
Fターム[2G024DA26]の内容
機械部品、その他の構造物又は装置の試験 (9,137) | 試験対象に加える物理量、試験条件 (1,450) | 条件の調整・制御 (56) | 正逆回転・正逆負荷の制御 (8)
Fターム[2G024DA26]に分類される特許
1 - 8 / 8
角度検出器の軸受自己診断構造および軸受診断用センサ付き角度検出器
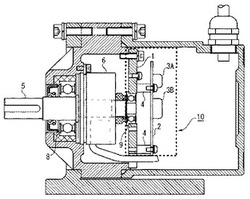
【課題】ボールベアリング寿命の兆候を事前に検出、自己診断できることによって計画的な修理交換を可能とし、十分に高い信頼性を角度検出器に付与することのできる、角度検出器の軸受自己診断構造および軸受診断用センサ付き角度検出器を提供する。
【解決手段】角度検出器の軸受自己診断構造10は、軸受としてボールベアリング8、9を使用する角度検出器6における一定の構造であって、軸受9の設けられた軸受固定板1と、軸受固定板1上に設けられていて回転動作不良発生時に生じる振動を一軸検出するための加速度センサ3A等とからなる構成とする。加速度センサは二個(3A、3B)を、90度回転した配置で設ける。
(もっと読む)
バックラッシュ測定方法

【課題】ギアケースに組み込まれたギア間のバックラッシュを,特別な熟練を要することなく容易に測定し得るバックラッシュ測定方法を提供する。
【解決手段】ギヤケースに支承される第1伝動軸に連結した第1ギヤと,ギヤケースに支承される第2伝動軸に連結した,もしくは連結可能な第2ギヤとの間のバックラッシュを測定する方法であって,ギヤケース1をワーク保持体40の所定位置に保持する第1ステップと,第1伝動軸3を正転させる第2ステップと,第1伝動軸3の慣性回転を抑えつゝ正転を停止する第3ステップと,第2ギヤ17,18に負荷をかけつゝ第1伝動軸3を逆転させて,回転状況センサ99,107により第1伝動軸3の回転状況を検出する第4ステップと,電子制御ユニット46によって,回転状況センサ99,107の検出信号に基づきバックラッシュ値を演算する第5ステップとを実行する。
(もっと読む)
バックラッシュ測定装置
【課題】ギアケースに組み込まれたギア間のバックラッシュを,特別な熟練を要することなく容易に測定し得るバックラッシュ測定装置を提供する。
【解決手段】ギヤケース1内で互いに噛合してギヤケース1に支承されると共に,第1伝動軸3及び第2伝動軸10がそれぞれ連結される第1ギヤ16及び第2ギヤ17,18間のバックラッシュを測定する,バックラッシュ測定装置であって,ギヤケース1を所定位置に保持するワーク保持体40と,第1伝動軸3を正逆転させ得ると共に,その第1伝動軸3の回転状況を検出する回転状況センサ99,107を有する正逆転駆動機構45と,この正逆転駆動機構45の作動により第1伝動軸3を正転させた後,逆転させたときに回転状況センサ99,107の検出信号を受けてバックラッシュ値を演算し,その値の適否を判別する電子制御ユニット46とを備える。
(もっと読む)
ボールネジ機構の劣化検査方法
【課題】ボールネジ機構を分解することなく、稼働中であってもグリース中の鉄粉濃度を正確に測定できる劣化検査方法を提供する。
【解決手段】ボールナット(6)の下方部(11)には、吸引管(17)を介して定量吸引ポンプ(18)を接続する。上方部(10)には定量グリース吐出バルブ(31)を接続する。前記吸引管(17)に鉄粉濃度計(37)を設ける。
ボールナット(6)内のグリースを少なくとも1/3以上残して、定量吸引ポンプ(18)で排出し、実質的に同量の新しいグリースを定量グリース吐出バルブ(31)により給脂する。前記吸引管(17)内のグリース中の鉄粉濃度を鉄粉濃度計(37)によって測定してボールネジ機構(2)の劣化状態を推定する。
(もっと読む)
耐久性能試験装置
【課題】機械部品等の耐久試験と性能試験との両方を行う耐久性能試験装置を提供する。
【解決手段】耐久性能試験装置として、架台9に対して動かされる可動部(スピンドル30)と、この可動部(スピンドル30)に対して供試体2を連結する可動治具50と、可動部(スピンドル30)と供試体2の抵抗力を計測する抵抗力計測手段(分力センサ51、トルクセンサ52)と、可動治具50と可動部(スピンドル30)との相対変位を規制するロック部材53と、このロック部材53を可動治具50と可動部(スピンドル30)との相対変位を規制する規制位置と可動治具50と可動部(スピンドル30)との相対変位を規制しない解除位置とに切り換えて保持するロック切り換え機構55とを備える。
(もっと読む)
モータにおけるロータ部の浮上量測定方法および浮上量測定装置
【課題】モータのロータ部の浮上量を安定して取得する。
【解決手段】浮上量測定装置5は、ロータ部3を回転するモータ駆動部51および静電容量型変位計である測定機構52を備える。ロータ部3の浮上量を測定する際には、モータ駆動部51によりロータ部3が低速回転され、その間に、ロータ部3に対向する測定機構52の測定部521を介してロータ部3のディスク載置面3112aと測定部521との間の距離に対応する測定値が取得される。その後、ロータ部3がモータ駆動部51により定格回転され、定格回転時での測定値が取得される。低速回転時での測定値をモータ1の停止時の測定値とみなして低速回転時および定格回転時の測定値の差を浮上量とすることにより、ロータ部3の浮上量が安定して求められる。
(もっと読む)
スプライン嵌合部品の製造方法
【課題】摺動抵抗力が予め設定された評価規格範囲の値となるスプライン嵌合部品を容易に製造できるスプライン嵌合部品の製造方法を提供する。
【解決手段】摺動抵抗力を評価規定範囲内の値とする予圧量の適正予圧範囲を求め、予圧量を適正予圧範囲内の値とするスプライン部の加工公差幅δを算出する。そして、ボール溝加工後の高精度加工部材6のボール溝Hiを測定してボール溝加工誤差幅δ2を求める。それから、加工公差幅δ及びボール溝加工誤差幅δ2に基づいて、低精度加工部材2のボール溝加工公差幅δ1を算出し、ボール溝加工誤差がボール溝加工公差幅δ1内の値となるように低精度加工部材2にボール溝加工を施す。これにより、スプライン部の予圧量を適正予圧範囲内の値とし、摺動抵抗力を評価規定範囲内の値とするボール溝を低精度加工部材に形成する。
(もっと読む)
検査機器
【課題】ワークを検査するときにネジゲージの挿入位置にバラツキが生じるのを回避し、検査精度や作業性を向上する。
【解決手段】ポール14に支持された上部プレート16に治具20が設けられており、保持部18に雌型のネジ部52を有するワーク50が回転しないように保持される。ポール14には、移動プレート24に連結されたスリーブ部材24が摺動可能に設けられており、移動プレート24の上部にホルダー部材32がモータ28によって回転可能に支持されている。ホルダー部材32には、雄型のネジ部38を有するネジゲージ36が支持されている。モータ28でネジゲージ36を規定のトルクで回転させると、ネジゲージ36のネジ部38がワーク50のネジ部52にねじ込まれる。そして、所定値より大きいトルクがかかったときにネジゲージ36の回転が停止され、ネジゲージ36の軸方向のストローク長がエンコーダ42で測定される。
(もっと読む)
1 - 8 / 8
[ Back to top ]