
Fターム[2G047GG37]の内容
超音波による材料の調査、分析 (29,493) | 特徴箇所信号処理 (3,491) | 統計的方法による解析 (55)
Fターム[2G047GG37]に分類される特許
1 - 20 / 55
超音波探傷試験による欠陥検出確率の解析方法
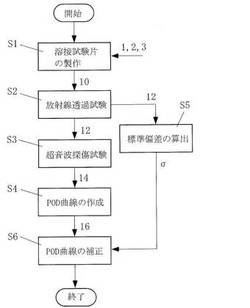
【課題】擬似欠陥を溶接金属内に有する非破壊試験用溶接試験片を用いて、超音波探傷試験による欠陥検出確率を高い精度で解析することができる解析方法を提供する。
【解決手段】(A)母材1を溶接する溶接金属2内に擬似欠陥3を有する非破壊試験用溶接試験片10を製作し、(B)溶接試験片10を用い、擬似欠陥3の寸法と放射線透過試験による測定値との関係を示す放射線透過試験データ12を取得し、(C)溶接試験片10を用い、擬似欠陥3の寸法と超音波探傷試験による信号の大きさとの関係を示す超音波探傷試験データ14を取得し、(D)超音波探傷試験データ14から超音波探傷試験による擬似欠陥3の検出確率を示すPOD曲線16を作成する。
(もっと読む)
記録材判別装置及び画像形成装置

【課題】 一般に記録材全体の表面性や坪量は均一ではなく、記録材の中でもムラがある状態になっている。よって、記録材のある1ヶ所において検知した結果と記録材全体の結果が一致しない可能性がある。
【解決手段】 複数回記録材に対して超音波を照射し、記録材を透過した超音波を受信して、受信信号のピークの値の差分を求める。求めたピーク値の差分を用いて、測定値のばらつき具合を検知し、記録材の表面性を判断する。
(もっと読む)
埋設コンクリート基礎の埋設部の寸法測定方法
【課題】モデル基礎の共振条件式からずれた実基礎であっても、埋設部の寸法を精度よく測定する方法を実現する。
【解決手段】共振条件式には、基礎の各部の寸法が、a/b、B/b等の比の形で入っており、これらの比を2つの次数i、jの共振振動数の比(fi/fj)で表せる。そこで、複数のサンプル基礎について実測したデータに基づいて、(a/b)又は(B/b)等の比と(fi/fj)との近似多項式で表すことにより、測定対象の実基礎について測定した2つの共振振動数(fi/fj)と、a、b等の寸法をその近似多項式に代入して、未知寸法B,tを求めるようにした。つまり、軸対称の基礎について理論的に求めた捻れ振動の共振条件式を直接用いる代わりに、複数のサンプル実基礎について実測したデータに基づいて得られる埋設部の未知寸法を含む複数の近似多項式を用いて、その未知寸法を求めることを特徴とする。
(もっと読む)
厚さ測定装置およびその測定方法
【課題】所要の感度安定性および精度で被検査物の厚さを測定することができる厚さ測定装置およびその測定方法を提供する。
【解決手段】保温材3で覆われた被検査配管2の配管壁内において超音波を送受信する超音波送受信手段10と、超音波送受信手段10を被検査配管2の外側表面から支持する支持手段11と、超音波送受信手段10で送受信された超音波の伝搬時間を測定し、被検査配管2の厚さを求める厚さ演算手段18と、超音波送受信手段10の不感帯以上の板圧を持ち厚さが既知の校正板12と、超音波送受信手段10と被検査配管2の外側表面との間の隙間と、隙間とは異なる位置との間で校正板12を移動する校正板位置調整手段13とを備えた。
(もっと読む)
管の欠陥検査装置および検査方法
【課題】鋳鉄管などの管の欠陥の有無を確実に検知することができるようにする。
【解決手段】鋳鉄管Pの欠陥の有無を検知する欠陥検査装置5であって、鋳鉄管Pの内部に水圧を負荷してアコースティックエミッション(AE)を発生させるポンプ7と、鋳鉄管Pの軸心方向に複数配置されて上記AEを検出するAEセンサ1,2,3と、各AEセンサ1,2,3にてAEを検出した時刻の差から当該AEの発生位置を特定する発生位置特定部50とを有し、鋳鉄管Pの内部への水圧の負荷、AEの検出および当該AEの発生位置の特定を行う一連の工程を3回繰り返し、特定されたAE発生位置が当該3回で重複すれば、この重複したAE発生位置に欠陥が有ると判断する欠陥検出部60を備える。
(もっと読む)
アクスルの製造方法およびアクスルの製造システム
【課題】溶接部の品質を高めると共に歩留まりを高めることが可能なアクスルの製造方法を提供する。
【解決手段】アクスルの製造方法は、シャフト本体2の両端にスピンドル3a,3bを当接させる当接工程と、シャフト本体2の外周面に配置された振動発生部11においてAE波を発生させ、シャフト本体2の両端に当接させたスピンドル3a,3bの外周面にそれぞれ配置された一対の振動検出部12a,12bにおいて、シャフト本体2からスピンドル3a,3bに伝播したAE波を検出する検出工程と、一対の振動検出部12a,12bからの各出力信号について、所定の抽出幅から算出される移動平均値および標準偏差から標本線を設定し、出力信号が標本線の値に一致した回数を判定値としてそれぞれ抽出し、これら一対の判定値に基づいて当接部5a,5bの異常の有無を判定する判定工程とを備えている。
(もっと読む)
保温材下腐食の検査方法
【課題】簡便、且つ安価で精度良く腐食の検査を行うことができる保温材下腐食検査方法を提供する。
【解決手段】保温材下腐食を検査する方法であって、光ファイバドップラセンサを機器に取り付けて得られる信号について、閾値を超える振幅が得られる時点の前後の一定時間の波形を1個のアコースティック・エミッション(AE)信号とし、AE信号およびその最大振幅値を記録し、そのAE信号にフィルタリング処理を施してノイズであるAE信号は除去し、順次得られるAE信号の発生個数について種々の最大振幅値に対する度数分布を求め、その度数分布の両対数表示によって得られる散布図から最大振幅値に対するAE信号の発生個数の回帰直線を求め、その回帰直線の勾配に基づいて機器の腐食の有無を判断することを特徴とする。
(もっと読む)
走行装置の異常監視装置
【課題】車両に搭載された走行装置における異常の発生をリアルタイムかつ高い精度で検出することが可能な走行装置の異常監視装置を提供する。
【解決手段】異常監視装置は、アクスル2の両端部における外周面にベアリング4を介して取り付けられたハブ3と、ハブ3の外周面側に締結部7によって締結されたホイール6とを含んで構成される走行装置1を備えた車両に搭載され、ハブ3の外周面に配置され、走行装置1において発生したAE波を検出するAEセンサ12と、AEセンサ12からの出力信号における所定の抽出幅から算出される移動平均値および標準偏差から標本線を設定し、出力信号が標本線の値に一致した回数によって所定閾値以上の出力信号を有するAE波が検出されたか否を判定し、これに基づいて走行装置1における異常の発生の有無を判定する判定部とを備えている。
(もっと読む)
溶接部の異常監視装置
【課題】車両に搭載されたアクスルにおいて、アクスルの溶接部における異常の発生をリアルタイムかつ高い精度で検出することが可能な溶接部における異常監視装置を提供する。
【解決手段】異常監視装置10は、シャフト本体2の外周面に配置され、溶接部5で発生したAE波を検出するAEセンサ12と、AEセンサ12からの出力信号における所定の抽出幅から算出される移動平均値μおよび標準偏差σから標本線を設定し、出力信号が標本線の値に一致した回数によって所定閾値以上の出力信号を有するAE波が検出されたか否を判定し、これに基づいて溶接部5における異常の発生の有無を判定する判定部15とを備えている。
(もっと読む)
溶接部の異常検出方法
【課題】溶接部の異常の有無を高い精度で検出することができる溶接部の異常検出方法を提供する。
【解決手段】溶接部5の異常検出方法は、AE波を発生させる振動発生部11をスピンドル3におけるテーパ部3bの外周面に配置すると共に、AE波を検出する振動検出部12をシャフト本体2の外周面に配置する配置工程と、振動発生部11からAE波を発生させ、スピンドル3から溶接部5を通ってシャフト本体2に伝播したAE波を振動検出部12によって検出する検出工程と、振動検出部12からの出力信号に基づいて、溶接部5における異常の有無を判定する判定工程と、を備えている。
(もっと読む)
溶接部における欠陥のタイプ及び重度を分類するための方法及びシステム
【課題】溶接部における欠陥を検出し、検出された欠陥のタイプ及び重度を決定するための方法及びシステムを提供する。
【解決手段】溶接部内の欠陥のタイプを決定するための方法は、溶接部に沿った複数の測定箇所から集められた超音波応答信号を解析することによって、欠陥位置及び対応する欠陥信号を決定することを含む。そして、欠陥信号及び欠陥位置の両側の測定箇所からの超音波応答信号に対応する複数の欠陥近接信号は、教育された人工ニューラルネットワークに入力される。教育された人工ニューラルネットワークは、欠陥信号及び複数の欠陥近接信号に基づいて欠陥位置に位置する欠陥のタイプを識別して、欠陥位置に位置する欠陥のタイプを出力することができる。また、教育された人工ニューラルネットワークは、欠陥信号及び複数の欠陥近接信号に基づいて、欠陥の重度分類を決定し、欠陥の重度分類を出力することができる。
(もっと読む)
紙葉類疲労判別装置、紙幣処理装置、紙葉類疲労判別方法
【課題】装置の大型化やコストの増大を回避又は抑制しながら、紙幣の新旧を正確に判別できる紙葉類疲労判別装置、紙幣処理装置及び紙葉類疲労判別方法を提供する。
【解決手段】集音制御部は、所定位置を通過する紙幣から発せられる音の集音動作をマイクロホンに行わせ、サンプリング部は、マイクロホンの出力信号を一定の周期でサンプリングする(♯12)。振幅差算出部は、各サンプリングデータについて、1つ前及び1つ後のサンプリングデータとのデータ値の差をそれぞれ第1振幅差及び第2振幅差として算出する(♯14)。プロット部は、前記第1,第2振幅差をX軸,Y軸とする2次元座標系に、各サンプリングデータについての第1,第2振幅差をX,Y座標とする点をプロットし(♯15)、座標系変換部は、各プロット点の分布を極座標系で表した分布に変換する(♯16)。判定部は、このプロット点の分布に基づいて紙幣の疲労状態を判定する。
(もっと読む)
浮遊物質解析方法、浮遊物質解析システム、浮遊砂濃度の解析方法、浮遊砂濃度の解析システム
【課題】光学的に測定される濁度を用いることなく、測定される超音波減衰率の値から、試料としての液体中の粒径別濃度、ひいては粒径別濃度の総和(濃度)を求め得る浮遊物質解析方法を提案する。
【解決手段】水温と周波数スペクトルの計測データ(複数組の周波数とスペクトルの計測値)から超音波減衰率α(fj)を計算し、偏回帰係数βijと超音波減衰率α(fj)から粒径別濃度ciを計算し、粒径別濃度ciから試料液体の濃度Cを計算し、濃度Cと超音波減衰率α(fj)から単位濃度減衰率λ(fj)を計算し、偏回帰係数βijと単位濃度減衰率λ(fj)から相対粒子量を計算する。透明度が極めて劣る液体においても、浮遊物質の粒度、粒径に基づく固有の減衰率を考慮した粒径別濃度の総和(濃度)、相対粒子量、さらに、容積(体積)濃度が計測可能となる。
(もっと読む)
超音波流量計
【課題】超音波トランスジューサ10とは別に超音波トランスジューサを設けることなく、測定管の状態の変化を検出する超音波流量計を提供すること。
【解決手段】測定管2を流れる被測定流体FLDに入射された超音波信号CTが超音波反射体PTによって反射され、この反射された超音波信号CHに基づいて被測定流体FLDの流速分布および流量を測定する超音波流量計100において、過去の流量とこの流量に対応する過去の流速分布とを記憶する記憶部110と、過去の流量と現在の流量との差が所定値以下の場合、現在の流量に対応する現在の流速分布の任意の位置における流速に関連する値と、過去の流速分布の任意の位置における流速に関連する値との比較結果に基づいて測定管2の状態の変化を検出する測定管状態変化検出部120とを備えたこと特徴とするもの。
(もっと読む)
超音波検査装置および超音波検査方法
【課題】超音波センサと被検査物とで挟まれる位置に接触媒質が供給されているか否かを精度良く判定することが可能な超音波検査装置および超音波検査方法を提供する。
【解決手段】超音波検査装置100に、被検査物1の被検査面1aに接触媒質5を供給する接触媒質供給機構130と、接触媒質5を介して超音波を被検査物1に向けて発信すると共に受信した超音波の強度を検出する超音波センサ141と、超音波強度−受信時間グラフを近似する三次以上の高次関数の二次以上の係数の値に基づいて超音波センサ141と被検査物1とで挟まれる位置に接触媒質5が供給されているか否かを判定する接触媒質判定部151dと、を具備した。
(もっと読む)
構造物の品質種別の判別方法
【目的】 構造物の躯体内部に発生している健全部と異常部との判別、更に異常部の異常種別を感覚に頼らずに定量的に判別することで熟練を必要とすることなく、しかも様々な現場にも柔軟に対応することができる適用範囲の広い判別方法を提供する。
【構成】被測定対象の構造物に、衝撃を加えることで得られる応答信号を加えた衝撃力の大きさで除することで得られた規準化応答を用いる方法であり、
規準化応答の後期応答乃至は全時間応答を用い、信号集合の各信号に対して1/Nオクターブバンド分析したレベル値から、健全部のデータ集合と異常部のデータ集合を教師信号とする各周波数バンドにおける品質種別毎の平均値μ1、μ2と標準偏差σ1、σ2を求め、各バンドにおける品質種別間の規準化距離δを特定の式(1)で求め、得られた各規準化距離δの値の内、値が大であるものから任意の個数の値を抽出し、抽出した値から構造物の各部位における品質種別を判別する。
(もっと読む)
触覚情報検出装置、及び、触覚情報検出方法
【課題】被検出対象面を人間がなでたときの手触りを示す触覚情報を簡易的な手法で精度よく検出することができる触覚情報検出装置を提供する。
【解決手段】被検出対象面と接触する接触子11と、接触子11が被検出対象面と接触した状態で移動したときに発生する摩擦音を検出する摩擦音検出用マイクロホン12と、少なくとも1種類の被接触面に対して、接触子11を接触させた状態で移動させたときに発生される摩擦音情報と、この被接触面の触覚情報とが対応付けて記憶されている情報記憶部17と、摩擦音検出用マイクロホン12により検出した摩擦音情報と、情報記憶部17に記憶されている摩擦音情報との相関値を算出して、当該相関値が所定値よりも高い摩擦音情報に対応付けられた触覚情報を、情報記憶部17から読み出して被検出対象面の触覚情報として出力する解析部20とを備える。
(もっと読む)
鋼材の清浄度評価方法
【課題】 鋼材の信頼性の向上及び迅速な操業判断が可能となる介在物の評価方法を提供する。
【解決手段】 鋼材中のミクロ介在物を顕微鏡により検出する工程と、検出された前記各ミクロ介在物の組成を分析して、所定の成分同士の原子数比を求める工程と、鋼材中のマクロ介在物を超音波探傷法により検出する工程と、検出された各マクロ介在物の組成を分析して、所定の成分同士の原子数比を求める工程と、各ミクロ介在物の原子数比からなる数値群の標準偏差、および/または、各マクロ介在物の原子数比からなる数値群の標準偏差、に基づいて鋼材の清浄度を評価する工程とを含む。
(もっと読む)
カムシャフト検査装置及びカムシャフト検査方法
【課題】製品対象のカムシャフトを組み付けたエンジンの発生音からカムシャフトの加工時に発生するびびりを精度良く検出する。
【解決手段】取得部21は、検査対象のカムシャフトが組み付けられたエンジンが発する音の異音テスター15による測定データを取得する。判定部22は、取得部21により取得された測定データのうち特定の周波数帯域の測定データの振幅の変化量、測定データの振幅が予め設定された閾値を超えた回数及びスペクトルのピーク値の各特性値に基づき判別分析又はマハラノビスータグチ(MT)システムを用いて当該検査対象のカムシャフトに対するびびりの発生の有無を検査し、カムシャフトの加工状態の合否を判定する。
(もっと読む)
超音波探傷方法
【課題】被検体の底面側表層部に超音波を伝播させて欠陥から検出した反射波により波形データの画像処理と解析処理をして欠陥深さを高精度に測定する。
【解決手段】過去の運転履歴から選定された溶接構造物の検査対象部分に対し探傷条件に基づいてアレイ型超音波探触子を用いた電子走査する。超音波を反射させて探傷した超音波波形データを検出して収録(ステップST1〜ST3)する。収録された波形データの画像処理結果を検査対象部分の形状に重ね合わせてエコー振幅値の大きさに対応させたカラー階調表示(ステップST4)する。超音波波形データを送信振動子および受信振動子の群ごとの位置に合わせて演算した結果から超音波波形データに基づく検査対象部分の欠陥情報を解析(ステップST5)し、カラー階調表示結果と欠陥情報解析結果とに基づき検査対象部分の欠陥の有無を判定して探傷結果を表示(ステップST6,ST7)する各ステップを備える。
(もっと読む)
1 - 20 / 55
[ Back to top ]