
Fターム[2G024AC01]の内容
機械部品、その他の構造物又は装置の試験 (9,137) | 軸受 (350) | 転がり軸受 (278)
Fターム[2G024AC01]の下位に属するFターム
玉軸受 (43)
Fターム[2G024AC01]に分類される特許
21 - 40 / 235
転がり軸受の異常診断装置および歯車の異常診断装置
【課題】キズや剥離等の転がり軸受の異常を感度良くかつ正確に診断可能な転がり軸受の異常診断装置を提供する。
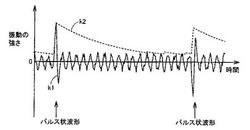
【解決手段】異常診断装置は、転がり軸受の振動を測定するためのセンサと、センサを用いて測定された振動波形に基づいて転がり軸受の異常を診断するための処理部とを備える。処理部は、変換部と、診断部とを含む。変換部は、転がり軸受の異常により振動波形に周期的に表われるパルス状波形(k1)を、各パルス状波形の包絡線よりも信号幅が広くかつ一定の逆のこぎり波状波形(k2)に変換する。診断部は、逆のこぎり波状波形(k2)に基づいて転がり軸受の異常を診断する。
(もっと読む)
転がり軸受の振動値予測方法及び転がり軸受の製造方法

【課題】転がり軸受の組み付けに先だって、転がり軸受の振動値を予測することができる、或いは振動値を制御することができる転がり軸受の振動値予測方法及び転がり軸受の製造方法を提供する。
【解決手段】外輪軌道面11a及び内輪軌道面12aにおけるうねりの中でnZ(n:正の整数)山、(nZ+1)山、及び(nZ−1)山成分の外輪振幅総和値及び内輪振幅総和値と、転動体13の転動面13aにおけるうねりの中で2m(m:正の整数)山成分の転動体振幅総和値と、から統合振幅総和値を求めると共に、統合振幅総和値が既知の転がり軸受10を回転させたときの振動値を測定して、統合振幅総和値と振動値との相間関係を求め、この相間関係に基づいて使用する転がり軸受10に対して計算された統合振幅総和値から振動値を、或いは、振動値から使用する転がり軸受10に許容される統合振幅総和値を予測する。
(もっと読む)
ベアリング診断方法
【課題】簡便かつ短時間でのベアリング診断を可能とする。
【解決手段】ベアリングにおけるインナーレースとアウターレースとの間に所定抵抗を介して所定電源を接続し、ベアリングを回転させながら電流値ないし前記インナーレースとアウターレースとの間の電圧値を測定し、この測定で得た電流値ないし電圧値の分布に関して、標準偏差が所定以上である時にベアリング異常と判定する。
(もっと読む)
回転機軸受診断装置
【課題】回転機の軸受診断を行う場合、外乱振動波形による影響によって正確な診断が困難であった。
【解決手段】モータにより駆動される回転機の機器仕様データベースと、軸受の振動波形を格納する振動波形データベースと、包絡線処理手段と、間引き処理手段と、FFT解析手段と、特徴周波数抽出手段と、波形分布処理手段と、特徴周波数抽出結果並びに波形分布結果から判定基準を算出する判定基準算出手段と、判定基準データベースと、特徴周波数抽出結果に対して判定基準を用いて判定する判定手段とを有する。
(もっと読む)
転がり軸受部振動データの高周波電磁振動成分除去方法および高周波電磁振動成分除去装置、回転機械の転がりの軸受診断方法および軸受診断装置
【課題】
振動センサから出力される電気信号に基づいて高調波電磁振動の周波数成分を特定し、特定された高調波電磁振動の周波数成分を低減させる。さらにそのデータを用いて、回転機械の転がり軸受診断を行う。
【解決手段】
検出した振動加速度の高周波帯域のピーク値の中で、各ピーク間の周波数間隔が整数倍であるピーク値のレベルを低減し、回転機械の回転数に関係なくインバータ駆動モータで発生する高調波振動成分を除去する。
(もっと読む)
軸受の診断装置
【課題】回転設備の軸受部の異常の検出において、異常の程度が小さな状態でも軸受の回転速度に予期せぬ変化が生じる場合に、軸受の異常を精度よく検出できる軸受の診断装置を得る。
【解決手段】軸受の診断装置は、振動信号を回転速度情報に対応する周期のサンプリングクロックでサンプリングしてデジタルの振動信号に変換し、デジタルの振動信号をウェーブレット変換して複数の周波数帯域の時間軸波形を抽出し、抽出された時間軸波形のうちから異常の特徴を含む周波数帯域の時間軸波形を抽出し、抽出された異常の特徴を含む周波数帯域の時間軸波形に対してFFT解析を実施して得られた周波数スペクトルから軸受の構造と回転数に起因する周波数の振幅値を算出し、軸受の構造と回転数に起因する周波数毎の判定基準値と算出した周波数の振幅値とを比較する。
(もっと読む)
熱処理異常検出方法及び転がり軸受
【課題】形状,焼入れ条件等が種々異なる部材に適用可能であり、高周波焼入れが施された鋼製部材の熱処理異常を破壊することなく検出することができる方法を提供する。また、軸受部品の熱処理品質が保証された高性能の転がり軸受を提供する。
【解決手段】平滑化曲線が下記の条件A〜Cを全て満足する場合に、被検材に熱処理異常がないと判定する。条件A:焼入れ組織に起因し且つ強度が最も低い反射波の深さ位置よりも深い深さ位置に、極大ピークを有し、該極大ピークの反射波は、非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い。条件B:焼入れ組織に起因し且つ強度が最も低い反射波の強度が、所定の第一閾値以下である。条件C:非焼入れ組織に起因し且つ表面散乱に起因する部分を除いて強度が最も高い反射波の強度が、所定の第二閾値以上である。
(もっと読む)
ベアリングの寿命モニタリング方法
【課題】精度の高い通知ができる寿命モニタリング方法を提供することを目的とする。
【解決手段】回転体10の回転数及び回転体10を回転自在に支持するベアリングに作用する荷重に基づいてベアリングの定格寿命Lを算出して閾値とし、回転体10の回転時間の積算値が閾値に到達したらメンテナンス時期を表示する寿命モニタリング方法において、回転体10の回転数として、回転体10の時間的に変化する回転数の平均値である平均回転数Nmを使用し、かつ、ベアリングに作用する荷重として、ベアリングに作用する荷重の時間的な平均値である平均荷重Lmを使用して閾値を求めるので、実際の機械の運転状況に応じてベアリングの寿命を予測することができる。
(もっと読む)
異常診断装置、回転装置及び異常診断方法
【課題】回転速度センサの出力信号に重畳するノイズの影響を排除して、正確に回転速度を検出し、回転装置の異常を高い精度で診断する。
【解決手段】検出した振動及び回転速度に基づいて、回転装置の異常を診断する異常診断装置であって、回転速度センサ15からの回転信号をA/D変換し、変換したディジタル信号についてフーリエ変換による周波数分析を行うことで回転速度を算出する回転分析部26を有することを特徴とする異常診断装置。
(もっと読む)
ころがり軸受の劣化診断方法
【課題】ころがり軸受の回転速度が低速であっても、スラスト方向の振動が優位となる劣化モード(ミスアライメント等)を精度よく検出することができ、劣化状態を正しく判断できるころがり軸受の劣化診断方法を提供すること。
【解決手段】2N個の転動体と1個の内輪から構成される転がり軸受を、外輪-ばね-転動体-ばね-内輪-ばね-転動体-ばね-外輪からなる2N+6次元の連成振動系としてそのスラスト方向の固有振動数を求めておき、回転中の転がり軸受けが発生するスラスト振動および/または音響を周波数解析にて、前記固有振動周波数成分のピーク値の大小によって劣化状態を判断する。
(もっと読む)
軸受保護装置
【課題】内燃機関のカムシャフトを支持する転がり軸受を好適に保護する。
【解決手段】内燃機関のカムシャフト4を支持する転がり軸受30を保護するための軸受保護装置に関する。軸受保護装置は、バルブリフトを可変にするためのバルブリフト可変機構50と、バルブリフト可変機構50に油圧を供給するための油路20と、転がり軸受30および油路を連通する連通路Rと、連通路Rに設けられ、転がり軸受30の異常振動に応答して機械的に開弁する保護弁40とを備える。保護弁40の開弁時に油路のオイルが転がり軸受30に供給される。またバルブリフト可変機構50が高リフト側になるのを防止し、転がり軸受30に対するバルブリフト荷重を低減できる。
(もっと読む)
鉄道車両用転がり軸受材料の疲労限面圧の推定方法および推定装置
【課題】 短期間の疲労試験の結果から、転がり軸受用鋼等の転がり接触する金属材料の疲労限面圧を精度良く推定することができる鉄道車両用転がり軸受材料の疲労限面圧の推定方法を提供する。
【解決手段】 完全両振りの超音波ねじり疲労試験によって金属材料のせん断応力振幅と負荷回数の関係を求める(S1)。せん断応力振幅と負荷回数の関係から超長寿命領域におけるせん断疲労強度τ1imを、S−N線図等よって決める(S2)。接触寸法諸元と負荷とから決まる前記金属材料の表層内部に作用する最大交番せん断応力振幅τ0 が、前記せん断疲労強度τ1imに等しくなる前記負荷が作用するときの最大接触面圧Pmaxを、疲労限面圧Pmax 1imの推定値とする(S3)。
(もっと読む)
車輪用転がり軸受材料の疲労限面圧の推定方法および推定装置
【課題】 短期間の疲労試験の結果から、転がり軸受用鋼等の転がり接触する金属材料の疲労限面圧を精度良く推定することができる車輪用軸受材料の疲労限面圧の推定方法を提供する。
【解決手段】 完全両振りの超音波ねじり疲労試験によって金属材料のせん断応力振幅と負荷回数の関係を求める(S1)。せん断応力振幅と負荷回数の関係から超長寿命領域におけるせん断疲労強度τ1imを、S−N線図等よって決める(S2)。接触寸法諸元と負荷とから決まる前記金属材料の表層内部に作用する最大交番せん断応力振幅τ0 が、前記せん断疲労強度τ1imに等しくなる前記負荷が作用するときの最大接触面圧Pmaxを、疲労限面圧Pmax 1imの推定値とする(S3)。
(もっと読む)
転がり軸受材料の特性評価方法および装置
【課題】 転がり接触する金属材料のせん断疲労特性を、試験により迅速に、かつ精度良く評価できる方法および装置を提供する。
【解決手段】 ねじり振動コンバータ7と、振幅拡大ホーン8と、発振器4と、アンプ5と、制御・データ採取手段3とを用いる。試験片1の形状,寸法を、ねじり振動コンバータ7の駆動による振幅拡大ホーン8の振動に共振する形状,寸法とする。振動コンバータ7を超音波領域の周波数(例えば20000±500Hz)で駆動し、試験片1を共振させてせん断疲労破壊させる試験を行う。試験により得られたせん断応力振幅と負荷回数との関係を用いて、前記金属材料のせん断疲労特性を評価する。
(もっと読む)
軸受部品、軸受および軸受部品の検査方法
【課題】浸炭窒化処理された軸受部品の窒素濃度を、定量的かつ簡便に保証する検査方法、さらに窒素濃度が定量的に保証された軸受部品および軸受を提供する。
【解決手段】軸受部品としての内輪1、外輪2、玉3は、JIS規格SUJ2からなり、表面に浸炭窒化層が形成された軸受部品であって、加熱温度が500℃、保持時間を1時間とした熱処理を行なった後において、当該表面から30μmの深さの位置におけるビッカース硬度が、軸受部品の厚み方向において浸炭窒化層が形成されていない領域である芯部におけるビッカース硬度より130HV以上高い。
(もっと読む)
機械設備の異常診断方法、装置及びプログラム
【課題】機械設備の異常程度を精度良く診断できるようにする。
【解決手段】機械設備の振動を測定して異常を診断する機械設備の異常診断装置は、測定した振動から高周波振動信号を抽出する高周波振動抽出部4と、高周波振動信号を絶対値処理する絶対値処理部5と、絶対値処理した高周波振動信号を包絡線処理する包絡線処理部6と、包絡線処理した高周波振動信号の振幅オフセットを除去する振幅オフセット除去部7と、振幅オフセットを除去した高周波振動信号の振幅パラメータとして絶対値平均値或いは最大値を算出する振幅パラメータ算出部8と、算出した振幅パラメータと予め設定した許容値とを比較して、算出した振幅パラメータの方が許容値より大きい場合に、機械設備に異常が発生していると診断する異常判定部10とを備える。
(もっと読む)
音響診断方法、プログラム及び装置
【課題】雑音が多い環境においても、回転機械の音響診断を行う。
【解決手段】本方法は、診断対象回転機械の定常音のデータに対してDFTを実施して第1パワースペクトルを生成し、外来定常音のデータに対してDFTを実施して第2パワースペクトルを生成し、両パワースペクトル間の差を算出し、当該差のパワースペクトルについてピークの周波数を特定する。そして、特定されたピークの周波数を、バンドパスフィルタの中心周波数に設定して、診断対象回転機械の定常音のデータに対して、バンドパスフィルタを適用し、バンドパスフィルタの出力を絶対値化すると共に包絡線抽出を行い、当該包絡線抽出の結果についてDFTを実施して第3パワースペクトルを生成し、第3パワースペクトルにおけるピーク周波数と、DBに登録されている異常周波数とを照合して、第3パワースペクトルにおけるピーク周波数と合致する異常周波数が存在する場合には、異常を出力する。
(もっと読む)
打切り寿命または打切り強度の試験における試験の設計・解釈方法,装置,プログラム
【課題】 打切り試験における、打切り寿命・強度、試験個数、試験中止基準の設計や、試験結果の解釈を行う。これらの計算を、乱数を用いずに行えて、確率的誤差を低減させ、かつ短時間で計算可能とする。
【解決手段】 コンピュータに対して、情報を入力する入力過程て(P1)と、回答演算処理過程(P2)とを含む。打切り寿命・強度の設計の場合、回答演算処理過程(P2)では、次式Ai =G-1(B-1(R,i,n−i+1)を用いる。ここで、目標とする打切り寿命または打切り強度:Ai 、寿命または強度の累積分布関数の逆関数:G-1(x)、ベータ分布関数の累積分布関数の逆関数:B-1(R,i,n−i+1)、信頼度:R、試験個数:n、である。
(もっと読む)
回転機器の異常診断システム、回転機器の異常診断装置及び回転機器の異常診断方法
【課題】回転機器の異常診断を回転機器から発せられる騒音を非接触で検出し、且つ精度よく回転機器の異常診断を行うことができる回転機器の異常診断システム、回転機器の異常診断装置及び回転機器の異常診断方法を提供する。
【解決手段】設置スペース1の外周部の四辺の各中央部に、4台のスピーカ8a〜8dが設置されており、これらのスピーカ8a〜8dは、設置スペース1の内側に向かって互いに異なる周波数に設定されたビーコン信号を出力する。測定位置で異常診断装置9により回転機器2aが発する振動音響とビーコン信号とを測定する。ビーコン信号に基づいて測定位置を特定し、この測定位置で測定した振動音響の音圧を基準位置で測定したとする音圧に補正する。この補正後の音圧の実効値に基づいて回転機器2aの回転状態の異常診断を行う。
(もっと読む)
転動疲労寿命打切り試験の設計・解釈方法,装置,プログラム
【課題】 転動疲労寿命打切り試験における、打切り寿命、試験個数、試験中止基準の設計や、試験結果の解釈を行う。これらの計算を、乱数を用いずに行えて、確率的誤差を低減させ、かつ短時間で計算可能とする。
【解決手段】 コンピュータに対して、情報を入力する入力過程(P1)と、回答演算処理過程(P2)とを含む。打切り寿命の設計の場合、回答演算処理過程(P2)では、次式Ai =G-1(B-1(R,i,n−i+1)を用いる。ここで、目標とする打切り寿命:Ai 、寿命の累積分布関数の逆関数:G-1(x)、ベータ分布関数の累積分布関数の逆関数:B-1(R,i,n−i+1)、信頼度:R、試験個数:n、である。
(もっと読む)
21 - 40 / 235
[ Back to top ]