
Fターム[2G024AB06]の内容
機械部品、その他の構造物又は装置の試験 (9,137) | 伝動、伝達装置 (275) | 歯車伝動装置 (166) | 歯車単体 (29)
Fターム[2G024AB06]に分類される特許
1 - 20 / 29
歯車強度評価方法
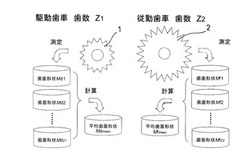
【課題】歯間で歯面形状のバラツキが存在する歯車でも歯車強度を適切に評価し得る歯車強度評価方法を提供する。
【解決手段】互いに噛み合う駆動歯車1及び従動歯車2の全歯について、その歯面形状を三次元的に把握できるように歯形方向及び歯すじ方向の形状誤差を測定し、これにより得られた測定結果に基づき駆動歯車1及び従動歯車2の夫々の平均歯面形状を求め、該平均歯面形状を用いて歯車強度を評価する。
(もっと読む)
ギヤ伝達効率測定装置および測定方法

【課題】ギヤ噛合部の噛合伝達効率を正確に迅速に測定でき、測定対象のギヤセットが制限されず、簡素なギヤ伝達効率測定装置を提供する。
【解決手段】駆動ギヤ82が着脱可能な入力軸81および入力軸受部83と、従動ギヤ87が着脱可能な出力軸86および出力軸受部88とで構成されたギヤセット8を測定対象とし、入力および出力トルク検出手段30、35と、検出されたトルクから伝達効率を求める伝達効率算出手段38と、入力軸受部および出力軸受部に発生する分力を検出する分力検出手段40、45と、駆動ギヤと従動ギヤとを噛合させる実働モードM1および入力軸と出力軸とを連結する軸直結モードにギヤセット8を配置変換する配置変換手段2と、実働モードで入力軸受部および出力軸受部に発生する実働時分力を把握する分力把握手段と、軸直結モードで入力軸受部および出力軸受部に実働時分力に相当する相当荷重を加える荷重加圧手段と、を備える。
(もっと読む)
歯車のゴースト音発生判定方法
【課題】歯車機構に組み込まれる前の歯車単品の歯面形状に基づいてゴースト音の発生を判定可能な方法を提供することで、歯車単品からのゴースト音の発生の予測を可能とし、以て歯車の製造コストの削減および生産性の向上を図る。
【解決手段】ゴースト音発生判定装置Eにおいて、歯面測定装置20は、検査対象となる歯車3の回転方向に連続する複数の歯の歯面形状を測定して各歯の個別歯面形状データを作成し、解析装置40は、前記複数の個別歯面形状データを噛合い順につなぎ合わせて集合歯面形状データを作成し、該集合歯面形状データを歯車3の歯数に基づく次数で周期解析する。周期解析により得られた波形が、歯車3の歯数および該歯数の整数倍に等しい次数以外の次数にピーク値を有するとき、歯車3によりゴースト音が発生すると判定する。
(もっと読む)
歯車対の評価装置
【課題】歯車対の伝達効率を精度良く評価することができる歯車対の評価装置を提供する。
【解決手段】演算部6は、歯車対100の噛み合い瞬間tにおける接触線C−C’上の各点に作用する分布荷重q(I,j)を演算すると共に、当該噛み合い瞬間tにおける接触線C−C’上の各点での歯面間の滑り速度V(I,j)を演算し、これら分布荷重q(I,j)と滑り速度V(I,j)とに基づいて求めた損失パワーPlossと入力パワーPinとに基づいて歯車対100の噛み合い瞬間tにおける伝達効率EFFを演算する。これにより、実際の歯車対の噛み合い状態等に即した伝達効率EFFを精度良く評価することができる。
(もっと読む)
騒音予測方法
【課題】樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する方法を提供する。
【解決手段】第一関係式導出工程と、必要な場合に行なう第二関係式工程と、最大半径位置モジュール導出工程と、歯車法線ピッチ導出工程と、相手歯車法線ピッチ導出工程と、騒音予測工程とを備える方法で、樹脂歯車対が噛み合う際に発生する騒音の大きさを予測する。より具体的には、樹脂歯車対の噛み合い位置の歯におけるモジュールを導出し、噛み合い位置のモジュールから両歯車の法線ピッチを導出し、法線ピッチの差を求め、法線ピッチ差と騒音の大きさとの関係から、騒音の大きさを予測する。
(もっと読む)
磨耗状態検知システム
【課題】機械動作部を機械収容部から取り出し、若しくは潤滑油から露出させることなく、機械動作部の故障を未然に防止する磨耗状態検知システムを提供すること。
【解決手段】内部が潤滑油に含浸されたポッドに設けられ、潤滑油中で所定に動作をする少なくとも鉄分を含む機械動作部の磨耗状態を検知する磨耗状態検知システム3は、潤滑油に含まれる鉄分濃度を検知する検知ユニット40と、検知ユニット40により検知された鉄分濃度に基づき、機械動作部の磨耗状態を算出する磨耗状態算出手段50と、を備えることで、潤滑油に含浸されたポッドに設けられた機械動作部の磨耗状態が、機械動作部をポッドから取り出し、若しくは潤滑油から露出させることなく検知できるばかりか、機械動作部の不具合発生の原因となる機械動作部の磨耗状態を、不具合の発生以前に検知して不具合を未然に防止できる。
(もっと読む)
ワーク硬度計測装置
【課題】歯車等のワークの特定箇所を計測することができるワーク硬度計測装置を提供することを課題とする。
【解決手段】ワーク硬度計測装置10は、ベースプレート13に設けられワーク14の軸廻りに回転する回転軸15を備えている回転機構16と、回転軸15に設けられワーク14を支持するワーク支持機構17と、このワーク支持機構17で支持されたワーク14に臨むように設けられワーク14の表面近傍の硬度を検出するセンサー部18と、このセンサー部18で検出された情報を表示記録する表示記録部22と、ベースプレート13に設けられセンサー部18をワーク14に進退するセンサー進退機構24とからなる。
【効果】ワークを回転させ、センサー部を前進させて測定箇所に近づけるので、ワークの特定箇所の硬度を計測することができる。
(もっと読む)
ワーク硬度計測装置
【課題】1個の計測装置で複数の計測点の硬度を計測することができるワーク硬度計測装置を提供することを課題とする。
【解決手段】センサー18は、歯車14を励磁する励磁コイル77と、歯車14の任意のポイントに発生する渦電流による磁界の変化を検出する検出コイル78と、歯車14の計測断面に対応した略同形状の構造を呈し励磁コイル77及び検出コイル78を支持するコイル支持治具81とからなる。コイル支持治具81は、歯車14の歯底82に臨む山部83と、歯車14の歯先84に臨む谷部85とを備えている歯車状貫通穴86を有し、全ての山部83に検出コイル78が設けられている。
【効果】歯車等のワークの形状に合わせ、検出コイルを複数個配置するので、1個の計測装置で複数の計測点の硬度を一括して計測することができる。
(もっと読む)
歯車の歯面形状の測定装置、測定方法、その方法を実現させるプログラムおよびそのプログラムを記録した記録媒体
【課題】歯車のかみ合い進行方向に沿う歯面形状を高精度に測定できる測定方法を提供する。
【解決手段】歯車のかみ合い進行方向に沿って歯面形状を測定する方法であって、かみ合い進行方向に沿って歯面形状の実測値を測定する工程(S60)と、実測値に以下の式で求められる補正値Ccompを乗じて歯面形状を算出する工程(S70)とを備える。
ただし、CCVは歯形方向の機械精度誤差に対する補正値、CLDは歯すじ方向の機械精度誤差に対する補正値、αは歯形方向とかみ合い進行方向とによって形成される角度、βは歯車の基礎円筒上ねじれ角を表す。
(もっと読む)
両歯面噛合式歯車検査装置
【課題】マスタ歯車の精度、被検査歯車の打痕の位置に左右されることなく、被検査歯車の1ピッチ噛み合い誤差、歯溝の振れ、打痕等の判定が迅速かつ正確に行なえる両歯面噛合式歯車検査装置を得る。
【解決手段】異なる歯数のマスタ歯車(16)と被検査歯車(17)とを接近方向に押圧付勢して互いに噛合させ、前記マスタ歯車(16)又は被検査歯車(17)をパルスモータ(4)によって回転させ、前記マスタ歯車(16)と被検査歯車(17)との軸間変動量を検出する検出器(検査歯車(17)の規定整数回転に転に間変動量をおける前記検出器(13)から入力するサンプリング数を一定とし、前記パルスモータ(4)に発する駆動パルスのパルス列、前記検出器(13)から入力するサンプリングの周期から、被検査歯車(17)の1ピッチ噛み合い誤差、及び歯溝の振れを求める。
(もっと読む)
歯車強度評価法
【課題】真空浸炭処理された歯車の強度評価法の信頼性を高めることができる技術を提供することを課題とする。
【解決手段】検出コイル28は、絶縁性に富む三角形断面の樹脂体36を介して検出コイル支持体24に支持されている。樹脂体36が三角形断面であるため、検出コイル28を歯車15の歯底37に接近させることができる。
【効果】歯底の浸炭深さに基づいて合否判定を行う。歯底が合格基準深さ範囲内であれば、歯部は全体的に合格レベルにあるとみなすことができるため、強度評価の信頼性を高めることができる。
(もっと読む)
渦電流磁界変化検出装置及び歯車強度評価法
【課題】真空浸炭処理された歯車の強度評価法の信頼性を高めることができる技術を提供することを課題とする。
【解決手段】球体25の内部には歯部42の温度を測定する温度センサー29が内設されている。球体25の球径は、隣合う歯先43と歯先43との間を通過するが、歯底41に到達する前に歯部42、42の面に接触する外径に設定されている。すなわち、接触点44、44に接触しているため、球体25の図左右方向及び上下方向の位置が規定される。併せて、球体25の中心は歯底41の中心に合致する。
【効果】歯車の温度及び予め定められている温度補正情報に基づいて測定値を補正する。真空浸炭処理後の高温歯車の温度が下がりきる前に測定するので、工数を低減できる。
(もっと読む)
ハイポイドギヤの歯面形状の測定方法および測定装置
【課題】リングギヤの歯面を正確に測定することができるハイポイドギヤの歯面形状の測定方法を提供する。
【解決手段】ハイポイドギヤの歯面形状測定方法は、リングギヤ20を位置決めする工程と、リングギヤ20とドライブピニオン10とが正規バックラッシで噛み合うようにリングギヤ20を移動させる工程と、その移動量に応じてリングギヤ20の位置を補正してリングギヤ20の形状を測定する工程とを備える。
(もっと読む)
ギヤ歯面の異常診断方法及びこれを用いたギヤ歯面の異常診断装置
【課題】 ギヤの歯面の打痕や歯面の粗度(表面あらさ)不良によるギヤ単品の異常をかみ合い駆動時のギヤ振動信号の時系列解析により精度良く検出、判断できるギヤ診断手法及びその診断方法を用いたギヤ異常診断装置を提供することにある。
【解決手段】ギヤ単品駆動時に発生する振動加速度信号を計測し、次に振動加速度信号の時系列解析を行い、その推定信号と実測信号の残差の波高率や尖り度を求め、これらの変化を監視することで微小な打痕等のギヤ異常の判別(診断)ができる。
(もっと読む)
マスターギヤーおよび被検査用ギヤーの偏心量の検出方法およびこの方法を使用する偏心量検出装置
【課題】本願発明は、マスターギヤーの振れを前以て測定する必要がなく、定期的なマスターギヤーの振れ測定も不要なマスターギヤーおよび被検査用ギヤーの偏心量の検出方法を提供するとともに、この検出方法に使用される偏心量検出装置を提供する。
【解決手段】マスターギヤーと被検査用ギヤーの歯数比を略m/w(ただしm≧2、w≧2、m+w=2n+1、かつ、mとwとは共通の因数を有せず、m、wおよびnは自然数である。)とし、該マスターギヤーおよび該被検査用ギヤーは互いに圧接噛合して該マスターギヤーがw回転する間の両者の中心間距離の変動量を記録し、この変動量の記録を二分割して演算することにより該マスターギヤーおよび該被検査用ギヤーの回転中心の偏心量を検出することとした。
(もっと読む)
歯車の歯当り評価方法
【課題】 正確な噛み合い領域や面圧を測定できるようにして、高精度に且つ容易に歯当りを評価できるようにする。
【解決手段】 一対の歯車の一方の歯車の歯面に、赤外線サーモグラフィ装置で使用する波長域において基準値以上の吸光度を有するコーティング剤を塗布し(S20)、その後、一対の歯車を回転させ(S30)、歯車の見かけ上の歯面温度の変化を、赤外線サーモグラフィ装置を用いて検出し(S40)、検出された見かけ上の歯面温度の変化に基づいて、一対の歯車の歯当たりを評価する(S50)ようにする。
(もっと読む)
歯車振動強制力評価装置
【課題】歯車の回転方向の振動強制力を効率的に且つ高い精度で評価することが可能な歯車振動強制力評価装置を提供する。
【解決手段】伝達トルクの変動成分を計測する系(計測系B)を、回転負荷を発生させる系(機械制御系A)と分離して構成した。これにより、計測用トルクメータ9による計測のS/N比が高められ、評価の精度を向上させることができる。また、計測系Bによって計測された歯車対2,3の伝達トルクの変動成分に基づき歯車対2,3の回転方向の振動強制力が評価されるため、歯車対2,3の噛合い伝達誤差に基づき振動強制力を評価する従来の装置と比較して、当該歯車対2,3の回転方向の振動強制力の評価を効率化することができる。
(もっと読む)
歯車の噛み合い伝達誤差の測定装置および歯車の製造方法
【課題】高精度かつ連続的な測定を可能とする歯車の噛み合い伝達誤差の測定装置および歯車の製造方法を提供する。
【解決手段】歯車の噛み合い伝達誤差の測定装置10は、中心軸100上に配置された被測定歯車31と、被測定歯車31と噛み合い、中心軸200を中心に回転する被測定歯車41と、自重により中心軸200を中心とする回転トルクを被測定歯車41に作用させる負荷錘20mおよび20nとを備える。負荷錘20mおよび20nは、被測定歯車41と一体となって回転する。
(もっと読む)
ギアの組み合わされたテストのための装置及び方法
【課題】高速に且つ信頼性高くギアセットのペアの品質テストを実施できる方法、デバイス、解析ユニット及びソフトウエアモジュールを提供する。
【解決手段】ギアペアの稼動振る舞いを計測しローリング装置(12)を有する装置(10)であって、該ローリング装置(12)はギア(13、14)毎に一つのスピンドル(15、16)を含みギア(13、14)の一つを駆動するための少なくとも一つのドライブ(17;18)を有する装置(10)である。更に構造負担ノイズセンサ(20)、シーケンスコントローラ(30)、スピードセンサシステム(23、24)が設けられている。最初のサーチランで、構造負担ノイズテスト若しくは回転加速計測を利用して特定の設置位置が確定され続いて単一側面稼動テストが特定の設置位置で行われるような、ギアペアの組合せテストが実行されるようにシーケンスコントローラ(30)が設計される。
(もっと読む)
歯車の歯当り評価方法及び装置
【課題】正確な噛み合い領域及び面圧を測定できるようにすることにより、高精度に歯当りを評価できるようにする。
【解決手段】互いに噛み合う一対の歯車の少なくとも一方の歯車の歯面に潤滑油を塗布する潤滑油塗布工程と、潤滑油塗布工程後に上記一対の歯車が回転したことにより生じる上記一方の歯車の歯面の温度上昇の分布を検出する歯面温度上昇検出工程と、上記歯面温度上昇が相対的に高い領域を噛み合い領域と評価するとともに、上記歯面温度上昇が相対的に高いほど面圧が高いと評価する歯当り評価工程とをそなえるようにする。
(もっと読む)
1 - 20 / 29
[ Back to top ]