
Fターム[2F069TT01]の内容
測定手段を特定しない測長装置 (16,435) | 歯車の測定 (31) | 測定内容 (13)
Fターム[2F069TT01]の下位に属するFターム
Fターム[2F069TT01]に分類される特許
1 - 5 / 5
形状測定用測定子の校正方法
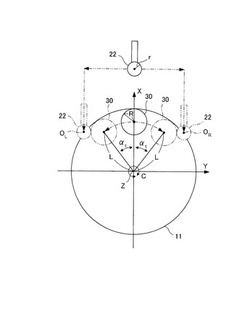
【課題】被測定物を取り付けるための回転テーブルの中心位置に測定子の中心が届かなくても、その被測定物の形状を測定する測定子を、高精度に校正することができる形状測定用測定子の校正方法を提供する。
【解決手段】回転テーブル11上のワークの形状を測定する測定子22の校正方法において、校正用の基準円筒30を、軸間距離Lに位置するテーブル回転軸C周りに旋回可能に設け、測定子22の半径r、基準円筒30の半径R及び旋回角度αtに基づいて、測定子22の理論中心位置OL,ORを設定し、この理論中心位置OL,ORに位置決めした測定子22と、旋回角度αtに旋回させた基準円筒30とが接触する理論接触位置及び実接触位置を求め、これらの間の旋回角度誤差、軸間距離L、測定子22の半径r、基準円筒30の半径Rに基づいて求めた位置誤差に応じて、測定子22を校正する。
(もっと読む)
歯車の歯面形状の測定装置、測定方法、その方法を実現させるプログラムおよびそのプログラムを記録した記録媒体

【課題】歯車のかみ合い進行方向に沿う歯面形状を高精度に測定できる測定方法を提供する。
【解決手段】歯車のかみ合い進行方向に沿って歯面形状を測定する方法であって、かみ合い進行方向に沿って歯面形状の実測値を測定する工程(S60)と、実測値に以下の式で求められる補正値Ccompを乗じて歯面形状を算出する工程(S70)とを備える。
ただし、CCVは歯形方向の機械精度誤差に対する補正値、CLDは歯すじ方向の機械精度誤差に対する補正値、αは歯形方向とかみ合い進行方向とによって形成される角度、βは歯車の基礎円筒上ねじれ角を表す。
(もっと読む)
歯車部品の歯当たり状態検査方法および検査装置
【課題】ドライブギアなどの歯車部品を製品に組み付けた後においても、精度良く歯当たりを検査できる歯当たり検査方法を提供する。
【解決手段】 歯車部品の歯当たり状態検査方法は、ディファレンシャルギアなどの製品に組み付けられ、歯が互いに噛み合った2つのドライブギアおよびピニオンギアを回転させる工程(ステップS21)と、ドライブギアおよびピニオンギアのうち少なくとも一方の歯面に予め塗布された光明丹の状態を検出する工程(ステップS22〜25)と、検出された歯面の塗料の状態から所定の部位を除いて、ドライブギアおよびピニオンギアの歯当たり状態を検査する検査工程(ステップS26〜28)と、を含む。
(もっと読む)
ギア駆動式バランサの検査装置
【課題】 歯面全体にわたってクランクギアとバランサギアの噛合状態を迅速且つ精密に検査すること。
【解決手段】 クランクシャフト3を回転させる駆動機構160と、バランサギア17のクランクギア4との噛み合いを調整する噛合調整機構126を設ける。噛合調整機構126は、当該クランクギア4に従動する従動方向と反従動方向とに択一的に調整する。各シャフト3、17の回転角を検出する回転角度検出手段124、154を設ける。バランサシャフト14の軸方向の移動を検出するスラスト変位量計測手段123を設ける。所定回転数だけバランサギア17のクランクギア4への噛み合いを前記従動方向に調整した後、反従動方向に切り換え、各回転角度検出手段124、154並びにスラスト変位量計測手段123が計測した変位量に基づいて、バランサギア17とクランクギア4のバックラッシュを演算するようにしている。
(もっと読む)
歯車装置のバックラッシ計測装置
【課題】互いに噛み合わされた1対以上の歯車対を含み、ピニオン軸の回転をギヤ軸に伝達する歯車装置のバックラッシの計測を容易にする。
【解決手段】ハウジング12にピニオン軸14とギヤ軸16とが回転可能に支持され、ピニオン軸14の回転がピニオン18とギヤ20との噛合いにより減速されてギヤ軸16に伝達される歯車装置10のバックラッシを計測する。ピニオン軸14を電動モータ26で回転駆動する一方、ギヤ軸16に負荷装置30により負荷トルクを与える。ピニオン軸14とギヤ軸16との回転角をロータリエンコーダ36,40で検出しつつピニオン軸14を正方向と逆方向とに回転させる。ロータリエンコーダ36,40の出力信号に基づいて、解析装置46により、ギヤ軸16の一回転位相を基準回転位相として、正回転時と逆回転時との回転伝達誤差を計算し、両回転伝達誤差の差としてバックラッシを計算する。
(もっと読む)
1 - 5 / 5
[ Back to top ]