
Fターム[2G064AB22]の内容
機械的振動・音波の測定 (8,359) | 測定現象及び測定環境 (2,739) | 故障検知 (304)
Fターム[2G064AB22]に分類される特許
1 - 20 / 304
機器異常診断装置
エレベータ異常診断装置
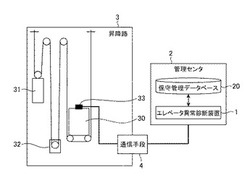
【課題】エレベータの仕様の違いに起因した誤診断を低減するエレベータ異常診断装置を提供する。
【解決手段】エレベータのかご30で検出された音と振動の波形データを分析した分析データを生成する波形分析部と、診断対象のエレベータに関する仕様データに対して、当該エレベータについて波形分析部により生成された分析データを対応付けた多次元データを生成する多次元データ生成部と、異常がないエレベータの多次元データから構成される基準空間と多次元データ生成部によって生成された多次元データとのマハラノビス距離を算出するマハラノビス距離算出部と、マハラノビス距離算出部により算出されたマハラノビス距離と所定の閾値とを比較して、マハラノビス距離が閾値より大きい場合に当該エレベータが異常であると判定し、マハラノビス距離が閾値以下であれば正常であると判定する異常判定部とを備える。
(もっと読む)
検査システム

【課題】自動化された音検査において、不規則な騒音の発生に検査装置が気づいて適切に対処することができて、一連の検査を最初からやりなおすといった無駄も省くことができる検査システムを提供する。
【解決手段】検査システム1による自動の音検査手順では、製品100のブザー101から出力された音をマイク4で取得してアンプ6に送る。制御部20では、アンプ6が過負荷となったら、マイクが取得した音が音検査に適した音でないと判定して、アンプ6から過負荷信号が得られなくなるまで、ブザー101に繰り返し音出力を指令する。制御部20は、アンプ6が過負荷とならなかった音でブザー101の音検査を実行する。
(もっと読む)
圧延異常検出方法および圧延機の異常検出装置
【課題】小曲りの発生を圧延時に検出して早期に対処し得るようにした圧延機の異常検出方法および装置を提供する。
【解決手段】異常検出装置28は、第2ロールスタンド18のベアリング押さえ26に配設される振動センサ30と、振動センサ30で検出された振動データを基に異常判定を行なう判定手段32と、判定手段32で異常と判断された際に異常発生を報知する報知手段34とを備える。小曲りが発生した際には、振動数が90Hz〜130Hzの範囲内の振動における振動速度のピーク値が0.04cm/s以上となる。そこで、判定手段32では、振動センサ30で検出された振動数が90Hz〜130Hzの範囲に現われる振動における振動速度のピーク値が0.04cm/s以上である場合に、小曲りが発生していると判断する。
(もっと読む)
回転機械の部品摩耗検出方法、及び回転機械の部品摩耗検出装置
【課題】回転機械の稼働中に発生する動作音を、動作音が含む特定の周波数成分に着目して解析することにより、回転機械の部品に摩耗が生じているか判定する。
【解決手段】回転機械の部品摩耗検出方法であって、前記回転機械の動作音を収集して動作音データとして記録し、記録した前記動作音データを、当該動作音データの周波数特性データに変換し、前記周波数特性データから回転機械の回転周期に対応する周波数である基本周波数の倍数に当たる周波数成分であって、前記動作音中に含まれる、前記回転機械の前記部品の摩耗発生に関連して異音が発生する周波数である特徴周波数成分を経時的に抽出し、前記抽出した特徴周波数成分のデータと、最初に抽出した特徴周波数成分のデータとを、両者に含まれる前記特徴周波数の基本周波数と前記特徴周波数の最高周波数との間に存在する周波数成分について比較する。
(もっと読む)
振動センサシステムおよび故障診断方法
【課題】 振動センサの振動や他の外部機器によるノイズに影響されず、振動センサの故障を容易に診断できる、振動センサシステムおよび故障診断方法を提供すること。
【解決手段】 表面弾性波共振子を有した振動センサと、振動センサの故障を診断する故障判定処理部を有した質問器から構成された振動センサシステムであって、質問器から振動センサにパルス状にチョッピングした搬送波信号を送信して、その反射波を受信し、故障判定処理部の包絡検波回路にて反射波の包絡波形を検出し、包絡波形の立ち上がり部分である第1の包絡波形と立ち下がり部分である第2の包絡波形に、振動センサの表面弾性波共振子の機能が正常に機能している場合に現れる正常時波形の特徴の有無を検出することで、振動センサの故障を判断する。
(もっと読む)
フィードバック制御系の振動検出装置及び振動検出装置を備えたモータ制御装置
【課題】モータまたは負荷の慣性モーメントの値がずれても振動状態を精度良く検出し、素早く異常を察知して騒音や機械系の損傷等を防止することができるフィードバック制御系の振動検出装置および振動検出装置を備えたモータ制御装置を提供する。
【解決手段】負荷を連結したモータを制御対象とする制御装置の振動検出装置であって、制御装置は、制御対象をフィードバック制御してモータを制御する制御器部と、制御装置の出力の上下限ピーク値とそれらの発生時刻に基づいて、振動の発生を判断する振動状態判断部と、を備えた。
(もっと読む)
運動体の異常診断装置
【課題】 安全に運動体表面の任意の点からの情報を得ることができ、周りの雑音に影響されることなく、正確に電気信号に変換して再生可能な情報を確保するとともに、該情報を基に、運動体の客観的な異常診断を行うこと。
【解決手段】 運動体Mの表面の任意の点に接触可能な接触部1と、接触部1からの音響を伝達可能な接触材2と、接触材2の一部に配設された音響センサ3と、音響センサ3の接触材2への固定と外乱の遮蔽を担う電気絶縁性の樹脂製のシールド部4と、音響センサ3の出力を電気信号に変換する変換器6と、変換器6の出力をメモリ・演算するとともに、該出力を基に運動体Mの異常を判断する演算処理部7と、を備える。
(もっと読む)
機器の動作音異常診断装置
【課題】検出された動作音と、機器の正常な動作音との微妙な違いを精度よく検出して、機器の異常を正確に診断する。
【解決手段】動作音検出部2と、機器動作分析部3と、動作区間区別部と、特徴抽出部32と、特徴記憶部33と、製品の量産中である機器の1サイクルにおける何れか一方の区間のスペクトル特性が、特徴記憶部に蓄積され製品の量産中である機器の1サイクルにおける何れか一方の区間に対応する区間の平均スペクトル特性の診断用スペクトル歪を算出し、当該診断用スペクトル歪が予め定められた基準スペクトル歪より大きい場合には、機器に異常があると判定する異常判定部34とを有する。
(もっと読む)
異音診断装置および異音診断方法
【課題】診断対象物における異音の発生箇所を、診断対象物の奥行き方向の位置を含めて容易に特定する。
【解決手段】異音診断装置100は、診断対象物70を撮像する撮像装置20と、円環状のフレーム12に等間隔にマイクロホン11が設けられた構成された集音装置10と、情報処理装置50と、を含んで構成される。そして、情報処理装置50は、集音装置10の前面側から診断対象物70の後面側に到るまでの空間に、撮像装置20の視線の中心軸に略垂直で、互いに平行な複数の仮想スクリーン80を設定する処理と、各仮想スクリーン80上の各点における音圧レベルを算出し、音圧マップを生成する処理と、音圧異常領域を抽出し、音圧マップおよび音圧異常領域を撮像装置20で撮像した診断対象物70の外観画像上に重ね合わせて表示する処理と、を実行する。
(もっと読む)
異常検査方法及び異常検査装置
【課題】官能検査と同等水準の精度で物理検査を行うことのできる異常検査方法、及び異常検査装置を提供することを目的とする。
【解決手段】本発明は、回転体からのAE信号を取得し、取得した前記回転体からのAE信号の発生頻度を算出し、この発生頻度を算出した前記回転体からのAE信号の中から予め設定した発生頻度のAE信号を選択し、この選択したAE信号のうちで周波数が40kHz以下のAE信号のみに基づいて前記回転体の異常の有無を検査する異常検査方法を提供する。
(もっと読む)
異常音診断装置
【課題】従来は、周波数分析結果の特定異常音成分による異常検出のため、多様な帯域幅や継続時間をもつ異常音成分の高精度診断はできず、また、時間周波数分布の強度が大きい領域を観測データから求めるので、最適診断結果が得られる保証がない。他の従来技術は、未知の異常事象診断ため、未知異常事象に対する診断手順を予め処理手段に登録する必要がある。
【解決手段】波形データ取得手段が取込んだ対象機器の音または振動の波形データを時間周波数分析手段で時間周波数分析して、時間軸と周波数軸の時間周波数分布を求め、時間周波数分布の時間軸と周波数軸の座標値によって規定した複数の領域を生成し、時間周波数分布の定常状態とは異なる変動成分が含まれる領域を領域抽出手段で抽出し、判定手段で抽出領域に含まれる時間周波数分布に基づき異常の判定をし出力する。
(もっと読む)
異音検査方法及び異音検査装置
【課題】簡便な構成により各種異音の有無を良好に検査できる異音検査方法及び異音検査装置を提供する。
【解決手段】検査対象が発生する音を電気的な音信号に変換し(S1)、得られた音信号に基づき、所定時間幅のフレーム毎に、所定幅の帯域毎の音圧レベルを算出し(S3)、得られた音圧レベルの時間軸方向の変化に基づき、音圧レベルの変化が所定の異音に係るものであるか否かを判定するための特徴量を算出し(S7)、算出した特徴量について、その基準値と比較することにより、異音に対応するものであるか否かの判定を行う(S8)。
(もっと読む)
ノッキングセンサ
【課題】150℃以上の使用温度でも絶縁特性が良好で、かつノッキングの検出特性に優れたノッキングセンサを提供する。
【解決手段】筒状部11Aおよび鍔部11Bを含む主体金具11、圧電素子14、鍔部11Aとの間に圧電素子14を挟んで配置されたウエイト17、圧電素子14および鍔部11Bの間に配置された鍔部側電極板13、圧電素子14およびウエイト17の間に配置されたウエイト側電極板15、鍔部11Bおよび鍔部側電極板13の間に配置された鍔部側絶縁板12、ウエイト17およびウエイト側電極板15の間に配置されたウエイト側絶縁板17、を有するセンサ本体10と、センサ本体10を被覆すする樹脂製の樹脂成形体30と、を備え、樹脂成形体30はPPSからなり、鍔部側絶縁板12およびウエイト側絶縁板16はエステル結合を含まない樹脂からなり、温度によるセンサ静電容量の変化を抑制し、ノッキング検出の精度低下を抑制する。
(もっと読む)
ボールねじの異常検出方法および装置
【課題】特別な装置を必要とせず、既存の測定装置により測定したデータに基づいて、ボールねじのボール(玉)に生じた剥離や傷等による異常を高精度に検出することのできるボールねじの異常検出方法および装置を提供する
【解決手段】正常品と被検品のボールねじを同じ所定の運転条件で作動させ、そのときに発生する振動又は音を測定し測定結果を周波数分析する分析工程と、正常品の周波数分析データと被検品の周波数分析データとを比較して被検品のボールねじの異常を検出するに当たり、分析対象の周波数帯域と比較対象の周波数成分とをねじ軸回転周波数に同期させて選択的に決定する工程と、決定した分析対象の周波数帯域と比較対象の周波数成分とに基づいて、正常品の周波数分析データと被検品の周波数分析データとを比較することにより、被検品のボールねじのボールに生じた異常を検出する工程と、を備える。
(もっと読む)
検査装置
【課題】運転開始から製造加工装置が安定するまでに時間を要するものであっても、その製品の良否を正しく判定することができるようにする。
【解決手段】信号入力部6と、記憶部3、5とを備え、信号入力部6が入手した、同じ状態変化が繰り返される製造加工の1サイクルの信号を、一定のサンプリング間隔で集録する波形集録処理部16を備え、波形集録処理部16によって集録された計測波形17を、記憶部3、5が記憶している良否判定基準用の上限波形14及び下限波形15と比較して製品の良否を判定する比較処理部20を備える検査装置において、前記計測波形の1サイクルの所要時間に基づいて、上限波形14及び下限波形15を時間軸に対して拡大または縮小処理する拡大縮小処理部19を備えると共に、拡大縮小処理部19によって拡大または縮小処理された上限波形及び下限波形と計測波形17とを比較処理して計測波形17の特性判定をし、製品の良否を判定する。
(もっと読む)
異常状態検出方法および電子機器
【課題】電子機器の加速度を監視する際の適切なサンプリング周期を設定し、電子機器の異常状態を検出する方法を提供することである。
【解決手段】本発明に係る異常状態検出方法は、第1のサンプリング周期で加速度センサ120の出力値を所定時間測定するステップと、加速度センサ120の出力値の極値を抽出するステップと、極値間の時間間隔の平均値を計算するステップと、電子機器100を監視する際の第2のサンプリング周期を決定するステップと、第1のサンプリング周期で測定した加速度センサ120の出力値および第2のサンプリング周期をメモリ150に書き込むステップと、第2のサンプリング周期を設定するステップと、電子機器100を第2のサンプリング周期で監視し、第1のサンプリング周期で測定した加速度センサ120の出力値に基づいて、電子機器100が異常状態にあるか否かを判定するステップとを含むことを特徴とする。
(もっと読む)
動翼の振動計測方法および動翼の振動計測装置
【課題】動翼の振動を精度良く計測することができる動翼の振動計測方法および動翼の振動計測装置を提供する。
【解決手段】タービン動翼8が設けられたタービンロータ5を、回転軸Sを中心に回転させながら、タービン動翼8の振動を計測するタービン動翼8の振動計測方法において、タービン動翼8に対して軸方向に対向するように設置された第1非接触式検出センサ15を通過するタービン動翼8を検出する第1動翼検出工程と、タービン動翼8に対して径方向に対向するように設置された第2非接触式検出センサ16を通過するタービン動翼8を検出する第2動翼検出工程と、第1非接触式検出センサ15から得られた検出信号に基づいて、タービン動翼8の振動を導出する第1動翼振動導出工程と、第2非接触式検出センサ16から得られた検出信号に基づいて、タービン動翼8の振動を導出する第2動翼振動導出工程とを備えた。
(もっと読む)
振動体の異常検知方法および装置
【課題】本願発明の課題は、物体の異常を早期に察知する新規な方法および装置を提供することである。
【解決手段】本願発明は、振動計により振動データを求め、該データにDFAを施し、スケーリング指数を求め、物体の異常を早期に発見する新たな方法および装置である。本願発明は、振動体の異常を数値化して明瞭に表示するので、種々の異常判定に極めて有効である。監視対象としては、モーター、動力装置、橋梁、輸送管など運転使用中に破損して災害をもたらす機器類および構造体類である。
(もっと読む)
フィレットローリング加工装置及びフィレットローリング装置の異常判定方法
【課題】フィレットローリング加工時に発生するフィレットローラに欠けなどの異常を精度よく判定可能なフィレットローリング加工装置及びフィレットローリング装置の異常判定方法を提供する。
【解決手段】フィレットローリング加工装置(100)は、フィレット溝部Fにフィレットローラ(5)を圧接しながら、クランクシャフトSを回転することによりフィレットローリング加工を行う。フィレットローリング加工後、低圧力値でフィレットローラ(5)をフィレット溝部Fに圧接しながら、低回転速度でクランクシャフトSを回転駆動して検出した振動振幅にフィレットローラ(5)における異常の有無を判定する判定手段(15)を備える。
(もっと読む)
1 - 20 / 304
[ Back to top ]