
Fターム[2G047GF18]の内容
超音波による材料の調査、分析 (29,493) | 特徴箇所送受波制御 (1,302) | フォーカス、焦点制御、焦点合わせ (141)
Fターム[2G047GF18]の下位に属するFターム
ダイナミック・フォーカス (9)
Fターム[2G047GF18]に分類される特許
1 - 20 / 132
超音波の時間発展に対処した衝撃波医療装置
非接触空中超音波探傷技術における位相一定法を用いた超音波探触子
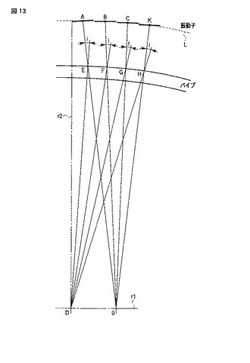
【課題】入射角一定フォーカシング法を用いつつ、S/Nを向上させる。
【解決手段】超音波探触子は、非接触空中超音波探傷技術における位相一定法を用いており、被検査管としてのパイプに対向する開口を有する筐体と、筐体内に収容され、パイプに対してパルス状の超音波を出力する複数の振動子とを備えている。各振動子は、当該各振動子の中心A,B,C,Kがパイプの中心Dから一定距離だけ離れた仮想曲面L上に位置し、且つ超音波の出力方向がパイプの任意に定めた半径線r1上の位置であって当該パイプの中心Dから所定距離だけ離れた位置Oに焦点を結ぶように、配列されている。このように構成された超音波探触子によれば、入射角iが一定で且つ(距離一定AE=BF=CG=KHに対応して)位相を一定とする位相一定フォーカシング法を適用した構成により、従来の入射角一定フォーカシング法を用いつつ、S/Nを向上できる。
(もっと読む)
超音波線形フェイズドアレイを使用して欠陥のサイズを決定する方法

【課題】部品中の欠陥の寸法を決定するための方法及び装置を提供すること。
【解決手段】音響トランスデューサの線形アレイを、第1の焦線に沿って収束超音波ビームを伝搬させるために使用する。収束超音波ビームを、第1の焦線に実質的に垂直な第1のアレイ方向に欠陥を横切って移動させる。欠陥の寸法を、欠陥を横切って収束超音波ビームを移動させる際の欠陥からの収束超音波ビームの1以上の反射から決定する。
(もっと読む)
超音波検査方法及び超音波検査装置
【課題】規則的に配列する凹凸形状の検査体の超音波検査において、導波物質で検査表面を覆うことなく、簡便に検査可能な領域を拡大する超音波検査方法及び超音波検査装置を提供することにある。
【解決手段】制御部103は、超音波プローブの振動素子の組合せに応じて、使用する振動素子を選択する切替制御回路103Bと、前記超音波プローブの振動素子の組合せに応じて、使用する振動素子から超音波を送信するタイミングを遅延させる遅延制御回路103Cと、受信部から得られる信号を加算処理する加算部103Dとを備える。加算部103Dは、振動素子の組合せ毎の画像を合成処理して得られる検査画像を表示部104に表示する。
(もっと読む)
タービン動翼フォークの3次元超音波探傷方法
【課題】タービン動翼フォークの応力部をくまなく超音波探傷するとともに、探傷検査時間を短縮する3次元超音波探傷方法を提供する。
【解決手段】円弧状に屈折角を走査するセクタ走査面を回転走査するタービン動翼フォークの3次元超音波探傷方法において、ピン穴を検出するステップを設けてピン穴を検出したセクタ走査面の回転角度を回転走査の開始点とし、セクタ走査面を2.7°未満の角度ピッチで3次元回転走査し、段差を検出するステップを設けて段差を検出したセクタ走査面の回転角度を回転走査の終了点とする。
(もっと読む)
超音波探傷方法及び超音波探傷装置
【課題】3次元における検査対象の伝播経路の屈曲を考慮した超音波探傷方法及び超音波探傷装置を提供すること。
【解決手段】検査対象の3次元形状データと超音波センサの位置および向きに関する情報を用いて超音波伝播経路を計算し、前記超音波センサで時系列的に受信した超音波の音場強度データの各点に前記超音波伝播経路に沿った空間座標を与え、前記音場強度データと前記空間座標を用いて得られた超音波探傷データを表示させることによって解決される。
(もっと読む)
超音波プローブの位置特定方法
【課題】検体に対する超音波プローブの位置を正しく特定できる方法を提供することを目的とする。
【解決手段】配管20,20に対する位置がP1である球体13と、配管20,20に対する位置がP2である第2目印と、を含む被検体に超音波プローブ2から検査音波を照射して被検体の表面形状を計測する(ステップ(a))。次に、計測された配管20,20の表面形状の結果から、超音波プローブ2に対する球体13の位置p1及び球体14の位置p2を特定(ステップ(b))。次に、位置P1及び位置P1と位置p1及び位置p2を照合することで、配管20,20に対する超音波プローブ2の位置を特定する(ステップ(c))。
(もっと読む)
超音波探傷装置及びその方法
【課題】被検査対象の表面形状によらずに、高い検出精度を得ることができる超音波探傷装置及びその方法を提供する。
【解決手段】超音波探傷装置は、検査対象に超音波を入射し、その検査対象からの反射超音波を受信する超音波プローブと11、前記超音波プローブに超音波を入射し、前記超音波プローブからの反射超音波を制御するために複数の超音波素子を駆動制御する駆動素子制御部13と、前記超音波が前記検査対象に入射したときの屈折角度と、前記検査対象表面上の前記超音波の入射位置と、前記入射位置における前記検査対象の表面の表面形状とを用いて、前記入射位置に前記超音波が入射する入射角度を求め、前記入射位置と前記入射角度とに基づいて、駆動させる複数の超音波素子を求める演算部18と、を備える。
(もっと読む)
表面欠陥検出装置及び表面欠陥検出方法
【課題】音響レンズにおいて漏洩波の受信を抑制しつつ欠陥からの散乱超音波を受信することで、高い分解能で欠陥を検出できる表面欠陥検出装置及び表面欠陥検出方法を提供する。
【解決手段】試料2の表層部の欠陥を検出する表面欠陥検出装置1aにおいて、試料2に表面波を発生させる表面波発生装置3aと、試料2の表層部に焦点を合わせるとともに、表層部の欠陥6で反射した表面波である反射表面波を焦点F1を介して受波する音響レンズ4と、音響レンズ4で受波された反射表面波を検出する反射表面波検出センサ5と、を備える。
(もっと読む)
レール頭部傷連続探傷方法及び装置
【課題】下斜め方向の傷の深さを正確に測定でき、部品点数が少なくて構造が簡素で、しかもレールの探傷作業が簡単で、探傷時間を短縮できるレール探傷装置及び下斜め方向の傷の深さを正確に測定でき、しかもレールの探傷作業が簡単で、探傷時間を短縮できるレール探傷方法を提供する。
【解決手段】第1の超音波振動子を複数配列した送信用のフェイズドアレイ探触子50Tと第2の超音波振動子を複数配列した受信用のフェイズドアレイ探触子50Rは、レール100の腹部100dを挟んで配置されるとともに、いずれも、曲面が101形成されているレールの上首部100c又はレールの頭部100aの下面に当てて配置され、送信用のフェイズドアレイ探触子50Tからレール100の踏面100bに向けて超音波を照射させ、受信用フェイズドアレイ探触子50Rでそのエコーを受信し、そのエコーからレール100を探傷する。
(もっと読む)
超音波検査方法及び超音波検査装置
【課題】 超音波検査が困難な箇所、部位においても、精度よく且つ効率よく欠陥等を検出することの可能な超音波検査方法及び超音波検査装置を提供すること。
【解決手段】 検査対象部101にフェーズドアレイ探触子2から超音波を送信すると共に検査対象部101で反射した超音波の反射波を受信し、受信した反射波の信号により検査対象部101の欠陥を検出する。フェーズドアレイ探触子2を溶接部101の溶接線Lに対して片側に配置して被検査体100上で溶接線Lに沿う方向へ移動させる。複数の走査位置毎にフェーズドアレイ探触子2の移動方向に略直交する方向において任意の点に集束する超音波を屈折角を異ならせて複数送信する。受信した反射波の信号から移動方向に略直交する方向及び被検査体の板厚方向を軸とする断面画像を複数の走査位置毎に生成する。生成した断面画像により欠陥を検出する。
(もっと読む)
丸棒鋼の超音波探傷方法および装置
【課題】振動子数が少ない簡易で安価な装置構成で円周全体の探傷ができるようにすると共に、メンテナンスを容易化する。
【解決手段】水浸超音波探傷による丸棒鋼30の内部欠陥探傷に際し、前記丸棒鋼に対向し該丸棒鋼の中心軸を中心とした略円周面状の探触子面に複数の励起素子が整列し、前記探触子面と前記丸棒鋼の表面とが所定の水距離を有するように配置されたアレイ探触子1を用い、該アレイ探触子から前記丸棒鋼内部へ超音波を送受して集束超音波ビームを形成し、内部欠陥の探傷を行ないながらアレイ探触子と前記丸棒鋼との丸棒鋼長さ方向の相対位置を変化させて丸棒鋼長さ方向毎の探傷結果を保存し、前記長さ方向の探傷を、前記集束超音波ビームが前記丸棒鋼内部で形成される位置がそれぞれ異なるように前記アレイ探触子と前記丸棒鋼周方向の相対位置を変化させつつ複数回行なう。
(もっと読む)
信号処理装置、信号処理システム、プローブ、信号処理方法、および、プログラム
【課題】所望の範囲の超音波画像を簡単かつ効率よく取得する。
【解決手段】信号処理システムは、相対位置を変更可能な複数の超音波の振動子と、複数の振動子の相対位置に関する位置情報を検出する角度センサと、位置情報に基づいて、複数の振動子により送信される送信波の焦点位置である送信焦点位置、および、複数の振動子により受信される受信波の焦点位置である受信焦点位置を制御する遅延計算部とを備える。本技術は、例えば、超音波画像の撮影を行う超音波診断装置に適用できる。
(もっと読む)
超音波センサ,それを用いた超音波検査方法および超音波検査装置
【課題】総素子数を変えることなく、センサ開口の大型化できるとともに、オーバーピッチのセンサを用いても、斜角探傷においてノイズの低い検査画像を得ることができる超音波センサ,それを用いた超音波検査方法および超音波検査装置を提供することにある。
【解決手段】アレイセンサSは、検査対象10の内部に超音波を送信し、検査対象からのエコーを受信し、このエコーから検査対象を評価する超音波検査装置に用いられる。アレイセンサSは、超音波を発振する複数の超音波発振素子Eを配列されたものである。アレイセンサSを構成する複数の超音波発振素子Eは、一定方向に向かって、ピッチが大きくなっている。そして、検査対象部位に近い側のピッチが遠い側のピッチよりも大きくなるように、アレイセンサSが配置される。
(もっと読む)
鋼の清浄度評価方法
【課題】転動疲労試験により得られるB10寿命との相関が高い清浄度が得られ、且つ、鋼の製造現場のライン上での測定に適用することが可能な鋼の清浄度の評価方法を提供する。
【解決手段】ニードルビーム型超音波探傷装置を用いて、鋼製の丸棒材10のうち表面から深さ15mmまでの表層部分に含まれる直径20μm以上の介在物の個数を、1スキャンで測定した。使用した超音波の周波数は、25MHz以上100MHz以下である。このようにして得られた鋼の清浄度は、転動疲労寿命(B10寿命)と相関が高かった。また、この鋼の清浄度評価方法は、鋼の製造現場のライン上での測定に適用することが可能である。
(もっと読む)
薄膜トランジスタバックプレーンを用いた超音波撮像
【課題】撮像に必要な高分解能を提供するために、コヒーレント超音波二次元(2D)アレイの開口寸法が大きくなってきている。焦点調節のために個々の画素間で複雑な時間的調節を必要で、高速かつ高精度なエレクトロニクスを必要とするため、この技術を大面積アレイに拡張するのは困難であったが、TFT技術により受信回路を含んだ大口径アレイを提供する。
【解決手段】受信器アレイが、送信信号に対応する受信信号の同相成分および直交成分を検出するために基板上に複数の受信器要素を有している。受信器要素のそれぞれは受信器トランスデューサと薄膜トランジスタ(TFT)受信回路とを含んでいる。TFT受信回路は受信信号と複数の受信器要素全体にわたって分散された合成バイアス信号内の基準信号とを混合するための混合器を有する直交検出器を含んでいる。送信器は複数の受信器要素に音響的に接続され、撮像媒体を通じて送信信号を生成する。
(もっと読む)
鋼片の品質評価方法及び装置
【課題】高周波化することなく表面不感帯を小さくし、深さ方向の探傷範囲を大にして、一度に広い範囲を探傷できるようにする。
【解決手段】連続鋳造された鋼片を超音波で探傷し、その探傷結果に基づいて鋼片の品質を評価する際に、水を介して被検査材8の表層部の探傷を行うラインフォーカス状の超音波ビームを送信可能な第一の圧電型振動子20と、ラインフォーカス状の視野を持つ第二の圧電型振動子30とを、前記第一の圧電型振動子20から送信される超音波ビーム21と前記第二の圧電型振動子30で受信するための超音波ビーム範囲(受信信号視野31)の焦点が所定の鋼中深さFで交差するように、音響隔離板40を挟んで対向させて配置して、超音波探傷を行う。
(もっと読む)
超音波を用いた材料劣化検出方法及び装置
【課題】金属材料内のクリープ損傷の初期段階を高感度で検出する。
【解決手段】材料劣化検出装置の送・受信部12でアレイ型超音波センサ11をフェーズドアレイ方式で駆動し、検査対象10内に特定周波数が中心の周波数の超音波を送信し、その反射波をアレイ型超音波センサ11で受信し電気信号化して送・受信部12に供給し、特定方向からの受信波形に係る受信信号を合成し、合成後の受信信号に含まれる波形情報を計算機12Aで時間−周波数分析して特定周波数の倍数成分の高調波波形の情報を抽出し、その高調波波形の情報を基に計算機12Aで探傷画像データを生成し、画像データを基に損傷程度に表示色諧調レベルを対応させて表示部13に探傷画像を表示し、その表示と予め求めてある表示色の諧調レベル(高調波波形の振幅の大小程度に対応する。)と損傷状態の関係を参照して損傷状態を評価する。
(もっと読む)
小径管の超音波探傷装置及び方法
【課題】小径管の検査管材においても超音波探傷を実現して、有害な欠陥を非破壊で検出する。
【解決手段】超音波探傷装置は、発生させた超音波を被検査管材20に送受信する振動子11と、被検査管材20と同音速となる材質で構成され、振動子11の超音波照射方向側に配置し、15°以上の接触範囲角で一定のギャップを介して被検査管材20の外表面の管周方向の凸曲面22に密着する凹曲面12cを有する音響媒質12と、を備えるポイントフォーカス型探触子10で構成される。ポイントフォーカス型探触子10は、被検査管材20の内表面23近傍の位置に集束点Pを配置し、振動子11から照射される超音波の入射角が被検査管材20の内表面23の法線方向から55°〜80°の範囲になるように集束点を設定する。
(もっと読む)
超音波プローブ並びに検査方法及びシステム
【課題】超音波浸漬検査技法を使用して、産業用構成部品を検査するために必要な時間を短縮する。
【解決手段】部品10を物質速度cWを有する結合媒体22の中に部品を浸漬し、少なくとも1つの変換器12を有する超音波UTプローブ20(音響速度cL及び約2.5×106Rayls未満の音響インピーダンスを有する凸レンズ14を有する)を結合媒体の中に浸漬する。そして、部品の内部に向かって方向付けられたUTパルスを発生するために変換器を励起し、変換器を受信要素として使用してエコー信号を発生する。UT検査システム30は、UTプローブと、少なくとも約1,000Hzのパルス繰り返し周波数(prf)で、変換器要素に信号励起パルスを供給するように構成されたパルサ/受信器32と、prfに走査増分を乗算した値に等しい走査速度で、UTプローブによって部品を走査するように構成されたスキャナ34とを含む。
(もっと読む)
1 - 20 / 132
[ Back to top ]