部321は、駆動部43にて駆動される測定子の移動量を測定する。第2測定部322は、プローブ4の移動量を測定する。また、第2測定部322による測定精度は、第1測定部321による測定精度より低い。
(もっと読む)
内面検査装置とこれを備える内面加工検査装置
【課題】切削加工後の長尺シャフトなどの管状部材の内面を簡単に検査できる内面検査装置を提供する。
【解決手段】管状部材1の内面2を加工する内面検査装置であって、管状部材1を固定する固定装置10と、固定装置10により固定された管状部材1の内面2を加工する加工機20、30、40と、内面2に区画された管状部材の内部空間に位置した状態で、加工機に加工された内面2を検知する内面検査ヘッド15と、を備える。
(もっと読む)
形状測定方法及び測定機能を有する機械
【課題】テーブルに固定されているワークの測定基準面が傾いている場合でもワークの形状を精度良く測定することができ、測定作業を簡単に行うことができる形状測定方法及び測定機能を有する機械を提供する。
【解決手段】測定ヘッド9がワーク7に対してアプローチする複数の測定動作方向を画面に表示するステップと、複数の測定動作方向のうちからワーク7の測定基準面2にアプローチするいずれか一つの測定動作方向を選択するステップと、ワーク7の測定基準面2上の3点の座標値を選択された測定動作方向へアプローチさせて測定するステップと、測定した3点の座標値に基づき測定基準面2を装置1の主軸3の軸線CLに対して垂直に向けるのに必要とされる回転送り軸の割出し角度を演算するステップとを含み、ワーク7の形状を測定する。
(もっと読む)
測定装置
【課題】測定を効率よく行う。
【解決手段】測定装置11は、被検物の形状を測定する測定プローブ18と、被検物を載置する上面が水平面に対して所定の傾斜角度で傾斜可能とされ、複数の基準穴31が形成された回転テーブル21を有する傾斜回転テーブル14とを備えている。基準穴31は、回転テーブル21の傾斜軸L2に対し、回転テーブル21の上面から見て線対称となる配置で、回転テーブル21の外周の端部近傍の4箇所以上に形成されている。本発明は、例えば、傾斜回転テーブルを有する測定装置に適用できる。
(もっと読む)
形状測定装置
【課題】貫通孔を有するワークを、貫通孔が所定軸方向に平行となるように、短時間で載置可能に構成された形状測定装置を提供する。
【解決手段】形状測定装置は、貫通孔12aを有するワーク12を載置可能に構成され且つX軸及びY軸に回転可能に構成された回転テーブル13a、貫通孔12aの一方側からZ軸に平行に光を照射する光源13b、貫通孔12aの他方側に配置され且つ貫通孔12aを通過した光源13bからの光を受光してその受光した光に基づく輝度を測定するCCDカメラ18a、回転テーブル13aによるワーク12の回転角度をCCDカメラ18aにて測定された輝度に基づき制御する制御部35を備える。制御部35は、回転テーブル13aによりワーク12を所定角度ずつ回転させる毎に、CCDカメラ18aにより輝度を測定させ、その輝度が最大となる角度に回転テーブル13aの回転角度を設定する。
(もっと読む)
形状測定プローブ
【課題】接触子の押し付け力を原子間力に相当する微小力(例えば30mgf以下)に設定でき、被測定物の傷を防止し、面粗さ等の微細な形状測定ができ、測定面のうねりに追従でき、プローブのオーバーランによる接触子等の損傷を防止できる形状測定プローブを提供する。
【解決手段】被測定物の上面に沿って移動可能なプローブ本体10と、下端に設けられた接触子12aと接触子から上方に鉛直に延びる円筒形中間軸12bとその上端に設けられ中間軸より最大径が大きい鍔部12cとを有するスタイラス12と、プローブ本体の下端に取り付けられスタイラス12を鉛直にのみ移動可能にガイドするスタイラスホルダ14と、スタイラスホルダの上面と鍔部の下面の間に挟持され鍔部を上方に付勢する円板状の自重軽減バネ16と、プローブ本体に取り付けられ鍔部上面の変位を検出する位置検出センサ18(レーザーセンサ)とを備える。
(もっと読む)
三次元計測システム及び三次元計測方法
【課題】ワークを高精度に三次元計測すること。
【解決手段】三次元計測システム1は、非接触式の三次元計測器4をロボット2により移動させてワーク5の形状を三次元に計測する。予めロボット座標データに基づき制御されるロボット2の挙動をロボット計測装置14により実測し、そのときのロボット実測データとロボット座標データとをデータ処理装置12が比較してロボット座標データを補正するための補正モデルを算出して備えておく。そして、ワーク5の計測時には、ロボット座標データに基づき制御されるロボット2と三次元計測器4を同期させてワーク5の形状を三次元に計測し、そのときのロボット座標データを補正モデルにより補正し、その補正されたロボット座標データと三次元計測器4による三次元計測座標データとをデータ処理装置12で統合して任意座標により出力装置13へ出力する。
(もっと読む)
ワークモデル生成方法、及びそのプログラム
【課題】演算時間の浪費を抑制し、且つ演算エラーを抑制したワークモデル生成方法、及びそのプログラムを提供する。
【解決手段】ワークモデル生成方法は、削り刃によって切削する経路を示す切削経路の外郭部である外郭切削経路を特定する外郭切削経路特定ステップと、外郭切削経路にて囲まれる面を含んで構成される所定厚みの切削ワークモデルを原ワークモデルから削除して加工ワークモデルを生成する加工ワークモデル生成ステップとを備える。このように、外郭切削経路にて囲まれる切削ワークモデルを原ワークモデルから削除して加工ワークモデルを生成するので、切削経路全体について切削ワークモデルを生成する必要がなく、演算時間の遅延を抑制することができる。
(もっと読む)
ロープ溝形状測定装置およびロープ溝形状測定方法
【課題】ロープ溝の摩耗量の測定では、ロープ溝の全周に渡る測定を実施せず、ロープ溝のある部分の代表値の測定のみであり、ロープ溝に偏摩耗などがある場合は正確に検出できない。
【解決手段】ロープ溝21の特定部位の位置を測定する位置センサ4と、この位置センサを溝車2の中心軸方向に沿って移動する軸方向移動手段6と、溝車の回転角度を検出する回転角検出手段9と、位置センサの検出値(位置データ)と軸方向移動手段の駆動量(駆動データ)と回転角検出手段の検出値(回転角度データ)とからロープ溝の断面形状を算出する溝形状演算手段10とを備え、溝車のロープ溝の全周に渡る摩耗状態を測定できるようにした。
(もっと読む)
構成部品の実測データを調査する方法および装置
【課題】光学走査に由来する、構成部品の実測データを調査する方法を改良する。
【解決手段】構成部品1の実測データ2を、構成部品の実測データを調査する仮想座標測定機の仮想測定スタイラスを生成する接触式座標測定機用測定プログラム24を用いて調査する。
(もっと読む)
真円度測定装置、真円度測定方法、及び真円度測定プログラム
【課題】偏心位置が回転軸から大きく離れている場合であっても、高精度で偏心位置が求められる真円度測定装置、真円度測定方法、及び真円度測定プログラムを提供する。
【解決手段】真円度測定装置は、回転駆動手段によるワーク4の回転角、及びその回転角に対応する回転軸からワーク4の表面までの距離を測定値Pとして取得する測定値取得部を備える。また、真円度測定装置は、中心位置(a,b)を変動可能なパラメータとする円形状の補正円CLを設定し、測定値Pから補正円CLの中心位置に向かう方向の、各測定値Pと補正円CLとの間の距離の2乗和が、最小値となるように、補正円CLの中心位置及び半径値を計算し、その計算した補正円CLの中心位置(a,b)を偏心位置とする偏心計算部を備える。
(もっと読む)
背面形状分類判定方法及び背面形状分類判定装置
【課題】判定対象の背面形状に対して所定の分類中最も的確な分類を客観的に判定することができる背面形状判定分類方法及びそれを用いて自動的に判定を行う背面形状分類判定装置を提供することにある。
【解決手段】背面形状分類判定装置1は、人体背面の凹凸を関数化した背面形状データを複数のクラスタに分けて記憶した背面形状データベースを構成する記憶部11と、判定対象の背面形状を測定して当該判定対象の背面の凹凸を関数化した背面形状データを取得する背面形状取得手段と、前記判定対象の背面形状データと前記複数のクラスタに含まれる背面形状データとの間の距離に基づいて前記判定対象の背面形状が属するクラスタを決定する判定手段としての機能を備えた演算処理部11と、分離判定に基づいてレポートを表示する表示部12とを備えている。
(もっと読む)
座標測定機のための改良された継ぎ手軸
本発明の1つの態様は、第1の端と、第2の端と、それらの間の複数の継ぎ合わせアームセグメントと、を有する関節付きアームを含む座標測定機器を含み、各アームセグメントは、少なくとも1つの位置トランスデューサを含む。アームの第2の端には、測定プローブアセンブリが結合される。測定プローブアセンブリは、アームの第2の端と測定プローブアセンブリのボディとの間に第1の回転軸を提供する第1の継ぎ手を含む。エンコーダは、エンコーダケースおよびエンコーダシャフトを含む。エンコーダケースは、ボディに剛結合されるエンコーダシャフトに対して第2の軸を中心に回転するように構成される。エンコーダシャフトにプローブが剛結合される。第2の軸を中心にプローブに対して回転するように、測定機器がエンコーダケースに結合される。 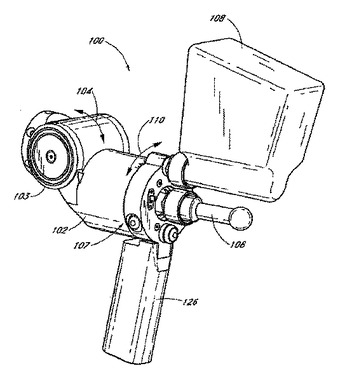 (もっと読む)
(もっと読む)
表面形状測定システムおよび測定方法
【課題】走査型プローブ顕微鏡測定の障害となる半導体ウエハ内部に蓄積された電荷を、確実に取り除き、走査型プローブ顕微鏡の探針の破壊を防止し、安定した表面形状測定を行うことができる測定システムおよび測定方法を提供すること。
【解決手段】第1プローブ136と、被測定物SPを第1プローブ136に対して進退および走査可能に相対的に移動させる第1試料位置制御手段120と第1プローブ136および被測定物SPの表面を観察可能な光学顕微鏡部150とを有する走査型プローブ顕微鏡部100と、導電性の第2プローブ232と、被測定物SPの特定部位を第2プローブ232に対して進退および走査可能に相対的に移動させる第2試料位置制御手段220と第2プローブ232および被測定物SPの表面を観察可能な光学顕微鏡部150とを有する除電部200と、を備える。
(もっと読む)
知的プローブ
本システム、方法、製品、ソフトウェア及び装置は知的プローブシステム又はその構成部分である。本発明のある実施形態では、1個又は複数個の可換なプローブ内にICチップを埋め込んであるので、CMM上でのプローブ換装を、何回でも、迅速に、容易に且つ誤りなく行うことができる。 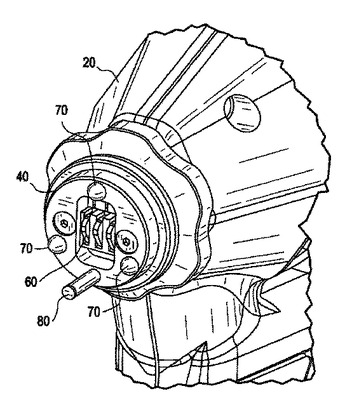 (もっと読む)
(もっと読む)
物体を測定するための方法
工作物(40)などの物体の寸法が公差に合致しているかどうかを決定するための「go、no−go」法について説明される。この方法は、座標測定機械、工作機械、旋盤などの測定装置に設置されたタッチトリガー、アナログ、または非接触プローブなどの測定プローブを使用する。この方法は、物体の公差に基づいた物体に対する経路の周囲で測定プローブを動かすステップを含む。物体に対する経路は、物体の最大公差に基づいた少なくとも1つの第1経路(46)と、物体の最小公差に基づいた第2経路(44)とを含んでよい。この方法は、測定プローブが経路の周囲で動かされる際、そのプローブによって取得されるあらゆるプローブ測定データを監視するステップと、測定プローブが経路の周囲で動かされる際、取得されるプローブ測定データの状態が変化する場合のみ物体の寸法が公差に合致していないことを示すステップと、をさらに含む。 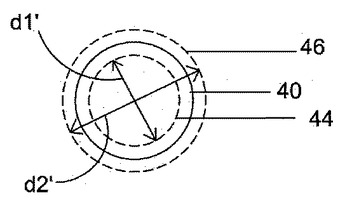 (もっと読む)
(もっと読む)
誤差補正の方法
座標計測機を使用する加工対象物測定値の誤差補正の方法であって、加工対象物を測定するステップと、所定の誤差関数、検索テーブルまたはマップから再現可能な測定誤差を決定するステップと、加工対象物が測定される際に、少なくとも加速度の関数を測定し、及び、再現不可能な測定誤差を計算するステップと、トータルの誤差を決定するために、再現可能及び再現不可能な誤差を結合するステップと、加工対象物の測定値を補正するために、トータルの誤差を使用するステップとを有する。 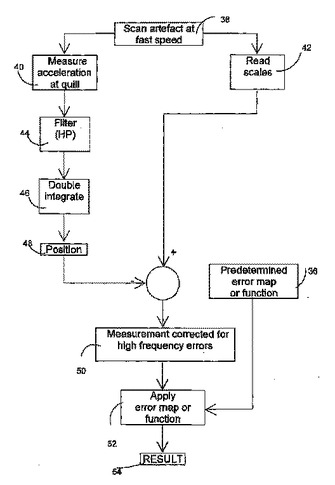 (もっと読む)
(もっと読む)
検出器およびこれを用いた測定システム
【課題】本体部に接続されたヘッド部を容易に認識することが可能な検出器およびこれを用いた測定システムを提供する。
【解決手段】CPUは測定値が許容範囲内にあるか否かを判別する。測定値が許容範囲内にある場合、CPUは表示灯による表示色を緑色に決定し、測定値が許容範囲内にない場合、CPUは表示灯による表示色を赤色に決定する。次に、CPUは使用者によりモードキーが所定時間押下されたか否かを判別する。使用者によりモードキーが所定時間押下された場合には、CPUは表示灯による表示方法を点滅に決定する。使用者によりモードキーが所定時間押下されていない場合には、CPUは表示灯による表示方法を点灯に決定する。次に、CPUは上記のように決定された表示色および表示方法によりヘッド部の表示灯を表示させる。
(もっと読む)
1 - 20 / 32
[ Back to top ]