
Fターム[2F069MM02]の内容
測定手段を特定しない測長装置 (16,435) | 特定の構造について言及するもの (1,066) | 保持、支持手段、取付構造 (473) | 測定対象物の (170)
Fターム[2F069MM02]の下位に属するFターム
真空吸着によるもの (8)
Fターム[2F069MM02]に分類される特許
1 - 20 / 162
形状評価方法、形状評価装置、プログラム及び記録媒体
重心決定
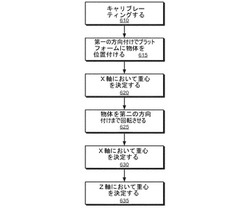
【課題】三次元物体の重心を決定する方法を提供する。
【解決手段】第一の方向付けで検査プラットフォームに物体を位置付けるステップ615、物体が第一の方向付けにあるときに第一の軸及び第二の軸に沿って重心の位置を決定するステップ620、第一の軸及び第二の軸に直交する第三の軸に対して物体を回転させるステップ625、物体が第二の方向付けにあるときに少なくとも第一の軸又は第二の軸に沿って重心の位置を決定するステップ630、及び物体が第二の方向付けにあるときに、少なくとも第一の軸又は第二の軸に沿って重心の位置の変更を使用して第三の軸に沿った重心の位置を決定するステップ635を含む。
(もっと読む)
計測方法

【課題】被計測面の表面形状の計測において、部分領域の計測データのつなぎ合わせ(スティッチ)に要する計算負荷の低減に有利な技術を提供する。
【解決手段】正六角形の外形を有する被計測面2の表面形状を計測する計測方法であって、前記被計測面2に対して、前記被計測面2の全体を覆うように、平行四辺形の同一の外形を有する複数の部分領域8を設定する第1ステップと、前記複数の部分領域8のそれぞれの表面形状を計測装置で計測し、前記複数の部分領域8のそれぞれについて計測データを取得する第2ステップと、前記複数の部分領域8のそれぞれの前記計測データをつなぎ合わせて前記被計測面2の表面形状を算出する第3ステップと、を有し、前記平行四辺形は、120度と60度の内角を有し、一辺の最大の長さが前記正六角形の一辺の長さ以下。
(もっと読む)
金属試料を測定する膨張計
【課題】温度に依存する長さの変化を正確に測定することができる膨張計を提供する。
【解決手段】試料3を固定することのできる試料ホルダ4、14と、試料3を加熱するために試料3に配置される少なくとも1つの誘導コイル5と、試料3の温度を測定する少なくとも1つのセンサとを備える、金属試料3を測定する膨張計1であって、試料3の長さの変化を検出する光学測定装置6、9が備えられている。これにより、温度に依存する、試料の長さの変化を正確に測定することができる。
(もっと読む)
ワーク搭載用テーブル
【課題】ワーク搭載用テーブルのワーク搭載面に対するワークの貼りつきを防止する。
【解決手段】ワークが搭載されるワーク搭載面16cが研削されポリッシングされたガラス製のワーク搭載用テーブル16であって、前記ワーク搭載面16cの前記ワークが搭載される領域に溝18が形成されている。
(もっと読む)
ワーク保持装置及び、このワーク保持装置を備えた3次元形状測定装置
【課題】精密なワークでも保持可能なワーク保持装置及びこのワーク保持装置を使用した3次元形状測定装置を提供する。
【解決手段】ワーク保持装置3は、ワークWを保持する回転ヤトイ31と、ベース部材32と、回転昇降機構33と、を有する。回転昇降機構33は、支持部34を上昇させ回転ヤトイ31の背面31Rと接触させ、この回転ヤトイ31をベース部材32から浮かせた状態で回転させる。また、支持部34を下降させ、回転ヤトイ31をベース部材32に着座させた状態でワークWの測定を行う。
(もっと読む)
長尺体の直線度測定装置、長尺体の直線度測定方法
【課題】長尺体の直線度を容易に測定することを考慮した直線度測定装置を提供すること。
【解決手段】長尺体13の直線度測定装置1は、第1直線ガイド部材2と、第2直線ガイド部材3と、移動体4と、角速度センサー(5)と、情報処理部10と、測定対象の長尺体13と前記第2直線ガイド部材3とが一つの直線軸を形成するように、前記測定対象の長尺体13を取り付け可能な取り付け部11と、を備え、前記移動体4が、前記第1直線ガイド部材2と前記長尺体13とにガイドされて一の方向へ移動し、前記移動体4が移動している間の前記角速度センサー(5)の姿勢の変化の情報と前記長尺体13における移動中の前記角速度センサー(5)の位置との関係を、前記情報処理部10が関連づけして情報処理することにより前記長尺体13の直線度を測定する構成であることを特徴とする。
(もっと読む)
表面性状測定機
【課題】測定時間の短縮が図れる表面性状測定機を提供する。
【解決手段】被測定物Wを載置する回転テーブル20と、被測定物の表面性状に応じた信号を発する検出手段30と、回転テーブルおよび検出手段を相対移動させる検出器駆動機構40と、検出手段からの信号を取り込み、この取り込んだ信号を処理して被測定物の形状や表面粗さなどの表面性状を求める処理装置60とを備える。検出手段は、複数の検出器31,32を含んで構成される。処理装置60は、複数の検出器31,32からの信号を順番に取り込んで処理する。
(もっと読む)
位置合わせ装置、欠陥検出装置、および位置合わせ方法
【課題】容易に、かつ迅速に設計データと計測データとの位置合わせを実施する位置合わせ装置、欠陥検出装置、および位置合わせ方法を提供する。
【解決手段】欠陥検出装置は、記憶部13からCADデータを取得する設計データ取得手段141、三次元測定装置2から計測データを取得する計測データ取得手段142、概略位置合わせを行う第一位置合わせ手段143、計測データから複数の分割領域を取得する分割領域取得手段151、分割領域から第一計測点を取得して第一計測面を算出する第一計測面算出手段152、残計測点を取得する残計測点取得手段153、残計測点から第二計測点を抽出する第二計測点取得手段154、第二計測点に基づいて第二計測面を算出する第二計測面算出手段155、特徴点を算出する特徴点算出手段156、CADデータおよび計測データの位置合わせを実施する位置合わせ手段157を備えた。
(もっと読む)
画像プローブの校正方法とタッチプローブ
【課題】簡易的な構成で画像プローブの校正を高精度に行いながら画像プローブによる被測定物の対象拡大と画像プローブの使い勝手の向上が可能となる。
【解決手段】撮像方向(光軸Dの方向)を垂直方向に保持し画像プローブデータを取得する工程(ステップS2)と、撮像方向を所望角度に傾斜させ傾斜角度データを取得する工程(ステップS8)と、プローブ交換工程(ステップS10)と、撮像方向を垂直方向に保持した際の初期角度でタッチプローブ118を保持しタッチプローブデータを取得する工程(ステップS12)及び位置関係データを取得する工程(ステップS16)と、傾斜角度データでタッチプローブ118を傾斜させ傾斜タッチプローブデータを取得する工程(ステップS20)と、画像プローブデータ等に基づいて、所望角度への傾斜後の画像プローブ116の焦点位置及び光軸D周りの回転角を校正する工程(ステップS22)と、を含む。
(もっと読む)
寸法測定方法および寸法測定装置
【課題】比較的大面積の車体部品の寸法測定には、自重による撓みと製造による歪を弁別することが困難であるという課題があった。
【解決手段】車体部品を所定の取付点で固定治具に固定する工程と、前記車体部品の所定部位の寸法を転置前寸法として測定する工程と、前記固定治具を前記車体部品が固定されたままで上下逆さまに転置する工程と、前記所定部位の寸法を転置後寸法として測定する工程と、前記転置前寸法と前記転置後寸法の差に基づいて、自重の影響を受けていない寸法を算出する工程を有することを特徴とする寸法測定方法を提供する。
(もっと読む)
平坦度測定装置及び平坦度測定方法
【課題】コンベアベルトの振動の影響を補正できる平坦度測定装置及び平坦度測定方法を提供する。
【解決手段】コンベアベルト34と、前記コンベアベルト34を回転することにより駆動するロールと、前記コンベアベルト34の振動を検出するための第1のセンサ38と、シート32の先端の高さ位置を測定するための第2のセンサ40と、前記第1のセンサ38からの信号と、前記第2のセンサ40からの信号と、を受信して解析するための制御部と、を備え、前記制御部は、前記コンベアベルト34の接続部が前記ロール上に無いと判断したときは、前記第2のセンサ40からの信号に基づいて前記シートの平坦度を算出する際、前記第1のセンサ38からの信号に基づいて前記コンベアベルト34の振動による影響を補正した平坦度を算出し、前記コンベアベルト34の接続部が前記ロール上にあると判断したときは、前記シート32の平坦度を算出しない平坦度測定装置。
(もっと読む)
ウエハ平坦度測定法
【課題】ウエハの平坦度検査を高精度かつスループットの高い方法で実現する。
【解決手段】回転運動および直線運動機構の運動誤差を補正することの可能な3点法を、ウエハ101と検出器9の相対的な回転運動によるウエハ外周の形状測定と、ウエハ101と検出器9の相対的な直線運動によるウエハ直径方向の形状測定に適用し、両者の組み合わせによりウエハ全体の形状を測定できるようにした。
(もっと読む)
ねじ検査装置
【課題】ねじの異なる規格への適用性が良く、検査効率が高く測定精度の良いねじ検査装置を提供する。
【解決手段】定位手段は、台枠の搭載面311にねじを着脱可能に装着するためのチャックユニット41が取り付けられ、該チャックユニット41にはねじが装着されるための、該搭載面と平行なX方向の両端に開口すると共に該X方向と垂直なZ方向に開口するスリット412が形成されている。検出手段5は、スリット412に対してZ方向沿いに往復移動可能に台枠に設けられた滑り台と、滑り台をZ方向沿いに往復移動させるように駆動する第1の動力源54と、スリット412のX方向の両端開口の外側に互いに対向して滑り台に設けられている発光器52と受光器53とを有する。
(もっと読む)
測定装置
【課題】被測定物を比較的高い精度で簡易に測定でき、製造コストの低減も期し得る測定装置を提供する。
【解決手段】被測定物7を載置するテーブル9が、その中心Aを通る軸線回りに回転できる。テーブル9の前方側に、左右方向で移動する測定器17を有する。測定器17は、前後方向で進退する測定子19を具え、後退状態にある測定子19の先端の接触点20とテーブルの中心Aを通る左右方向の直線との間の距離が所要値に設定されている。測定器17は、左右方向で見た一端側位置22と他端側位置25で、被測定物7の前面12に向けて進行し、後退状態の接触点と被測定物の前面12との間の第1距離D1、第2距離D2を測定する。第1距離D1と第2距離D2が相違する場合は、一端側位置22と他端側位置25における、接触点20と前面12との間の距離が等しくなるようにテーブル9が回転する。
(もっと読む)
工作機械用測定方法
【課題】機械上の被加工物を工作機械の制御器に保存されたプログラムを利用して、高速に、正確に、且つ容易に被加工物を測定することを可能にする工作機械上の被加工物を測定する方法を提供する。
【解決手段】工作機械において、プログラム(12)は、被加工物Wの特徴を測定する走査プローブまたはアナログ・プローブPからデータを受け取る。このデータは、走査移動中に、前提の機械位置データと組み合わされる。このことは、実際に測定された位置データを得るために、サーボ・フィードバック・ループ(24)に割り込まなければならないことを防止する。前提の機械位置データは、走査移動を制御する部品プログラム(20)から引き出される。前提の機械位置の値と実際の値との間の誤差を補償するためにいくつかの方法が記載されている。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
平衡度測定装置及び平衡度測定方法
【課題】工具の平衡度を、該工具の先端の形状や温度等に依存せず、短時間で精度良く測定することができる平衡度測定装置及び平衡度測定方法を提供する。
【解決手段】工具Tが離間可能に当接される測定面11を設けた測定部10と、測定部10の測定面11に対向した付勢面11bに当接し、測定部10を付勢する付勢部21と、測定部10の付勢面11bに当接した状態で設けられ、工具Tに当接された測定部10が付勢されている方向と反対の方向に移動した場合に、測定部10の位置を検出する検出部31と、測定部10の測定面11の側に設けられ、付勢部21に付勢された測定部10を離間可能に係留して停止させる係留部40と、検出部31と電気的に接続され、検出部31が検出した測定部10の位置の変化量又は位置の絶対値を報知する報知部とを有する。
(もっと読む)
測定用長尺状物の位置決め治具
【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定する際に使用する被測定物用位置決め治具の提供。
【解決手段】 位置決め治具7は、案内レール8a上をx軸方向に移動可能な基台8b上面の一方の端面近くに、ベース8cを設け、その上の一方の端にキネマカップリング機構9aを、他方の端に高さ位置調整機構9bとチルト機構9cを設けた。
(もっと読む)
被加工物の真直度校正方法
【課題】 表面形状測定装置を介して工作機械のワークテーブル上の加工ワークの真直度を測定し、その測定された真直度の値を校正する方法の提供。
【解決手段】 一対の平面鏡(M1,M2)を距離d離して両端に設けた姿勢表示物体2を1個、変位センサ4を用い、長尺の被測定物(加工ワーク)wを距離dずつ移動さして変位センサ4により被測定物の真直度を測定し、この測定値に含まれる装置の運動誤差誤差を差し引く校正を行うので、短い姿勢表示物体2を用いて長い被測定物の真直度を校正することができる。
(もっと読む)
1 - 20 / 162
[ Back to top ]