
Fターム[3B150LA21]の内容
Fターム[3B150LA21]に分類される特許
1 - 20 / 84
針振り機構を備えたミシン
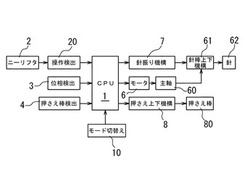
【課題】 ニーリフターで布押さえの上げ下ろしと針振りの両方を行えるミシンを提供する。
【解決手段】 ミシン上軸位相検出装置3からの信号によりミシン停止中であれば、ニーリフター2の操作により布押さえ上下機構8のみの制御を行い、ミシン稼働中であれば、ニーリフター2の操作により針振り機構7の制御を行い、ニーリフター2の操作量に応じて針62を振らせて縫いを行う。同時にミシンモータ6の速度制御を行う。
(もっと読む)
ベルトループ付けミシン及びベルトループの折り返し方法

【課題】ベルトループを適正に縫着することができるベルトループ付けミシン及びベルトループの折り返し方法を実現する。
【解決手段】ベルトループBの中央側へ折り返す端部(一端部b1、他端部b2)がその中央側からはみ出すことが想定される場合に、その一端側が固定されたベルトループBを挟持したループクランプ31を、ベルトループBの長手方向と交差する方向であって、そのはみ出しを打ち消す方向に所定量移動させた後に、フォーク部材38でベルトループBの端部を折り返すようにすることで、その端部をベルトループBの中央側に折り重ねることが可能になって、ドッグイヤーの発生を抑えることを可能にした。
(もっと読む)
ミシン
【課題】糸払いのミスを低減する。
【解決手段】糸切り装置と糸払い機構70とそれらの制御手段100とを備えるミシン10において、縫い針11の上下動と同じ周期で回転を行う駆動軸の軸角度の検出手段22を備え、制御手段が、検出手段の検出に基づいて、糸切り装置により上糸が切断されるより先に初期位置から動作位置へのワイパの前進動作が行われるように駆動手段73を制御することを特徴とする。
(もっと読む)
ミシンのアンダーカバー及びミシン
【課題】ミシンテーブルの下方に配置した回路基板上の発熱部品から発生する熱を効率よく放熱することができるようにする。
【解決手段】アンダーカバー200は、その第2下面202の発熱素子と対応する位置に、下方に突出した発熱素子接触部240を形成する。発熱素子接触部240は、発熱素子と接触する平坦面241を備えているため、発熱素子と確実に接触し、伝熱面積を確保することができる。アンダーカバー200は、発熱素子接触部240を介し、発熱素子で発生した熱を効率的に放熱することができる。
(もっと読む)
ミシンのアンダーカバー及びミシン
【課題】ミシンテーブルの下方に配置された回路基板の鉛直方向寸法を縮小し、作業者の作業性を向上できるようにする。
【解決手段】ミシン本体100の下部を覆うアンダーカバー200をミシンテーブル20の下方に設け、アンダーカバー200の第2下面202に、ミシン本体100の駆動制御に用いる回路基板300を構成する回路基板310、320を、それらの基板311、321上であって制御素子312、322を実装した面が第2下面202と平行となるように配置している。
(もっと読む)
ミシン及びミシンの制御方法
【課題】縫製作業を開始することなく上糸に付加する張力の確認を行うことができるミシン及びミシンの制御装置を提供する。
【解決手段】CPUは、足踏みペダルの位置が踏み返し位置(Pb1)以上踏み返された位置である駆動領域に属するか否かを判断する(S90)。踏み返し位置(Pb1)は、縫製動作のために作業者が足踏みペダルを中立位置(Pn)から踏み込み位置(Pf2)へ操作する方向と異なる方向に設けた位置である。駆動領域に属する場合、CPUは、布押え部材の押え位置への移動を禁止し(S170)、糸調子ソレノイドをONにして上糸に張力を付加する(S180)。作業者は、上糸張力を確認することができる。
(もっと読む)
ミシン用操作装置及びミシン
【課題】ユーザの足の操作に応じてミシンを動作させるミシン用操作装置において、ユーザの足の大きさの大小にかかわらず、操作性の向上を図る。
【解決手段】ミシン本体に接続されて、ユーザの足元に置かれるミシン用操作装置40は、基台41上に、コントロールボックス42、ペダル装置43、スイッチ操作部44を備える。スイッチ操作部44は、右壁、後壁、左壁からなる手前側が開放した立上り壁48の内壁面に、返し縫いスイッチ49、押え上下スイッチ50、糸切りスイッチ51を設けて構成する。立上り壁48の左壁を可動壁部48aとし、可動壁部48aの左右方向位置を変更する間隔調整機構56を設ける。
(もっと読む)
ミシン用操作装置及びミシン
【課題】ユーザの足の操作に応じてミシンを動作させるミシン用操作装置において、操作性の向上を図る。
【解決手段】ミシン本体に接続されて、ユーザの足元に置かれるミシン用操作装置40は、基台41上に、コントロールボックス42、ペダル装置43、スイッチ操作部44を備える。スイッチ操作部44は、右壁、後壁、左壁からなる手前側が開放した立上り壁48の内壁面に、返し縫いスイッチ49、押え上下スイッチ50、糸切りスイッチ51を設けて構成する。立上り壁48の内側の空間部に、ユーザの足が載置される載置台52を設ける。載置台52は、底部に設けられた4個のキャスター53により任意の方向に移動自在に支持される。
(もっと読む)
ミシン
【課題】指定された長さの縫目部をより正確に形成することが可能なミシンを提供すること。
【解決手段】ミシンにおいて、縫製対象物に縫製される所定縫目の少なくとも一部である縫目部の所定方向の長さが取得される(S10)。縫製対象物とともに移動する少なくとも1つの標識が撮影され、画像データが生成される(S80)。少なくとも画像データに基づいて、少なくとも1つの標識の移動量が算出される(S80)。算出された移動量に基づき、所定方向における縫目部の開始点側とは反対側に設定される所定範囲を縫製していると判断される場合に、ミシンモータの回転速度が所定値以下に設定される(S80)。縫目部の所定方向の長さが、指定された長さに達したと判断された場合に(S130:YES)、縫目部の縫製が終了される(S150:YES又はS170)。
(もっと読む)
ミシン
【課題】押さえ棒を一段保持位置および二段保持位置に保持できる簡便な機構をもつミシンを提供する。
【解決手段】押さえ上げレバー3の高さ調整カム部3Hは、通常の縫いモードを行う下位置に押さえ棒を位置させ得ると共に、下位置よりも押さえ棒を上昇させた一段保持位置に押さえ棒5を保持し、且つ、一段保持位置よりも押さえ棒5を上昇させた二段保持位置に押さえ棒5を保持するためのカムプロフィールを備える。押さえ上げレバー3の糸張力調整カム部は、押さえ棒5が下位置のとき上糸張力調整装置を有効とし、押さえ棒5が一段保持位置に保持されているとき上糸張力調整装置を無効とし、押さえ棒5が二段保持位置に保持されているとき上糸張力調整装置を有効とするカムプロフィールを備える。
(もっと読む)
ミシン
【課題】押え足を上下動させる押え足上下動機構を利用して、目飛びの発生を防止する。
【解決手段】押え足上下動機構の駆動を制御する制御手段は、針棒の揺動位置(ステップS2)と、剣先と上糸ループが出合うタイミングにおける針棒の上下位置(ステップS3)とに調時して、押え足を所定高さまで上昇させて(ステップS4)、上糸ループの大きさを変更する。押え足を上昇させる高さを調整することで、剣先が上糸ループを確実捕捉できるように、当該上糸ループの大きさを最適にすることが可能となる。
(もっと読む)
ミシンの布押え装置
【課題】加工布の布厚が変化しても位置決めの微調整を容易に行うことができるミシンの布押え装置を提供すること。
【解決手段】ミシンは、足踏みペダルの踏み込み量をポテンショメータで検出する。制御装置は足踏みペダルの踏み込み量が作動領域であるかを判断する(S28)。足踏みペダルの踏み込み量が作動領域である場合、布押え部材は、押え高さに相当する累積パルス数の演算結果に基づいた高さになる(S30)。作業者は、足踏みペダルを作動領域まで踏み込むことで、踏み込み量に応じて布押え部材の高さを中間位置と布押え位置との間で微調整することができる。
(もっと読む)
縫製装置及びプログラム
【課題】縫製装置の操作部材について報知する。
【解決手段】使用者が無負荷のペダル20〜24のいずれかを半踏みすると、そのペダル20〜24のいずれかに対応したスイッチsw1がオンでsw2がオフとなり(S12:YES、S13:NO)、いずれかの発光部材52〜56が点灯から遅い点滅となる(S15)。使用者が更に半踏み状態となっているペダル20〜24のいずれかを踏み込むと(S10:NO、S11:YES、S12:YES、S13:YES)、ペダル20〜24に対応する発光部材52〜56のいずれかが遅い点滅から早い点滅となるように、CPU35が発光部材52〜56のいずれかに対して表示状態の切り替え制御をする(S14)。
(もっと読む)
ミシン
【課題】位置誤差の発生を防止しつつ、縫製効率の低下を極力抑えること。
【解決手段】第1のモータ25及び第2のモータ26のトルクを算出するトルク算出部40と、一針毎のトルクを記憶するトルク記憶部44と、許容トルクの閾値を記憶する閾値トルク記憶部44と、表示部31と、針数とトルクとの関係を表示部にグラフで表示する描画制御部40と、記憶された許容トルクの閾値以上のトルク値の針落ち位置と閾値未満のトルク値の針落ち位置とを異なる表示形態で識別表示する識別表示制御部40と、許容トルクの閾値以上のトルク値となった針落ち位置での主軸モータ6の駆動速度の調節するための新たな駆動速度の入力を行う入力部32と、縫製データ51のうち、許容トルクの閾値以上のトルク値となった針落ち位置に対応する主軸モータの駆動速度を、入力部から入力された新たな駆動速度に書き換える縫製データ書換制御部40とを備える。
(もっと読む)
刺繍用ミシン
【課題】複数のヘッド毎に針棒、天秤、布押え等の機械要素をそれぞれ個別に駆動するための個別のモータを具備する刺繍用ミシンにおいて、モータの回転速度の変化や回転方向の変化が頻繁になっても応答性に支障がなく、また、上糸に対するテンションの大きさを制御し、特に、天秤が下降する際に上糸に付与されるテンションの大きさを制御することができる刺繍用ミシンを提供する。
【解決手段】針棒、天秤、布押えの各機械要素は、位置偏差算出工程(S21)、速度偏差算出工程(S24)、トルク偏差算出工程(S31)を経て各モータを制御するが、天秤については、天秤上死点から針棒下死点までの特定期間においては、天秤用モータの角度に応じて予め定められたトルクデータとモータに供給される電流値に基づくトルクの値とからトルク偏差(第2トルク偏差)の値を算出し、第2トルク偏差の値に従い天秤用モータを制御する。
(もっと読む)
ミシン
【課題】薄い被縫製物の厚さを検出する。
【解決手段】主軸角度検出手段2bと、中押さえ29と、中押さえ上下動機構M1と、中押さえモータ42により中押さえ上下動機構とは別に中押さえを上下移動させる中押さえ高さ調節機構M4と、中押さえモータの軸角度検出手段81と、中押さえの下降時に被縫製物への当接により中押さえモータの出力軸に外部トルクが加わると中押さえを上方移動させるように中押さえモータに対して高さ可変制御を行う中押さえ高さ制御手段72と、中押さえの下死点における中押さえモータの検出軸角度から被縫製物の厚さを求める厚さ取得処理手段72とを備え、中押さえ高さ制御手段は、高さ可変制御の前に、中押さえが下死点となる時の中押さえ高さが針板上面よりも下方となるように前記中押さえモータを制御する。
(もっと読む)
ミシン
【課題】ミシンモータにより中押さえの上下動ストロークを容易に検出する。
【解決手段】ミシンモータ2aから動力を得て、縫い針の上下動に同期して中押さえ29に上下動させる中押さえ上下動機構M1と、中押さえモータ42を駆動源として、ミシンモータによる中押さえの上下動の上死点位置と下死点位置の高さを上下方向に推移させる中押さえ高さ調節機構M4とを備え、ミシンモータによる中押さえの上死点位置と下死点位置との各々において、中押さえモータによる中押さえの最上位置から針板に当接するまでの下降動作量を検出し、前記ミシンモータによる上死点位置と下死点位置とにおける各下降動作量に基づく中押さえ高さの差からミシンモータによる上下動のストロークを算出するストローク取得制御手段73を備えている。
(もっと読む)
ミシン
【課題】 縫製開始時に間欠押えを針板と同じ位置に設定してから1針目の縫製を行う場合において、糸巻き処理時に間欠押えが針板に衝突するのを防止し、間欠押えと針板との衝突により発生する騒音を防止することができるミシンを提供する。
【解決手段】 糸巻き処理を実行すると、先ず、RAM64に記憶されたデフォルト値を読み出して間欠押え6をデフォルト値(針板2aの上面から5mm上方)で示す位置に上昇させる(S30)。次に、ミシンモータ72を起動させて糸巻機構50による糸巻き処理を実行する。糸巻き処理を実行すると、起動ペダル70のOFF待ち状態となる。作業者が起動ペダル70をOFFにした場合(S32;Yes)、ミシンモータ72の駆動を停止させてから(S33)、間欠押え6を予め設定した位置に下降させた後(S34)、S3に戻る。
(もっと読む)
玉縁縫いミシン
【課題】スタッカ装置により短時間で布を確実に引き出して綺麗に積み重ねること。
【解決手段】一方の大押さえ41Aを布排出方向Dに移動自在に支持すると共に、昇降機構43による各大押さえ41A、41Bの昇降動作の支点となる大押さえ支軸42aと、一方の大押さえに連結され、駆動により一方の大押さえを大押さえ支軸に沿って移動させるスライド機構42a,48,150と、を備え、制御手段60は、コーナーメス機構90による切れ目の形成後、昇降機構を動作させて他方の大押さえ41Bを上昇させ、次に、スライド機構を動作させて一方の大押さえをスタッカ装置200に向けて移動させ、次に、昇降機構を動作させて一方の大押さえを上昇させ、次に、スタッカ装置を動作させる。
(もっと読む)
ミシンの布押さえ昇降装置
【課題】電源遮断時の布押さえ高さの固定状態を解消する。
【解決手段】布押さえ5を昇降するエアシリンダ4と、空気圧供給源20からエアシリンダの各空気室4U,4Dへ空気圧を供給する第一の電磁弁10と、布押さえを操作する操作入力手段30と、第一の電磁弁を制御して布押さえの高さを切り換え、下降時間の長さにより布押さえを中間停止させる制御手段40と、エアシリンダの各空気室に設けられた予備排気経路71,72と、各予備排気経路に設けられた逆止弁73aと、各逆止弁に空気圧を供給する閉塞圧供給経路74と、各逆止弁の排気側に対する空気圧供給状態と大気解放状態とを切り換え可能な第二の電磁弁75と、主電源の通電時には空気圧供給状態とし、主電源の切断時には大気解放状態に第二の電磁弁を切り替える押さえ解放制御回路77を備えている。
(もっと読む)
1 - 20 / 84
[ Back to top ]