
Fターム[3B151BA26]の内容
Fターム[3B151BA26]に分類される特許
1 - 8 / 8
コーマにおけるラップ供給制御装置及びラップ供給制御方法
【課題】コーマがラップ重量測定装置や紡出重量測定装置を装備しなくても、ラップロール径に起因した紡出スライバ重量変化を効果的に補正し、紡出スライバの重量の均一化あるいは重量変化の抑制を図る。
【解決手段】ラップ供給装置はコーミングヘッド11のコーミング駆動部と独立して駆動可能なラップローラ用モータ26によって駆動される。ラップ供給制御装置は、試験紡出時の紡出スライバ重量の測定結果からラップローラ用モータ26の変速パターンを演算するCPU31と、CPU31により演算された変速パターンに基づきラップローラ用モータ26を制御するCPU31とを備えている。
(もっと読む)
カードに供給される繊維量を制御するための装置

【課題】後続のカードによる繊維材料要求が変化した結果として圧力および/または繊維材料の量が比較的大きく変動した場合にも綿塊の一様な供給を可能にすることを目的とする。
【解決手段】少なくとも1つのカードに供給される綿塊量を制御するための装置において、カードの前段に接続された空気圧式供給分配路内に圧力測定素子が内蔵されており、この圧力測定素子が圧力を電気信号(圧力実際値)に変換できるようになっていて、圧力測定素子の出力端が調節装置を介してフロックコンベヤ、たとえばクリアラの制御可能な駆動装置と接続されている。圧力測定素子と調節装置との間に制御装置(コンピュータ)が存在しており、これに圧力実際値に対する信号を入力することができ、当該制御装置内でΔp/Δtの微分により修正された圧力実際値に対する電気信号が形成されて調節装置に供給され得るようにした。
(もっと読む)
繊維機械における製造過程を監視する方法
紡糸機のような繊維機械において、原材料が、製造過程において複数の処理段階において中間製品となるように処理され、最終製品が製造される時、製造過程を監視する方法が使用される。原材料、中間製品及び/又は最終製品のパラメータ(301,303,312,393)が少なくとも2つの異なる処理段階で測定され、データベース(300)に記憶されかつ索引ファイル(3002)においてリンクされる。こうして1つのロットの用いられる品質が、ロットの必要な品質としても表すことができるロットの品質にできるだけ近くなって、供給合意のために規定される糸品質を提供する。 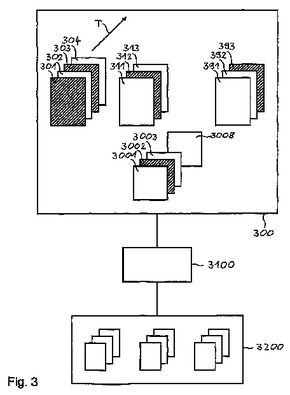 (もっと読む)
(もっと読む)
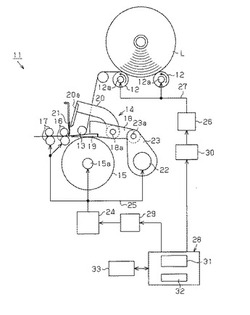
繊維束をコーミングのために繊維分類もしくは繊維選択する装置
【課題】簡素で生産性を増大し得ると共に優れたコーミング済みスライバを実現し得る装置を提供すること。
【解決手段】供給された織物繊維から成る繊維束をコーミングのために繊維分類もしくは繊維選択する装置が、供給手段(8;10、11)の下流に繊維束(16;301〜303)に対する挟持デバイス(18、19、20;21、22、23)を備え、回転可能に取付けられた少なくとも2つのローラ(12;13)が配置され、挟持デバイスは、各ローラの周縁部の領域において離間されて分布されており、測定された値を処理し得る制御/調整デバイス(42)であって夫々の場合に少なくとも1つの機能を実施すべく接続された要素(30;43〜47;49)に対して電気信号を発し得る制御/調整デバイス(42)には、機械関連値および繊維関連の技術的な値を検出するための測定対象値センサ(29、31、32;34、34a、34b;41)が接続される。
(もっと読む)
回転シリンダまたはカード用フラット上に配設された繊維処理針布を研磨するフラット・カードまたはローラ・カード上の装置
【課題】送り込みの間および研磨の間において少なくとも一個の研磨要素と繊維処理針布との間の接触(研磨強度)を確実に検出かつ監視する。
【解決手段】回転ローラまたはカード用フラット上に配置された繊維処理針布を研磨するフラット・カードまたはローラ・カード上の装置であって、少なくとも一個の研磨要素と、該研磨要素を上記針布に当接して位置決めする役割を果たす送り込みデバイスとを備える研磨機器を有する装置において、送り込み度合いおよび研磨強度が検出可能である。特に送り込みの間および研磨の間において少なくとも一個の研磨要素と繊維処理針布との間の接触(研磨強度)を確実に検出かつ監視し得るために、上記研磨機器に対しては高感度の構造物音センサが組み合わされ、且つ、電子的評価器は構造物音から、上記少なくとも一個の研磨要素と上記繊維処理針布との間における接触の強度を決定し得る。
(もっと読む)
回転位置駆動装置を有する櫛機械
本発明は、円形の櫛を有する櫛機械に関する。このような櫛機械の作動機構を設定できるかまたはそれらの設定をチェックできるようにするために、櫛機械またはその円形の櫛(2)を所定の回転角位置に移動させることができる装置が設けられている。この装置は、回転位置センサ(9)、目標とする回転角位置を入力するための選択装置(11)、選択装置の回転角目標位置と回転位置センサの回転角実際位置とを比較するための比較装置(10)、および櫛機械の駆動装置を作動させるための制御装置(14)からなる。比較装置(10)は、2つの値に差があった場合、その差を低減するための設定指示を櫛機械の駆動モータ8に与える。  (もっと読む)
(もっと読む)
特にフラット・カード、ローラ・カード、精選機などの紡績機械において繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置
【課題】連結用増幅器および連結バスを介することなしにデータ交換を行う。
【解決手段】紡績機械においてローラ上へと引張り装着された特に鋸歯状の全鋼製針布などの繊維処理用針布を特に研削および/または研磨するなどの処理を行う装置において、該装置は軌道に沿い移動可能である処理機構を有し、上記紡績機械は、上記処理機構の回転速度を制御するために使用される駆動制御器と協働する電子制御/調整デバイスを有する。設備に関して簡素な手段を用いて上記処理機構の又は該機構に対する全ての機能を制御および/または調整するために、上記処理機構の又は該機構に対する制御および/または調整は上記紡績機械の上記制御/調整デバイスに統合され、上記処理機構の又は該機構に対する特にアクチュエータなどの機能要素、および、上記紡績機械の上記制御/調整デバイスは、単方向的におよび/または双方向的に信号を交換し得る。
(もっと読む)
特にフラット・カード、ローラ・カード、精選機などの紡績機械においてローラ上に針布を引張り装着する装置
【課題】負荷が変化した場合に必要とされ得る引張り装着処理のチェックを安定させる。
【解決手段】特にフラット・カード、ローラ・カード、精選機などの紡績機械において引張り装着デバイスを用いてローラ上に針布を引張り装着する装置において、上記紡績機械は電子制御/調整デバイスを有する。設備に関して簡素であると共に引張り装着処理および/または測定データのチェックを可能とする装置を提供するために、上記引張り装着デバイスに対しては引張り装着の間において検出されたデータを登録する測定デバイスが組み合わされ、且つ、該測定デバイスは上記紡績機械の上記電子制御/調整デバイスと協働し、上記測定デバイスと上記制御/調整デバイスとは単方向的および/または双方向的にデータを交換し得る。
(もっと読む)
1 - 8 / 8
[ Back to top ]