
Fターム[2G051AA31]の内容
光学的手段による材料の調査の特殊な応用 (70,229) | 調査・分析対象 (8,670) | 連続的に移送される連続体 (1,628)
Fターム[2G051AA31]の下位に属するFターム
不透明シート (797)
透明シート;フィルム (647)
棒;線;糸状体 (149)
Fターム[2G051AA31]に分類される特許
1 - 20 / 35
外観検査方法及びその装置
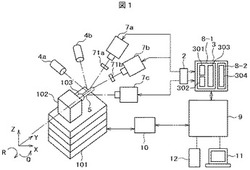
【課題】複雑形状をした物体の外観検査において、目視では検出困難な形状の不良を定量的に評価し、検出する物体の外観検査方法及びその装置を提供することにある。
【解決手段】
物体の外観を検査する方法を、検査対象物体を載置して少なくとも一方向に連続的に移動させながら検査対象物体を撮像して検査対象物体の表面のテクスチャ情報を含む検査対象物体の画像を取得しながら検査対象物体の表面凹凸情報を取得し、この取得した検査対象物体の表面凹凸情報から検査対象物体の立体形状を復元し、取得した画像と復元した検査対象物体の立体形状とから表面テクスチャを持った物体の外観情報を得、この得られた外観情報から複数の特徴を抽出し、この抽出した複数の特徴のうち少なくとも1つの特徴を予め設定した参照データの前記少なくとも1つの特徴に対応する特徴と比較して検査対象となる物体の外観を評価するようにした。
(もっと読む)
検査装置及び検査方法

【課題】効率良く検査を行なうことができ、また、精度良く表面欠陥の検出を行なうことができる検査装置及び検査方法を提供する。
【解決手段】ウエブ状の被検査物の表面欠陥を検出する検査装置であって、走行する被検査物を支持する円柱形状を有する複数の検査ロールと、検査ロール上の被検査物の表面に光を照射する光源と、被検査物の表面から反射した光を検出する検出ユニットと、を備え、複数の検査ロールのそれぞれの周面に、該検査ロールと被検査物との間に入り込んだ空気を逃す凹凸が形成された溝部と凹凸が形成されていない柱面部とが形成され、溝部と柱面部とが各検査ロールの軸方向に並んで形成され、検出ユニットは、被検査物において柱面部上に位置する領域を検出領域とし、柱面部の位置が、複数の検査ロールそれぞれにおいて軸方向に異なる。
(もっと読む)
化粧材の塗装色検出方法
【課題】化粧材1の色判別を簡単に精度よく行うことのできる塗装色検出方法を提供する。
【解決手段】縦横に延伸する目地2によって凸部3が基材表面に形成され、凸部3が塗装された化粧材1の塗装色を搬送しながら検出する。化粧材1の所定範囲をカメラ4で撮影するとともに目地2を含む削除領域を検出して設定する。撮影データから削除領域を除外して加工撮影データを作成し、この加工撮影データに基づいて色判別処理を行う。好ましい形態では、化粧材1を3次元計測し、表面高さが閾値以下の領域を低位領域20として検出して削除領域に設定する。別の好ましい形態では、撮影データ5において幅方向に所定長さ以上で略同色が続く色領域を幅方向の目地色領域21として検出して削除領域に設定する。
(もっと読む)
光学的自動検査システム及び方法
【課題】光学的自動検査システムと方法を提供する。
【解決手段】光学的自動検査システムは、イメージ捕捉モジュール、データ処理ユニット、及び、比較ユニット、からなる。イメージ捕捉モジュールは、単位時間に、異なる被写界深度(depth of field)状態で被検査物の複数の測定値を捕捉する。データ処理ユニットは、イメージ捕捉モジュールにより捕捉された測定値を受信し、演算後、比較値を出力する。比較ユニットは、データ処理ユニットに電気的に接続されて、比較値と参考値を比較し、被検査物に欠陥がないか判断する。上述のシステムは、被検査物が検査中の際に焦点から逸脱し、鮮明なイメージが捕捉できない問題を克服することができる。光学的自動検査方法も開示される。
(もっと読む)
特異部分分布特徴検出装置及び特異部分分布特徴検出方法
【課題】製品の表面にある特異部分の分布に関する特徴を検出すること。
【解決手段】特異部分分布特徴検出装置100は、製品の表面を撮影して表面画像を取得する画像取得部2と、その表面画像から複数の特異画素を含む処理対象画像を生成する処理対象画像生成部10と、その処理対象画像上に設定した直交XY座標系における特異画素の座標を取得する特異画素座標取得部11と、それら複数の特異画素の座標のうちの二つの座標のピッチと位相差との組み合わせを反復特性として導き出す反復特性導出部12と、ピッチGと位相差Rとを座標軸とする直交GR座標系を用いて、その組み合わせの直交GR座標系上の一座標への変換を実行し、その変換回数を座標毎に計数して計数結果を出力する座標系変換部13と、その計数結果の解析に基づいて複数の特異画素が形成する反復的特徴を検出する反復的特徴検出部14と、を備える。
(もっと読む)
電縫鋼管の製造方法および電縫鋼管
【課題】従来技術では、電縫鋼管溶接部に稀に発生する管体表面近傍の50μm前後の微小な溶接欠陥を検出する技術は確立されておらず、かかる微小な溶接欠陥を有する電縫鋼管が製品の中に稀に混入する事態を防ぎ難い。
【解決手段】帯材を管状に成形して形成したV字状ギャップの縁部同士を連続的に溶接する電縫鋼管の製造方法において、溶接後ビード切削前の間に溶接部の輝度を輝度センサ10で監視し、その後、前記ビード切削よりも下流側で、溶接部をアレイ探触子を用いた超音波探傷装置11で検査する。
(もっと読む)
木材欠陥検出装置およびその方法
【課題】欠陥内の輝度変化が大きく二値化によって分断される可能性が高い場合でも、同一の欠陥とみなせる欠陥候補領域を連結することにより欠陥を精度よく検出する。
【解決手段】モノクロのラインセンサカメラにより木材の表面を撮像した濃淡画像が画像処理装置4に入力される。濃淡画像を二値化した二値画像を用いて欠陥候補抽出手段12により欠陥候補領域が抽出される。さらに、ピース32ごとに設定されるしきい値を用いて二値化した二値画像を用いて欠陥候補再抽出手段15により欠陥候補領域が再抽出される。欠陥判定手段16は、再抽出された欠陥候補領域について欠陥を判定する。欠陥判定手段16により欠陥と判定されなかった欠陥候補領域は、連結評価手段17により連結可能か否かが評価され、連結可能である欠陥候補領域は連結され、再判定手段19により欠陥か否かが再判定される。
(もっと読む)
印刷物検査方法及び印刷物検査装置
【課題】印刷物の位置ずれや伸縮などに起因する検査画像中の不均一な幾何学的歪みに対して位置補正を行う、高精度かつ高速な印刷物検査方法及び印刷物検査装置を提供する。
【解決手段】基準画像と検査画像を用いて第一の位置補正を行った後に、検出された欠陥候補に対してその周辺部を探索し、幾何学的歪みに起因した誤検知の可能性が高いと判定された欠陥候補に対しては、第二の位置補正を行い真の欠陥であるかを判定することを特徴とする印刷物検査方法。
(もっと読む)
塗装不良検査方法
【課題】凹凸面を有しこの凹凸面に塗膜が形成された基材に対して光を照射すると共に前記塗膜からの反射光を検出し、この反射光の強度に基づいて塗装不良を検出するにあたり、塗装不良の有無を正確且つ容易に判定することができる塗装不良検査方法を提供する。
【解決手段】平坦面を有しこの平坦面に前記塗膜と同一組成の判定用塗膜が形成された判定用基材4に光を照射すると共に塗膜からの反射光を検出する。光の入射方向に対する前記判定用基材4の角度θが所定の角度以上の場合の反射光の最大強度を除外強度とする。基材の塗膜からの反射光の強度に基づいて塗装不良を検出する際に、前記除外強度以下の強度の反射光の検出結果を除外する。
(もっと読む)
検査システム
【課題】ワーク表面全体にムラなく光を照射して精度の高い撮像を行うことが可能な検査システムを提供する。
【解決手段】撮像素子が面状に敷設されたエリアセンサを有する撮像装置と、前記撮像装置が撮像する領域に光を照射する発光装置と、前記撮像装置が前記検査対象の流れ方向に直交する水平方向に往復移動可能であるように、前記撮像装置を支持するカメラ移動機構と、前記発光装置が前記検査対象の流れ方向に直交する水平方向に往復移動可能であるように、前記発光装置を支持する照明移動機構と、前記撮像装置と前記発光装置とが同期して移動可能であるように、前記カメラ移動機構と前記照明移動機構とを制御する移動制御部と、前記撮像装置の撮像タイミングと前記発光装置の発光タイミングとが同期するように、前記撮像装置と前記発光装置とを制御する撮像制御部と、を備えているようにした。
(もっと読む)
LED照明装置
【課題】 装置全体をコンパクトに保持しながら、複数の線状光源のLEDからの光を効率良く集光することができるLED照明装置を提供する。
【解決手段】 複数のLED11を線状に配置して線状光源4’となし、この線状光源4’の複数個を所定の間隔を置いて線状方向に配置して構成した面光源4と、面光源4の前方に配置され、各線状光源4’からの光を照射面24に集光させる集光レンズ3と、を備える。集光レンズ3は、その表面に複数の線状光源4’のそれぞれに対応してシリンドリカル状のレンズ部22が複数列並設されている。複数の線状光源4’と直交する断面において、複数列のレンズ部22は、各列のレンズ部22から射出される光とその光軸とのなす画角が、その中央列から左右外方列に行くに従って順次大きくなるように構成されている。
(もっと読む)
欠陥検査方法及び欠陥検査装置
【課題】画像内に被検査物の端部領域が含まれている場合において、たとえ機械的に画像を複数の領域に分割して検査を行ったとしても、誤認識を招くことがない技術を提供する。
【解決手段】被検査物の画像を複数のブロックに分割し、その中で任意の注目ブロックB(m,n)を設定する。この注目ブロックB(m,n)に対し、各方向A1〜A4について隣接する周辺ブロックとの間で濃度を比較する。このとき、例えば左右方向でみて一方の周辺ブロックB(m−1,n)から注目ブロックB(m,n)への濃度変化量が負の値となり、かつ、注目ブロックB(m,n)から他方の周辺ブロックB(m+1,n)への濃度変化量が正の値となった場合にのみ、各変化量の合算値を欠陥度として扱う。
(もっと読む)
欠陥検査方法及び欠陥検査装置
【課題】撮像時に表面の形状が不規則に変化した場合であっても、欠陥部分以外を欠陥として誤認識することがない技術を提供する。
【解決手段】(A):可撓性のあるシート状物品等を搬送しながら撮像すると、搬送時の変形によって画像に濃度むらが生じていることがある。そこで画像全体を2つの検査領域A1,A2に分け、検査領域A1内で濃度の最頻値(150)を求め、この最頻値より低い濃度の画素を抽出して隣接する画素を結合する。結合画素を処理エリアADとし、その中で濃度の最大値(100)を求める。(B):そして、最頻値と最大値との比(150/100)で処理エリアAD内の濃度を階調補正し、形状変化の影響を除去した上で欠陥検査を行う。
(もっと読む)
透明管体の外観検査装置及び外観検査システム
【課題】不均質部分による不良を精度よく検出し、不良部分を確実に排除可能な透明管体の外観検査装置及び外観検査システムを提供する。
【解決手段】光軸方向に順に光源19、管軸方向のスリット32を1本有するスリット部材21、光軸直交方向に移送されるガラス管15、撮像装置20を配置し、スリット部材21を背景にガラス管15を所定単位時間毎に撮影し、撮影画像のガラス管内径部分を通してのスリット画像の幅寸法を測定手段34で測定し、測定されたスリット画像の幅寸法をもとに、判断手段35で、所定時間内の幅寸法の最大値、最小値及び最大値の差と、予め設定された各閾値とを比較してガラス管15の外観の良否を判断する。
(もっと読む)
光源装置
【課題】 長尺の対象物を検査するには、集光レンズの長さが必然的に長くなり、集光レンズを継ぎ足して使用しなければならず、集光レンズの繋ぎ目には影ができやすくなり、この影が検査物の欠点と判断され、正確な検査装置を提供することができない。また、長尺の集光レンズを特注で製作することは可能であるが、非常に高価になる欠点がある。
【解決手段】 チップ状のLEDを等間隔に複数個配置し、この複数個のLED上に継ぎ足した集光レンズを配置し、その上に10mm以上離して拡散フィルムを設置した。この結果、光量むらが解消し、安価な市販の集光レンズが使用できる。
(もっと読む)
欠陥検査装置
【課題】 処理を高速に行うことが可能な欠陥検査装置を提供することを目的とする。
【解決手段】 基準画像の画像データを1画素分ずつアドレス順に抽出する基準画像対象画素抽出部13を備える。検査画像の画像データの中から、基準画像画素抽出部13により抽出される画像データと対応するアドレスの画像データ、並びに、その周囲の画像データを抽出する検査画像対象画素群抽出部14を備える。検査画像対象画素群抽出部14により一度に抽出される各画像データと1対1で対応する画素比較部21〜29と、画素比較部21〜29と1対1で対応する二値化データメモリ群31〜39を備える。各二値化データメモリ群31〜39に記憶された二値化データを集計する二値値集計部85と、二値値集計部85による集計結果に応じて、二値化データメモリ群31〜39のうちの何れか1つを選択する選択部86を備える。検査画像における欠陥を検出する良否判定部10を備える。
(もっと読む)
光学式センサ装置およびその設置状態確認方法
【課題】光学式センサ装置の設置状態を、煩雑な作業を要することなく確認できるようにする。
【解決手段】光学式センサ装置では、受光器4のCCDにおいて撮影された計測画像(ワーク50上に異物51が配置されている状態での画像)とリファレンス画像(ワーク50上に異物51が配置されていない状態での画像)の差分が算出され、当該差分に基づいた画像が表示される。作業者は、当該画像に基づいて、たとえば異物51の有無が両画像の差分に現れているか否か等の判断を行なうことにより、その時点での投光器3と受光器4の光軸が合っているか否かの判断をすることができる。
(もっと読む)
弾性体外観検査方法
【課題】弾性体に生じた割れを検出することができる弾性体外観検査方法を提供する。
【解決手段】弾性体2に生じたひび割れは、弾性体2を変形する際に開口し、この開口状態で各カメラ52,53で取得された画像を用いて画像処理装置81によって割れの検出を行う。このため、通常時に閉鎖するひび割れであっても、その開口部を開口して天面13及び底面14に顕在化させることができる。これにより、変形状態で撮像した取得画像106では、ひび割れ102を目立たせることができるので、取得画像106を用いて画像解析する際には、ひび割れ102の検出が容易となる。
(もっと読む)
溶着状態検出装置および溶着状態検出方法
【課題】異なる板厚を持つ複数枚の板材をレーザーで溶接する場合でも溶着状態をリアルタイムでかつ正確に検出することができる溶着状態検出方法を提供する。
【解決手段】板厚の異なる複数枚の板材を準備しS1、準備した複数枚の板材を少なくとも一部が重なるように固定しS2、固定した複数枚の板材が重なる部分に向けてレーザー光を照射しS3、前記レーザー光を移動させS4、レーザー照射部に形成されるキーホールが反射したレーザー光を受光しS5、受光したレーザー光の強度波形に基づいて前記板材の溶着状態を検出するS6。
(もっと読む)
異物検査方法及び装置
【課題】透光性及び非透光性、いずれの検査対象物についてもその表面の異物をS/Nの低下なく、しかも高速に検出できる異物検査方法及び装置を提供する。
【解決手段】長さ方向に搬送中の検査対象物12の表面幅方向にレーザ光を繰り返し照射しつつ検査対象物表面からの散乱光を検出し、その検査対象物表面における異物43の有無を検査する異物検査方法、装置において、光源51から出射された横断面点状のレーザ光L3を光学レンズ14により線状レーザ光L4とする。この線状レーザ光L4を、検査対象物12の搬送方向アに沿う方向に向く線状レーザ光L5とし、この線状レーザ光L5を、搬送方向アに直交する方向に検査対象物全幅に亘って繰り返し走査(帯状に照射)させて検査対象面全域を光照射させるポリゴンミラー52を設ける。レーザ光密度を低下させずに検査対象面全域の光照射を高速に行わせる。
(もっと読む)
1 - 20 / 35
[ Back to top ]