
Fターム[2G047GA21]の内容
超音波による材料の調査、分析 (29,493) | 特徴箇所探触子(一般) (1,650) | 超音波以外の方法を用いた探触子との組合せ (292) | TVカメラ等光学的検知手段との組合せ (75)
Fターム[2G047GA21]に分類される特許
1 - 20 / 75
非破壊検査方法
【課題】より詳細なひびの評価ができ、検査の信頼性を向上できる非破壊検査方法を提供することにある。
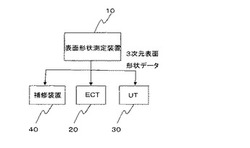
【解決手段】表面形状測定装置10は、複雑な形状をした構造物の表面で発見されたひびに対して、ひび周辺の表面形状の3次元測定データを測定する。渦電流探傷検査(ECT)装置20及び超音波探傷検査(UT)装置30は、表面形状測定装置10により測定された3次元測定データを用いて、ひびの寸法を測定する。補修装置40は、非破壊検査で用いた表面形状の3次元測定データを用いて、ひびの補修をする。
(もっと読む)
薄板の応力計測方法、及び、計測装置

【課題】残留応力等、薄板に付加された応力の大きさを、非破壊、非接触で、高速かつ安全に、精度良く計測する、薄板の応力計測方法、及び、計測装置を提供する。
【解決手段】被検査体に超音波発生用パルス発振レーザ光を照射して超音波を発生させ、さらに、超音波発生用パルス発振レーザ光と波長の異なる超音波検出用レーザ光を照射し、被検査体に発生した超音波の振動によるドップラーシフトを受けた超音波検出用レーザ光を利用して被検査体に発生した超音波の強度波形を算出し、前記超音波の強度波形の周波数解析を行い、2つに分離して観察される前記被検査体に発生した群速度ゼロのS1モードの板波超音波の周波数から、あらかじめ作成された2つの周波数と応力の大きさとの関係を用いて、前記被検査体に付加された応力の大きさを算出するステップを備えることを特徴とする薄板の応力計測方法。
(もっと読む)
検査装置
【課題】分析に要する時間がわずかで、効率的に広範囲の構造物表面の検査が可能な検査装置及びそれを用いた検査方法を提供する。
【解決手段】検査装置は、所定位置を所定周波数で打突する打突振動子100と、検査面の第1位置における物理量を検知する第1レーザードップラー速度計201と、前記検査面の第2位置における物理量を検知する第2レーザードップラー速度計202と、前記第1レーザードップラー速度計201によって検知された物理量に対し、表面波の大きさと関連する第1物理量を抽出する第1フィルタ手段と、前記第2レーザードップラー速度計202によって検知された物理量に対し、表面波の大きさと関連する第2物理量を抽出する第2フィルタ手段と、第1物理量と、第2物理量との比を算出する算出手段と、算出された比を、前記打突振動子100による打突位置と対応させて表示する表示手段と、を有する。
(もっと読む)
溶接欠陥検出システム及び電縫鋼管の製造方法並びに溶接製品
【課題】従来の欠陥検出技術では電縫溶接部の欠陥を十分に検出できるまでには至っておらず、機械的特性の劣化した局部を含む電縫鋼管が製品に混入する場合があるという事態を防ぎ難い。
【解決手段】溶接施工時の溶接部を対象とし、該対象の発光状態をスパークセンサ12で撮像し、該撮像した画像からスパークを判定し、次いで前記対象の輝度をDSセンサ10で画像信号として捉えて監視するとともに、前記監視後の溶接部をアレイ探触子を用いた超音波探傷装置(アレイUT)11で検査する溶接欠陥検出システムである。
(もっと読む)
電縫鋼管の溶接欠陥の検出システム及び電縫鋼管
【課題】電縫鋼管溶接部に稀に発生する管体表面近傍の50μm前後の微小な溶接欠陥を検出し、かかる微小な溶接欠陥を有する電縫鋼管が製品の中に稀に混入する事態を防ぐ。
【解決手段】帯材を管状に成形して形成したV字状ギャップの縁部同士を連続的に溶接して製造される電縫鋼管の前記溶接の際に生じる溶接欠陥を検出するための、電縫鋼管の溶接欠陥の検出システムであって、溶接後ビード切削前の間に溶接部の輝度を輝度センサ10で監視し、その後、前記ビード切削よりも下流側で、溶接部をアレイ探触子を用いた超音波探傷装置11で検査する。
(もっと読む)
溶接欠陥検出方法及び電縫鋼管の製造方法並びに溶接製品
【課題】溶接欠陥に起因する溶接部機械特性低下部を、確実且つ過不足なく検出でき、これらの部分を切除した溶接製品を得、溶接製品の信頼性を格段に向上させる。
【解決手段】溶接施工時の溶接部を対象とし、該対象の発光状態をスパークセンサ12で撮像し、該撮像した画像からスパークを判定するスパーク判定工程と、次いで前記対象の輝度をDSセンサ10で画像信号として捉えて監視する輝度監視工程とを備え、更に前記監視工程後の溶接部をアレイ探触子を用いた超音波探傷装置(アレイUT)11で検査する検査工程を備えた。
(もっと読む)
超音波斜角探傷方法及び超音波斜角探傷装置
【課題】被探傷材の端部の未探傷領域を容易に少なくすることができる超音波斜角探傷方法を提供する。
【解決手段】超音波斜角探傷方法は、探傷ゲートを予め設定する探傷ゲート設定ステップと、超音波探触子から鋼管の端面までの距離を計測する端面距離計測ステップと、超音波探触子2が送信した超音波が、鋼管の厚み方向の内面、外面、端面、内面の順である第1伝搬経路等の順に反射した後、超音波探触子に受信されるか否かを判断する第1判断ステップと、第1判断ステップにおいて超音波が超音波探触子に受信されると判断したときは、超音波が第1伝搬経路等の順に反射した後に超音波探触子に受信されるまでの時間である端面反射伝搬時間を算出し、探傷ゲート設定ステップで設定された探傷ゲートの終了時点を、超音波の送信時点を起点として端面反射伝搬時間が経過する時点に変更する探傷ゲート変更ステップとを含む。
(もっと読む)
配管検査方法及び配管寿命決定方法
【課題】溶接後や稼働状況に応じて、配管の損傷の具体的な情報を容易に取得することができ、検査結果の信頼性を向上し得て、損傷状態を的確に把握することができる配管検査方法及び配管寿命決定方法を提供する。
【解決手段】本発明は、配管の異材溶接継手部の界面における損傷を検査する配管検査方法であって、前記配管の表面の損傷に関わる情報を採取して損傷の発生状態に関する情報を取得する表面観察ステップと、超音波を発信する発信部と超音波を受信可能な受信部とを有するプローブを用いて前記発信部から前記異材溶接継手部の界面に向けて超音波を発信し、前記受信部で反射波を受信することで配管の内部の損傷の発生状態に関する情報を取得する内部観察ステップと、前記表面観察ステップと前記内部観察ステップとで取得した損傷の発生状態に関する情報に基づいて配管の損傷度合いを診断する診断ステップと、を備えている。
(もっと読む)
粉体付着量検知方法及び画像形成装置
【課題】高付着量でも常に安定した正確な付着量検知とそれを利用した画像形成装置を提供する。
【解決手段】感光体ドラム210上のトナー付着量を検知するため、光熱変換作用を検出する音響波検出センサ209を用いる。音響波検出センサ209は、熱励起レーザ207とマイクロフォン206とを備え、光源部から照射された光を感光体上に付着しているトナー205に入射させ、トナーからの光熱変換信号を検知して付着量を検知する。光源からの光は一定の周波数で強度変調する。照射光が変調されているため、変調周波数に従った空気の圧力変化で音響波が発生しマイクロフォン206に到達し、ロックインアンプで変調信号を基準信号として同期検出する。検出されたこの音響波の強度はトナー付着量と相関があり、あらかじめ付着量と音響波強度との検量線を作成しておけば付着量を検出できる。
(もっと読む)
電子装置、硬さ算出方法、及びプログラム
【課題】音波を用いることにより、物体の硬さを検出する。
【解決手段】発振部110は、センサ用音波を発振する。検出部120は、物体で反射したセンサ用音波を検出する。距離算出部130は、発振部110がセンサ用音波を発振してから検出部120がセンサ用音波を検出するまでの時間に基づいて、物体までの距離を算出する。硬さ算出部140は、検出部120が検出したセンサ用音波の強度、及び距離算出部130が算出した距離に基づいて、物体の硬さを算出する。
(もっと読む)
超音波探傷システム及び超音波探傷方法
【課題】、液体または気体の媒体を介して超音波を被検体に伝搬させる超音波探傷方法または超音波探傷システムにおいて、超音波の入射位置を正確かつ確実に特定する。
【解決手段】水浸法による超音波探傷方法において、超音波送受信手段に光学的照射手段を搭載させ、光学的照射手段から被検体へ光学的マーカを照射し、撮像装置にて光学的マーカの照射位置を撮影して探傷を行う。
(もっと読む)
鋳造品の検査方法
【課題】高温状態にある鋳造品の検査を行うことができる鋳造品の検査方法を提供する。
【解決手段】鋳造品の検査方法であって、鋳造品表面において熱放射赤外線比率が基準値よりも高い高放射領域(擬似黒体部)の赤外線強度を検出するとともに、鋳造品表面において検査対象として定められた検査領域の赤外線強度を検出するステップ(S2、S4)と、検査領域の赤外線強度と高放射領域の赤外線強度との比率(熱放射赤外線比率)を算出するステップ(S6)を有している。
(もっと読む)
超音波検査装置、及び超音波検査装置を備える紙葉類処理装置
【課題】より高い精度で検査を行うことができる超音波検査装置、及び超音波検査装置を備える紙葉類処理装置を提供する。
【解決手段】超音波検出装置135は、送信部50と受信部60と仕切部材70とを備える。送信部50は、紙葉類7が搬送される搬送面Pに対して所定の角度θで設けられ、前記搬送面Pに対して超音波を射出する。受信部60は、超音波を検出するチャネルを複数備え、チャネルに入射する超音波を検出する。仕切部材70は、前記送信部50から射出されて、前記受信部60の走査方向における前記紙葉類の端部を回折する回折波を遮蔽する。
(もっと読む)
ベンド管検査装置
【課題】同一平面内に多数の屈曲部を有するベンド管内に挿入して、肉厚測定や管内の損傷の有無を調べることが可能なベンド管検査装置を提供する。
【解決手段】複数のリンク材12が左右対となる回動係合部13を介して連結されたリンクチェーン14と、リンクチェーン14の回動係合部13に取付けられてリンクチェーン14の高さより直径が大きい板状車輪15と、リンクチェーン14の中央に挿通される屈曲可能なガイドホース16と、リンクチェーン14の先部に設けられた検査部17とを有し、回動係合部13は、一つのリンク材12の前側に対向して設けられ左右方向外側に向いた突出部18を有する幅狭連結板部19と、後側に対向して設けられ隣のリンク材12の突出部18が嵌入する丸孔部20を備える幅広連結板部21とを有し、板状車輪15は突出部18に設けられている。
(もっと読む)
生体情報取得装置
【課題】PAMにおいて、被検者や術者の照射光からの安全性を確保しつつ、被検体を圧迫保持する際に術者が手技を行いやすくなるような技術を提供する。
【解決手段】光を遮断するカバーと、前記カバーで覆われる、被検体を保持する二枚のプレートと、レーザ光源と、前記レーザ光源から光を照射された前記被検体から発生する音響波を受信する探触子と、を有し、前記カバーには、被検者の一部である被検体を当該カバーの内部に挿入するための第一の開口部と、前記プレートを延長した面が当該カバーと交わる位置に、術者が当該カバーの内部に手を入れて手技を行うことができるような、開閉できる第二の開口部と、が設けられていることを特徴とする生体情報取得装置を用いる。
(もっと読む)
振動検出システム、該システムを用いた装置及び振動検出方法
【課題】ファイバ・ブラッグ・グレーティング(FBG)を用いた超音波・AE等の振動検出装置は、材料衝撃時の弾性波検出や超音波探傷に用いられるが、温度変化や歪み変化を受ける環境では、超音波検出が不可能であったり、性能が劣るという問題があり、また小型で軽量の装置が望まれていた。
【解決手段】広帯域光源を用いて、FBG反射波長域を包含する広帯域光を前記FBGに入射し、前記FBGからの反射光強度を電気信号に変換し、前記電気信号に対して、前記FBGが受ける振動に基づく応答信号を抽出する信号処理を行うことにより振動を検出することで、光フィルタを用いずに、超音波等の振動を検出する。
(もっと読む)
基板の回路パターン欠陥検査方法
【課題】誤測定の可能性を減少させ、測定時間を節減する基板の回路パターン欠陥検査方法を提供する。
【解決手段】基板105の検査対象回路パターン106に非接触式でレーザー103を照射するためのレーザー照射部101を準備し、検査対象回路パターン106と電気的に連結される連結回路パターン107に非接触式でプローブビーム104を照射するためのプローブビーム照射部102を準備し、検査対象回路パターン106にレーザー照射部101からレーザー103を照射し、連結回路パターン107にプローブビーム照射部102からプローブビーム104を照射してプローブビーム104の回折有無及び回折角度を測定する。
(もっと読む)
着脱式探触子を備えた検査装置
【課題】被検査体の多様な直径に対し互換可能にするとともに、多様な探触子を着脱式探触子を備えて多様な検査を実行する着脱式探触子を備えた検査装置を提供する。
【解決手段】管状被検査体を検査するための検査装置10であって、柱の一側または両側に長手方向に延びるガイド溝101を備えたフレーム100、フレームの先端に設置されるカメラモジュールを含むヘッド部、ヘッド部に結合され、外面に多数のブラケットが形成された第1本体部、第1本体部の後面に設けられ、多数のホールを備えるプレート、プレートのホールに挿設される照明モジュール部、フレームに嵌合し、外面に多数のブラケットが形成された第2本体部、第1本体部と第2本体部の間に介設されるコイルスプリング、第1本体部及び第2本体部の外面に形成されたブラケットにリンクで連結され、管状被検査体の管径に対応するように形成されたリンク部を含む。
(もっと読む)
材料劣化診断装置及び方法
【課題】超音波光プローブを用いた材料の劣化診断に対する耐熱性や耐久性等の信頼性を長期に渡って向上させる。
【解決手段】超音波光プローブを配管8の表面に取り付ける方法は、まず、光ファイバ21が貼着された圧着膜の金属箔22を配管8表面にスポット溶接により接合する。そして、光ファイバ21上に電気コイル12及び永久磁石11を順に配置する。永久磁石11は磁力によって金属8に固定され、電気コイル12は永久磁石11と光ファイバ21との間に挟まれて固定されるが、位置ずれを防ぐために接着剤などで固定してもよい。
(もっと読む)
溶接部の亀裂検査装置及び亀裂検査方法
【課題】熱を発する溶接構造物を対象として、遠隔操作によって溶接部における横割れの欠陥と縦割れの欠陥とを容易に判別して探傷可能とする。
【解決手段】磁性材料から構成され熱を発している被検査面S上を移動しながら、溶接構造物の溶接部を超音波によって非破壊探傷する亀裂検査装置1である。上記被検査面Sを車輪10が転動することで当該被検査面Sに沿って遠隔操作で移動可能な走行体と、走行体に支持される2対の斜角探触子108,109と、を備える。上記車輪10は、ネオジム磁石によって上記被検査面Sに磁着する。一対の斜角探触子108,109の配置を上記移動方向に対し直角となるように配置すると共に、他の対の斜角探触子108,109の配置を上記移動方向に対し斜めとなるように配置する。
(もっと読む)
1 - 20 / 75
[ Back to top ]