
Fターム[2F069MM02]の内容
測定手段を特定しない測長装置 (16,435) | 特定の構造について言及するもの (1,066) | 保持、支持手段、取付構造 (473) | 測定対象物の (170)
Fターム[2F069MM02]の下位に属するFターム
真空吸着によるもの (8)
Fターム[2F069MM02]に分類される特許
21 - 40 / 162
試料検査装置及び試料検査方法
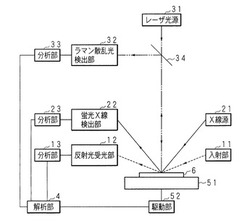
【課題】複数種類の計測方法を組み合わせることにより、検査可能な試料を制限することのない試料検査装置及び試料検査方法を提供する。
【解決手段】試料検査装置は、入射部11、反射光受光部12及び分析部13(エリプソメータ部)と、X線源21、蛍光X線検出部22及び分析部23(X線測定部)と、レーザ光源31、ビームスプリッタ34、ラマン散乱光検出部32及び分析部33(ラマン散乱光測定部)とを備える。試料6に応じた適切な手法を用いて試料の厚みの計測が可能である。またエリプソメトリ及び蛍光X線分析を組み合わせることにより、試料6の厚みと屈折率等の光学特性とを独立に計測することができる。また試料6が多層試料である場合は、各層を適切な試料で検査することができる。
(もっと読む)
産業機械

【課題】 移動機構の位置に基づく信号を出力するリニアエンコーダの原点位置を検出する動作を不要にでき、短時間で測定を開始できる産業機械を提供する。
【解決手段】 三次元測定機1は、所定の軸方向へ制御対象物を移動させるスピンドル2と、スピンドル2の位置を制御することにより制御対象物の位置を制御する制御装置3とを備えるものであって、スピンドル2の絶対位置を出力するアブソリュート型のリニアエンコーダ11を備える。このため、三次元測定機1による測定を短時間で開始できる。
(もっと読む)
筒状体形状測定装置および筒状体形状測定方法
【課題】筒状体の軸方向及び周方向の全面の外径と肉厚を同時に測定し、その内径および内外径中心線のずれである位置度を測定する装置及び方法を提供する。
【解決手段】筒状体形状測定装置10は、筒状体1の外面を軸方向および周方向に三次元座標を測定するための三次元測定用プローブと、この三次元測定用プローブと所定の距離を隔てて配置され、筒状体1の厚さを測定するための探触子と、この三次元測定用プローブおよび探触子を搭載したプローブユニット12を走査させる走査手段13,14と、走査手段13,14を制御して前記筒状体の軸方向および周方向にわたる外面を走査し、前記筒状体の周方向および軸方向の外径と肉厚とを計測し、この計測結果に基づいて前記筒状体の周方向および軸方向の内径と、前記筒状体の内外径中心線のずれである位置度を算出する三次元・厚さ測定器11を具備する。
(もっと読む)
皮革残膜厚測定装置
【課題】皮革に摩擦力がかからず、皮革に形成された溝の深さを高精度に測定することができる皮革残膜厚測定装置を提供する。
【解決手段】スリットSWが形成されている皮革W1の部位における残膜の厚さを測定する皮革残膜厚測定装置1において、皮革W1のスリット形成部SW1の裏面に線状の先端部11を接触させて、皮革W1を支持する基台10と、基台10で支持されている皮革W1の両端部側の部位が基台10から離れて延出し、基台10で支持されている皮革W1のスリットSWが開口するように、皮革W1の両端部を引っ張る皮革引っ張り手段20と、皮革引っ張り手段20で引っ張られている皮革W1のスリット形成部SW1における残膜の厚さを測定する残膜厚測定手段20とを有する。
(もっと読む)
回転装置の回転角度測定装置及び回転角度測定方法
【課題】加工装置の回転装置の回転角度を容易に精度よく測定することができるとともに、測定時間の短縮と作業コストの削減を可能にする回転装置の回転角度測定装置及び回転角度測定方法を提供することを目的としている。
【解決手段】回転角度測定装置1は、加工装置のテーブル2の上に設けられたエンコーダ取付台3と、このエンコーダ取付台3に載置されたエンコーダ4と、エンコーダ4に取り付けられたVブロック取付台5上に載置されたVブロック6と、回転装置7に取り付けられたボールプランジャ取付台8に設置されたボールプランジャ9、偏芯変位計10及び偏角変位計11と、回転角度指令装置12(加工機の制御装置)から回転装置7に指令された回転角度を検出する検出部13と、エンコーダ4、偏芯変位計10、偏角変位計11及び検出部13からの出力信号を処理する演算装置14とで構成されている。
(もっと読む)
測定物保持装置及び方法並びに平面度測定装置
【課題】測定物を保持する際に測定物が自重の撓みにより変形されることのない測定物保持装置を提供する。
【解決手段】測定物11の平面度測定に用いられる測定物保持装置20であって、測定物11が載置される載置面11aを有する載置台40と、載置台40に、載置面4002から突出して測定物11を下方から複数箇所で支持し載置面4002からの高さが変更可能に設けられた複数の測定物支持部材60と、各測定物支持部材60が測定物11に対して均一な接触圧力で接するように各測定物支持部材60の載置面4002からの高さを変更する制御手段80とを備える構成にした。
(もっと読む)
レンズ中心厚測定器およびレンズ中心厚測定方法
【課題】形状や厚みが異なる種々の被検レンズのレンズ中心厚を、被検レンズの外観品質を低下させることなく正確に測定することが容易なレンズ中心厚測定器を提供すること。
【解決手段】測距用のセンサヘッド22a,22bを有する2台の非接触型測長計2a,2bと、これら2台の非接触型測長計それぞれのセンサヘッドを互いに対向させ、各センサヘッドの測定軸MA1,MA2を互いに一致させて支持する測長計支持部3Aと、センサヘッド間に設けられ、被検レンズL1の少なくとも光学中心Lc,Ldを露出させて且つ該被検レンズの光軸Lxを測定軸に一致させて該被検レンズを保持するレンズ保持部4Aとを用いてレンズ中心厚測定器1Aを構成する。
(もっと読む)
標識検定装置
【課題】標識検出器と組み合わせて用いられる標識の、検出原理上の回転対称性の程度を評価するための標識検定装置を、提供する。
【解決手段】標識検定装置は、装着部により検定対象の標識を回転軸部材に装着して、駆動部によって回転軸部材に所定の周期運動を与えた場合に、標識検出器から得られた標識の検出データを、処理部に入力し、処理部のデータ処理によって標識の検出原理上の軸対称性の指標データを検定データとして得る。
(もっと読む)
円筒形回転装置を測定して位置合わせする方法
本発明は、例えばキルンやドラムなどの円筒形又は他の回転対称形の回転装置を測定して位置合わせするための方法に関する。測定及び位置合わせの対象となる装置は、シェルと、少なくとも1つの支持リングとを有する。本発明による方法に関して重要なのは、回転装置が作動状態で回転しているときに、回転物体のシェルの表面上測定点が、同じ円周ライン上において、各支持リングの軸線方向両側で測定されることである。測定された点から回帰円が計算され、計算された円の中心点が決定され、各支持リングの両側で計算された円の中心点の間の直線とその中心点が決定される。シェルの中心線の基準直線が計算され、決定されたシェルの中心点を、計算された基準線へ移動させることによって、物体のシェルが真直ぐになるように位置合わせされる。  (もっと読む)
(もっと読む)
測定装置
【課題】被検物を高精度に測定する。
【解決手段】測定装置11の傾斜回転テーブル14は、被検物が載置され、回転軸L1を中心に回転駆動する回転テーブル21と、回転テーブル21が回転可能に装着され、水平方向に延びる傾斜軸L2を中心に傾斜駆動する傾斜テーブル22を備える。また、傾斜回転テーブル14は、傾斜テーブル22に対する回転テーブル21の変位を測定する変位センサ31乃至33と、傾斜テーブルの鉛直方向の変位を測定する変位センサ34を備える。本発明は、例えば、傾斜回転テーブルを有する測定装置に適用できる。
(もっと読む)
位置認識装置及び位置認識方法並びに位置決め装置
【課題】半導体ウエハの位置認識及び位置決めの精度を向上でき、信頼性を高めることができるようにすること。
【解決手段】位置認識装置11は、半導体ウエハWの端縁の位置を検出可能な複数のセンサa1、a2、b1、b2を備えた検出手段16と、半導体ウエハWと検出手段16とを直線方向に相対移動可能な移動手段17と、検出手段16の検出データから半導体ウエハWの中心位置を算出可能な制御手段18とを備えて構成されている。検出手段16は、前記相対移動する直線方向に対して直交する方向に、所定間隔を隔てて少なくとも4か所にセンサa1、a2、b1、b2が設けられている。
(もっと読む)
リング状ワークの周長測定装置
【課題】 クラウニングが施されたリング状ワークの周長を精度良く測定する。
【解決手段】 クラウニングが施されたリング状ワーク19を2個のローラ14,18に巻き掛け、両ローラ14,18を相互に離反する方向に付勢してリング状ワーク19に所定の張力を付与しながら回転させ、そのときの両ローラ14,18の軸間距離に基づいてリング状ワーク19の周長を測定する。このとき、ローラ14,18の巻付き面に施されるクラウニングの高さを、公差中央値のクラウニング高さを有するリング状ワーク19を両ローラ14,18の巻付き面に張力を加えずに巻き付けたときのクラウニング高さと同じに設定したので、リング状ワーク19に加えられる張力で該リング状ワーク19のクラウニングが潰れてローラ14,18の巻付き面に密着するまでの前記軸間距離の変化を最小限に抑え、リング状ワーク19の周長の測定精度を高めることができる。
(もっと読む)
車両のホイールアライメント調整方法
【課題】専用の評価装置を設けることなく、アライメント調整装置でスラスト角を調整できる車両のホイールアライメント調整方法を提供すること。
【解決手段】本発明の車両のホイールアライメント調整方法は、車両の左右前後の車輪の位置を検出するステップと、予め設定されている装置中心線MCに平行な方向への車輪13、14のずれ量を測定するセットバック量測定ステップと、左右の車輪13、14の装置中心線MCに直交する方向の距離を測定するトレッド量測定ステップと、測定ステップにより測定したセットバック量Sおよび後軸トレッド量TBに基づいて、スラスト角θを算出するステップと、を備える。
(もっと読む)
輪郭形状測定装置
【課題】 生産現場においても、短時間で自動的にころの輪郭形状を精度良く測定し、形状評価が行える輪郭形状測定装置を提供する。
【解決手段】 被測定物支持手段1により支持されたころWに対し、センサ移動機構4によりセンサ3を軸方向および垂直方向に移動させ、センサ3の先端の測定子2をころWに接触させる。測定動作制御手段はセンサ移動機構4に一連の測定動作を行わせ、測定値記憶手段はころWの軸方向複数箇所のセンサ3の測定値を記憶する。判定手段は、測定値記憶手段に記憶されたころWの測定結果と、前記寸法データとを比較する。
(もっと読む)
回転装置
【課題】窪みまたは孔を有する回転対象を回転させながら高さ測定する際、浮き上がりを防止して、測定誤差を少なくできる装置を提供する。
【解決手段】窪みまたは孔を有する回転対象を回転させる装置において、前記回転対象の浮き上がりを防ぐために前記回転対象の窪みまたは孔の内側から外側に向かって把持する力を加える把持部と、前記把持部を下方向に押し下げる下降シリンダ部とにより、上方向から浮き上がりを規制する力を加えることを特徴とする回転装置を提供する。
(もっと読む)
ホイールアライメント測定装置
【課題】一対のローラにベルトを掛け渡して形成した車輪支持手段を有するホイールアライメント測定装置において、被測定車の車輪が前記車輪支持手段上から逸脱するのを防止する。
【解決手段】車輪支持手段2の前輪用車輪支持部2a、2bの各前方部、及び後輪用車輪支持部2c、2dの各後方部に、前記各車輪のタイヤのトレッド面に当接する押圧ローラ3cを回動自在に軸支したスイングアーム3aを有する逸脱防止手段3を前記車輪に接離可能に設けて、車輪の逸脱を防止したホイールアライメント測定装置を形成した。
(もっと読む)
基板処理装置及び基板搬送方法
【課題】スループットの低下を低減する基板処理装置及び基板搬送方法を提供すること。
【解決手段】基板処理装置は、計測ユニット10と、搬送機構とを備える。計測ユニット10は、基板Wの状態を所定の計測位置Pmで計測する計測器15と、第1のトレイ11と、第2のトレイ12と、所定の計測位置Pmと第1のトレイ11及び第2のトレイ12との間で基板Wを移動させるステージ16とを有する。搬送機構には、基板Wを把持する第1の把持部21及び第2の把持部22を有するロボットハンド25が設けられている。第1のトレイ11に基板Wを載置したロボットハンド25が計測ユニット10から出ずに計測後の基板Wを計測ユニット10の外に取り出すことで、計測ユニット10に対する1回のアクセスで計測前後の基板Wを入れ替えることができてスループットの低下を低減することができる。
(もっと読む)
設備機器
【課題】 床からの寸法位置を検出し、その測定結果から所定情報を演算する演算手段を有することにより、使用者の成長に関連する情報を報知することを可能とする。
【解決手段】 本発明では、ジャッキまたはレールに取り付けられている寸法位置検出手段によって大便器の高さ位置を測定し、その結果から下肢長さ寸法を推定演算している。大便器の寸法位置検出手段において測定された高さ位置情報は、制御手段の中にある報知手段によって使用者に報知され、使用者は報知された位置情報をもとに上下手段を操作することにより、便器を最適な位置まで移動させることができ、下肢長さ寸法を推定演算することができる。
(もっと読む)
軌道鉛直変位計および軌道鉛直変位計測方法
【課題】
軌条の挙動特に鉛直方向変位の計測は安全管理面から極めて重要であるにもかかわらず直接的に計測することは振動、衝撃等の影響から一般的には行なわれていないのが現状である。
【解決手段】
(1)電解液傾斜受感素子を内蔵し、取付面部とスペース部材を有した軌道鉛直変位計を提供する。
(2)前記軌道鉛直変位計を軌条の一定区間毎に複数設け、これら出力を鉛直方向変位量に変換するようにした軌道鉛直変位計測方法を提供する。
(もっと読む)
計測装置用治具、計測装置及び計測方法
【課題】本発明は、短時間でフレームを計測することができる技術の提供を課題とする。
【解決手段】自動二輪車のフレーム11を支持する、計測装置用治具12であって、ヘッドパイプ20を上下から把持するヘッドパイプ把持部材16を備え、ヘッドパイプ20の端面59に当接する受け座61を有する抑え部材62と、受け座61の当接面81から水平に延ばした延長線82が抑え部材62の車幅方向の側面84と交わる部位に設けられ、フレーム11の側方から見ることができるターゲット64とを備えていることを特徴とする。
【効果】ターゲット64はヘッドパイプ20の端面59に対して同じ高さに配置され、このターゲット64をフレーム11の側方から見ることができる。フレーム11の車幅方向側面からの計測のみで、ヘッドパイプ20の歪みまで計測でき、計測を短時間で行うことができる。
(もっと読む)
21 - 40 / 162
[ Back to top ]