
Fターム[3B153EE12]の内容
ロープ又はケーブル一般 (6,360) | 後処理加工 (405) | 処理方法又は手段 (185) | ダイス (19)
Fターム[3B153EE12]の下位に属するFターム
変形ダイス (4)
Fターム[3B153EE12]に分類される特許
1 - 15 / 15
高強度ワイヤロープ
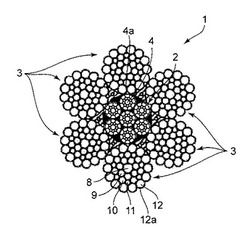
【課題】ロープ心の早期断線を防ぎ、破断荷重を向上することが可能な高強度ワイヤロープを提供する。
【解決手段】高強度ワイヤロープ1は、異形ストランドからなる心ストランド4がより合わされたロープ心2と、当該ロープ心2の周囲により合わされた複数の側ストランド3とを備えており、心ストランド4の外周面4aの曲率半径は側ストランド3の最外層の素線の外周面の曲率半径より大きく、かつ、ロープ心2の素線5〜7と側ストランドの最外層の素線12との引張強さの比である素線強度比が90%以下に設定されている。
(もっと読む)
炭素繊維合成樹脂複合素線及びその製造方法

【課題】より大きな伸び率が得られ、PC緊張材などの土木建築用の緊張材としてより高い効果が得られる炭素繊維合成樹脂複合素線の提供。
【解決手段】熱可塑性合成樹脂材からなる芯線2の周囲に、マトリックス樹脂3を含浸させた炭素繊維収束材4を螺旋状に巻きつけ、マトリックス樹脂の硬化によって一体化させた線状をなし、前記トリックス樹脂には、溶剤溶融性を有し、非晶質で且つ他の合成樹脂材と相溶性、接着性及び/又は架橋性を有する熱可塑性合成樹脂材を使用し、芯線には、前記マトリックス樹脂と相溶性、接着性及び/又は架橋性を有する熱可塑性合成樹脂材を使用する。
(もっと読む)
繊維強化樹脂線条体およびその製造方法並びにそれを用いた電線ケーブルとその製造方法
【課題】望ましい撚りを容易にかけることができ、それを通して優れた曲げ特性を発現可能な繊維強化樹脂線条体とその製造方法を提供し、加えて、その繊維強化樹脂線条体を補強コアとして用いた電線ケーブルとその製造方法を提供する。
【解決手段】予め撚りがかけられた強化繊維束を複数集束した強化繊維束集合体に樹脂が含浸、硬化されていることを特徴とする繊維強化樹脂線条体、およびその製造方法、並びにそれを用いた電線ケーブルとその製造方法。
(もっと読む)
フラット・ワイヤおよびその製造方法
【目的】時間が経過してもらせん形状に変化が生じにくいフラット・ワイヤを提供する。
【構成】フラット・ワイヤ10は,熱硬化樹脂が含浸された多数本の炭素繊維31から構成されている。フラット・ワイヤ10の横断面は長方形であり,常に内方を向く内面12と常に外方を向く外面11をもち,長手方向に一定の径でらせん状に型付けられている。フラット・ワイヤ10を構成する炭素繊維31は,内面12から外面11に向かうにしたがってその長さが次第に長くなっている。
(もっと読む)
ワイヤロープ
【課題】屈曲耐久性に優れたワイヤロープを提供する。
【解決手段】ワイヤロープ10は、車椅子を搭載位置に固定するために用いられるものであり、減面加工された素線12を多数本撚り合わせて形成したストランドを複数本撚り合わせて形成されている。ワイヤロープ10は、スウェージング加工が施されておらず、各素線12の減面加工前の断面積をaとし、減面加工後の断面積をsと表した場合に、(1−s/a)×100%と表される素線12の減面率が97.5%〜98.5%であることを特徴とする。スウェージング加工が施されないことで、ワイヤロープ10の屈曲耐久性を向上させることができる。また、ワイヤロープ10を構成する素線12の減面率を上記のように設定することで、スウェージング加工が施されないことによる柔軟性と引張強度の悪化が抑制される。
(もっと読む)
高伸度ロープの締結構造及びその締結方法
【課題】 本発明は、伸び量の大きいロープを円筒形状の金属パイプに取り付けるロープ端末締結構造及び締結方法を提供するもので、破壊時のエネルギー吸収が大きい柔軟ロープを得ることができたものである。
【解決手段】 本発明の第1は、高伸度ロープの締結構造であって、金属パイプの前端よりロープ端末を納めてなる高伸度ロープの締結構造であって、前記金属パイプはテーパ角度を片側8度以下(8〜4度)として前端を小径に縮径され、当該前端の内径がロープ設計破断外径近傍より若干大きな径となし、硬化性樹脂又は粘弾性隙間充填剤をロープ端末に含浸し、かつ、ロープ端末と金属パイプの間に充填したことを特徴とする。
(もっと読む)
ネット構造体およびその製造方法
【課題】従来ネットに比べ、高強度で卓越した耐摩耗性、耐衝撃性を有し、河川や海洋など厳しい使用環境下においても長期間その機能を消失することなく使用できるネット構造体を提供する。
【達成手段】繊維束を樹脂エラストマーで被覆してなる被覆ロープを亀甲網に編成してなることを特徴とするネット構造体。
(もっと読む)
撚線導体
【課題】37心の撚線導体において、素線を低い圧縮率で圧縮加工又は圧縮加工することなく、その外形形状を略真円形状にすることができる撚線導体を提供することを目的とする。
【解決手段】1心の素線を中心線11とし、中心線11の周囲を6心の素線が覆い囲んで第1層12を形成し、第1層12の外周を12心の素線が覆い囲んで第2層13を形成し、第2層13の外周を18心の素線が覆い囲んで最外層14を形成する37心の撚線導体1であって、前記最外層14を構成する18心の内の12心の素線、及び、第2層13を構成する12心の内の6心の素線の基となる線材の直径を、中心線11及び第1層12を構成する素線の基となる線材の直径と同一に、最外層14を構成する前記以外の6心の素線、及び、第2層13を構成する前記以外の6心の素線の基となる線材の直径を、中心線11及び第1層12を構成する素線の基となる線材の直径よりも小さく設定する。
(もっと読む)
ゴム物品補強用ワイヤおよびそれを用いたゴム物品
【課題】特にタイヤに適用した際に、ワイヤ折れ等の不具合を生ずることなく、かつ、操縦安定性等のタイヤ諸性能を損なうことなく、タイヤをさらに軽量化することができるゴム物品補強用ワイヤおよびそれを用いたゴム物品を提供する。
【解決手段】1対の平行な直線11と、外側に凸となって対向する1対の円弧12と、からなるトラック形状の偏平断面を有するゴム物品補強用ワイヤ1である。偏平加工後に1対の円弧12となる部分の偏平加工前における表面粗さRzが15μm以下であり、かつ、厚みをT(mm)、円弧の曲率半径をR(mm)としたとき、下記式(1)および(2)、
0.15≦T≦0.30 (1)
0.6354×T≦R≦0.77×T+0.019 (2)
で表される関係を満足する。
(もっと読む)
複合ロープ構造体と、複合ロープ構造体を作製するシステムおよび方法
【解決手段】 複数の形成済み複合ストランドを有するロープ構造体。前記複数の形成済み複合ストランドは、それぞれファイバー材料(繊維材料)およびマトリックス材料(充填材料)を有する。前記マトリックス材料内の前記ファイバー材料は、加撚されている(有撚状態である)。前記複数の形成済み複合ストランドの形状は、当該複数の形成済み複合ストランドが組み合わされて前記ロープ構造体になるのを促進するよう事前に決定されている。
(もっと読む)
複合ロープ構造体と、硬化済み複合ロープ構造体を製造するシステムおよび方法
【解決手段】 次の工程を有する、複合ロープ構造体を製造する方法。樹脂マトリックス内にファイバーを有する含浸ヤーンを、第1の場所で製造する。前記含浸ヤーンを、前記第1の場所から第2の場所まで輸送する。前記含浸ヤーンを、前記第2の場所で分配する。前記分配された含浸ヤーンの前記樹脂マトリックスを、前記第2の場所で硬化させて(キュアリングして)、前記複合ロープ構造体を生成する。
(もっと読む)
タイヤの補強用スチールケーブルの湿式延伸方法
本発明は、潤滑剤組成物として、5〜40個の炭素原子を含む脂肪酸エステル、特に、式[R1 ‐ CO ‐ O ‐ A ‐ O ‐ CO ‐ R2]のジエステル(式中、R1およびR2は、5〜23個の炭素原子、好ましくは13〜21個の炭素原子を含む炭化水素基である)の固形粒子を含有する水性分散液を使用する、タイヤ補強用の“スチールコード”とも称するスチールケーブルの湿式延伸方法に関する。さらに詳細には、上記ジエステルは、グリコールジステアレート(EGDS)である。そのようなジエステルの、特に界面活性剤、例えば、エチレンオキシドとC3〜C10アルキレンオキシドとのブロックコポリマーとの組合せての使用は、改良された潤滑剤性能をもたらす。 (もっと読む)
プライコードの加工方法、その加工方法により加工されたプライコードを用いた空気入りタイヤの製造方法及びその製造方法により製造された空気入りタイヤ
【課題】この発明の目的は、ビードコアとの間の係止力を向上することのできるプライコードの加工方法、その加工方法により加工されたプライコードを用いた空気入りタイヤの製造方法と、その製造方法により製造されるビード部の耐久性に優れる空気入りタイヤを提供することにある。
【解決手段】空気入りタイヤを構成するプライコード(3)の加工方法であって、金属コードをゴムで被覆する工程と、ゴム被覆したコードを所定の長さに切断する工程と、切断したコードの両端部を成形ダイ(1)内に配置する工程と、成形ダイ(1)内に配設された押圧部材(2)によりコードの外周面の一部を押圧しつつコードを成形ダイから引き抜くことで、コードの両端部を所定の形状に塑性変形する工程を含むプライコード(3)の加工方法、その加工方法により加工されたプライコード(3)を用いた空気入りタイヤの製造方法及びその製造方法により製造された空気入りタイヤである。
(もっと読む)
撚線導体及びその製造方法
【課題】同一素線を同一円周上に配置し、該素線内に空洞部を有する撚線導体よりも、空洞部がつぶれ難く、かつ、口径の大きな撚線導体を提供する。
【解決手段】複数本の線材に撚りを掛け、圧縮成形した撚線導体1であって、外層2を、2種類の素線5、6を同一円周上に交互に配設して構成し、一方の種類の素線5の外周部を、他方の種類の素線6の外周部よりも硬く形成した。
(もっと読む)
樹脂被覆PC鋼撚り線の製造方法、樹脂被覆PC鋼撚り線、および樹脂被覆PC鋼撚り線の製造装置
【課題】リラクセーションの低い樹脂被覆PC鋼撚り線の製造方法、樹脂被覆PC鋼撚り線、および樹脂被覆PC鋼撚り線の製造装置を提供する。
【解決手段】中心線と、中心線の外周に配置される6本以上の側線とを撚り合わせて形成されるPC鋼撚り線30を準備する工程と、PC鋼撚り線30を非加熱状態または120℃以下の加熱状態で緩解する工程と、緩解する工程により形成される緩解PC鋼撚り線40の中心線および側線の外周に樹脂粉体を付着させる工程と、付着させる工程により形成される付着PC鋼撚り線50を所望の形状に予備成型する工程と、予備成型する工程により形成される予備成型PC鋼撚り線60を樹脂粉体の融点以上の温度で加熱する工程とを備えている。
(もっと読む)
1 - 15 / 15
[ Back to top ]