
Fターム[2G064CC46]の内容
機械的振動・音波の測定 (8,359) | 測定信号の処理 (1,732) | 情報の加工 (929) | 時間的変化 (86)
Fターム[2G064CC46]に分類される特許
1 - 20 / 86
機器異常診断装置
温度ひび割れセンサ
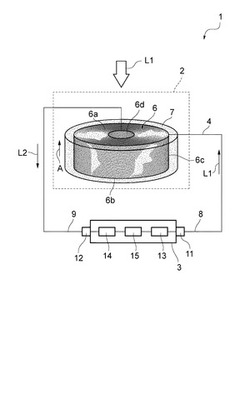
【課題】所定の温度条件下で所定の周波数帯の振動を検出してひび割れを検出する温度ひび割れセンサを提供する。
【解決手段】所定の温度条件下で所定の周波数帯の振動を検出してひび割れを検出する温度ひび割れセンサ1であって、コイル状に巻かれ所定の接着剤7で固められた光ファイバ4と、ひび割れが発生したときに生じる振動が印加される振動印加部2と、光ファイバ4への入射光L1と出射光L2との間の周波数変化に基づいて振動を検出する振動検出部3とを備える。所定の温度条件は−162℃以上0℃以下、所定の周波数帯は10kHz以上1000kHz以下、所定の接着剤は水酸基含有エポキシ樹脂(A)、1分子中に1つの水酸基を持つエポキシ化合物(B)およびアルコキシシラン部分縮合物(C)を脱アルコール縮合反応させて得られるアルコキシ基含有シラン変性エポキシ樹脂(1)を含有する。
(もっと読む)
翼振動計測装置

【課題】翼の通過タイミングを計測する替わりに翼の回転軸方向の変位を数百kHzオーダの応答周波数で精度良く直接測定することにより、計測に要する時間及びコストを低減する。
【解決手段】タービン動翼の周方向に複数配置され回転軸方向の変位を計測し変位計測信号を出力する非接触型変位計3a〜3d、変位計測信号に基づき先端位置を同定した翼先端位置同定信号を出力する翼先端位置同定装置4a〜4d、翼先端位置同定信号に基づき振動振幅と振動周波数を算出する翼振動算出装置5a〜5d、振動振幅と振動周波数に基づき振動モード次数を同定する振動モード同定装置6を備え、翼先端位置同定装置は複数の測定点の変位にカーブフィッティングを行って曲線を求めピーク位置から先端位置を同定する。
(もっと読む)
検知装置および検知方法
【課題】所望の音を高精度に検知することのできる検知装置を提供する。
【解決手段】音を検知するセンサ400と、センサ400により検出された音の音響信号の信号パワーを算出する信号パワー算出部102と、信号パワーと第1閾値とを比較する第1比較部103と、第1閾値よりも大きい信号パワーを検出すると、第1閾値よりも大きい信号パワーを検出した第1時刻以降の時刻に検出された音響信号の信号パワーと第1閾値よりも小さい値である第2閾値とを比較する第2比較部104と、第1時刻から、第2比較部104が第2閾値よりも小さい信号パワーを検出する第2時刻までの間に得られた音響信号の信号パワーの総和である信号パワー面積を算出する信号パワー面積算出部105と、信号パワー面積が予め設定された第3閾値よりも大きい場合に異常が発生したと判断する異常判断部106とを備える。
(もっと読む)
回転機械の部品摩耗検出方法、及び回転機械の部品摩耗検出装置
【課題】回転機械の稼働中に発生する動作音を、動作音が含む特定の周波数成分に着目して解析することにより、回転機械の部品に摩耗が生じているか判定する。
【解決手段】回転機械の部品摩耗検出方法であって、前記回転機械の動作音を収集して動作音データとして記録し、記録した前記動作音データを、当該動作音データの周波数特性データに変換し、前記周波数特性データから回転機械の回転周期に対応する周波数である基本周波数の倍数に当たる周波数成分であって、前記動作音中に含まれる、前記回転機械の前記部品の摩耗発生に関連して異音が発生する周波数である特徴周波数成分を経時的に抽出し、前記抽出した特徴周波数成分のデータと、最初に抽出した特徴周波数成分のデータとを、両者に含まれる前記特徴周波数の基本周波数と前記特徴周波数の最高周波数との間に存在する周波数成分について比較する。
(もっと読む)
検査装置、及び検査方法
【課題】本発明は、検査ワーク12における不良の発生箇所を予め把握する必要がなく、正確に検査ワーク12の不良を検出することができる検査装置1、及び検査方法を提供することを目的とする。
【解決手段】検査ワーク12を取り付けた固定部材10を加振して検査ワーク12に振動を与える加振ユニット20と、振動している検査ワーク12の振動を検出するレーザユニット30とを備え、検出した振動に基づいて検査ワーク12の不良を検出して検査する検査装置1であって、レーザユニット30を、検査ワーク12の表面上に予め設定した複数の測定点に対して順にレーザ光Laを照射するとともに、検査ワーク12の表面で反射した反射光Lbを受光して、ドップラ効果によって測定点における振動を検出する構成とし、各測定点の位置を相互に関連付けるとともに、各測定点における振動を時系列で関連付けた測定データを出力する制御ユニット40を備えたことを特徴とする。
(もっと読む)
振動計測装置および振動計測方法
【課題】振動の測定および解析を容易に行うことができるようにする。
【解決手段】高速度カメラ4の撮像部4aは、ケーブル10の各実測点に設けられたマーカーシール5が正反射する光を撮像する。高速度カメラ4の計算処理部4bは、撮像部4aによる撮像と並行して、撮像部4aが撮像した画像毎に各実測点の座標を求める。高速度カメラ4のメモリ4cは、各実測点の座標に係るデータを記憶する。コンピュータ6は、メモリ4cに記憶された各実測点の座標に係るデータを用いてケーブル10の振動分析を行う。
(もっと読む)
モード解析方法、モード解析システム、変位計測方法、および変位計測システム
【課題】精度良好なモード解析や変位計測を簡便かつ低コストで行う。
【解決手段】構造物上における複数の観測点6それぞれに、前方にある他デジタルビデオカメラの設置位置における撮影目標物20を撮影範囲に収めるようデジタルビデオカメラを設置する第1の工程と、デジタルビデオカメラ230を、撮影目標物20が撮影範囲に収まるよう配置するか、または、デジタルビデオカメラ240を不動点8に設置する第2の工程と、前方の撮影目標物20の撮影を行う第3の工程と、撮影目標物20に関する映像から、各デジタルビデオカメラ間での同期がとられた所定時点を起点に所定時間毎の静止画像を抽出し、該静止画像中における所定画素に関し前記不動点8を起点として各静止画像間での変位方向を特定する第4の工程と、前記特定した各観測点6での変位方向に基づき各観測点6を連ねた領域に関する変形モードを特定する第5の工程とを実行する。
(もっと読む)
びびり振動検出装置
【課題】びびり振動の検出を確実にできるびびり振動検出装置を提供する。
【解決手段】加工中に振動測定手段80を用いて、第1の振動測定の所定時間後に第2の振動を測定し、パワースペクトル演算手段82により第1の振動のパワースペクトルである第1パワースペクトルと、第2の振動の第2パワースペクトルを演算する。所定周波数帯域における第1パワースペクトルの振動の大きさに対する、第2パワースペクトルの振動の大きさの増加度合いを増加度合い演算手段83で演算し、増加度合いが所定値以上に大きい場合に、びびり振動が発生したと判定する。
(もっと読む)
運動体の異常診断装置
【課題】 安全に運動体表面の任意の点からの情報を得ることができ、周りの雑音に影響されることなく、正確に電気信号に変換して再生可能な情報を確保するとともに、該情報を基に、運動体の客観的な異常診断を行うこと。
【解決手段】 運動体Mの表面の任意の点に接触可能な接触部1と、接触部1からの音響を伝達可能な接触材2と、接触材2の一部に配設された音響センサ3と、音響センサ3の接触材2への固定と外乱の遮蔽を担う電気絶縁性の樹脂製のシールド部4と、音響センサ3の出力を電気信号に変換する変換器6と、変換器6の出力をメモリ・演算するとともに、該出力を基に運動体Mの異常を判断する演算処理部7と、を備える。
(もっと読む)
検査装置
【課題】運転開始から製造加工装置が安定するまでに時間を要するものであっても、その製品の良否を正しく判定することができるようにする。
【解決手段】信号入力部6と、記憶部3、5とを備え、信号入力部6が入手した、同じ状態変化が繰り返される製造加工の1サイクルの信号を、一定のサンプリング間隔で集録する波形集録処理部16を備え、波形集録処理部16によって集録された計測波形17を、記憶部3、5が記憶している良否判定基準用の上限波形14及び下限波形15と比較して製品の良否を判定する比較処理部20を備える検査装置において、前記計測波形の1サイクルの所要時間に基づいて、上限波形14及び下限波形15を時間軸に対して拡大または縮小処理する拡大縮小処理部19を備えると共に、拡大縮小処理部19によって拡大または縮小処理された上限波形及び下限波形と計測波形17とを比較処理して計測波形17の特性判定をし、製品の良否を判定する。
(もっと読む)
振動信号を使用して物理的事象を識別するための方法、システム、およびコンピュータプログラム製品
【課題】振動信号を使用して物理的事象を識別するための方法およびシステムを提供する。
【解決手段】方法は、それぞれがそれぞれの知られている物理的事象に関連する1つまたは複数の識別された振動信号を形成するステップを含む。この方法は、実際の物理的事象に関連する振動信号を受信するステップと、その振動信号をそれぞれがそれぞれの知られている物理的事象に関連する1つまたは複数の識別された振動信号と比較することによって、実際の物理的事象を識別するステップとをさらに含む。
(もっと読む)
動翼の振動計測方法および動翼の振動計測装置
【課題】動翼の振動を精度良く計測することができる動翼の振動計測方法および動翼の振動計測装置を提供する。
【解決手段】タービン動翼8が設けられたタービンロータ5を、回転軸Sを中心に回転させながら、タービン動翼8の振動を計測するタービン動翼8の振動計測方法において、タービン動翼8に対して軸方向に対向するように設置された第1非接触式検出センサ15を通過するタービン動翼8を検出する第1動翼検出工程と、タービン動翼8に対して径方向に対向するように設置された第2非接触式検出センサ16を通過するタービン動翼8を検出する第2動翼検出工程と、第1非接触式検出センサ15から得られた検出信号に基づいて、タービン動翼8の振動を導出する第1動翼振動導出工程と、第2非接触式検出センサ16から得られた検出信号に基づいて、タービン動翼8の振動を導出する第2動翼振動導出工程とを備えた。
(もっと読む)
音検出装置および音検出方法
【課題】雑音環境下においても容易且つ高精度に特定音を検出する。
【解決手段】信号パワー算出部および傾き算出部で、集音された観測音による音データの特徴を示す特徴値を時系列に沿って算出する。一方、検出対象の音と種類が同一で音が互いに異なる複数の学習データのそれぞれから、時系列に沿って特徴値の期待値を、スコアパラメータとして予め求める。スコア算出部で、音データから求めた特徴値と、学習データから求めた特徴値の期待値との差分に基づき、音データを評価するスコアを算出する。発生区間検出部で、スコアの極大値の位置と極小値の位置とを検出し、極大値の位置および極小値の位置に基づき、観測音による音データ中の特定音発生区間を検出する。
(もっと読む)
振動体の異常検知方法および装置
【課題】本願発明の課題は、物体の異常を早期に察知する新規な方法および装置を提供することである。
【解決手段】本願発明は、振動計により振動データを求め、該データにDFAを施し、スケーリング指数を求め、物体の異常を早期に発見する新たな方法および装置である。本願発明は、振動体の異常を数値化して明瞭に表示するので、種々の異常判定に極めて有効である。監視対象としては、モーター、動力装置、橋梁、輸送管など運転使用中に破損して災害をもたらす機器類および構造体類である。
(もっと読む)
音響診断を支援する装置、システム、方法およびプログラム
【課題】異常が発生した場合に所定の周期で異音を生じる音源の異常を容易に把握することができるようにする。
【解決手段】集音器2は、回転機1から発生した音を所定周波数で回転周期よりも長い所定時間サンプリングした測定データを記録する。診断支援装置3は、集音器2から測定データを取得する。診断支援装置3は、1番目の測定データにおける先頭から1周期分の基準データ系列を抽出し、n番目の測定データにおける抽出位置をずらしながら、1周期分の比較データ系列を抽出し、基準データ系列と比較データ系列の相関度を算出していき、相関度の最も大きい抽出位置をシフト量として、2番目の測定データをシフトした上で、1番目の測定データに足し合わせる。
(もっと読む)
回転機械の異常診断方法
【課題】回転機械に設けられた軸受の振動値から算出したリアプノフ指数及びシャノンエントロピーを利用して回転機械の異常を検出する回転機械の異常診断方法を提供する。
【解決手段】診断対象となる回転機械26に設けられた軸受13の振動を計測した値から算出したカオス解析特徴量であるリアプノフ指数X及びシャノンエントロピーYを、正常な回転機械に設けられた軸受の振動を計測して予め算出したリアプノフ指数X’及びシャノンエントロピーY’とそれぞれ比較して診断対象となる回転機械26の異常を診断する。
(もっと読む)
パターン自動抽出方法およびパターン自動抽出システム
【課題】特に正常パターンとの照合処理によって異常診断を行う際に用いる膨大な数の正常パターンを自動抽出して容易にパターンライブラリに登録することができるパターン自動抽出方法およびパターン自動抽出システムを提供すること。
【解決手段】入力された時系列データの変化点を抽出し、この変化点をもとに該時系列データを複数のパターンとして切り出すパターン切出し処理部21と、パターン切出し処理部21によって切り出された複数のパターン間の類似度を算出し、該類似度の高い組合せパターンをクラスタリングし、各パターンを登録パターンとして抽出するパターンクラスタリング処理部22と、パターンクラスタリング処理部22によって抽出された登録パターンを正常パターンライブラリに登録する登録処理部23と、を備える。
(もっと読む)
パターンライブラリを用いた異常診断方法および異常診断システム
【課題】過去に前例のない異常や過去に前例の少ない異常であっても、この異常を高確率で検知することができるパターンライブラリを用いた異常診断方法および異常診断システムを提供すること。
【解決手段】異常診断対象から得られる時系列データをもとに、前記異常診断対象の異常を検知するパターンライブラリを用いた異常診断システム1であって、前記異常診断対象から予め取得された正常状態の時系列パターンである正常パターンを格納した正常パターンライブラリ42と、前記時系列データと前記正常パターンとを照合し、少なくとも1つの正常パターンに前記時系列データが合致する場合、該時系列データが取得された区間における前記異常診断対象は正常であると診断する正常パターン照合処理部24と、を備える。
(もっと読む)
品質検査方法および品質検査装置
【課題】工業製品の動作音の一つである非定常音を音質の面から評価し、人の聴感検査に近い非定常音に基づく品質検査を実現する。
【解決手段】良品サンプル8の動作音を集音器2で音波形データに変換し、A/D変換機3を経由してコンピュータ5に取り込み、心理音響パラメータに変換する。良品サンプル複数個分の心理音響パラメータからさらに良品サンプルのデータばらつきを利用して擬似良品データを増数させる。良品サンプルデータと擬似良品データの心理音響パラメータから統計的手法で閾値と判定マスキングデータを算出して閾値データを作成。被検ワーク1の動作音を集音器2で音波形データに変換し、A/D変換機4を経由してコンピュータ5に取り込み、心理音響パラメータに変換してから、先に作成した閾値と心理音響パラメータ種類毎に比較して、異音判定を実施する。
(もっと読む)
1 - 20 / 86
[ Back to top ]