
Fターム[3B153FF16]の内容
ロープ又はケーブル一般 (6,360) | 用途 (951) | 自動車又は船舶 (533) | タイヤコード (459)
Fターム[3B153FF16]に分類される特許
1 - 20 / 459
ブラスめっき鋼線の製造方法およびブラスめっき鋼線
【課題】ブラスめっき鋼線の品質を向上しつつ、製造プロセスにおける省エネルギー化を両立したブラスめっき素鋼線の製造方法およびそれにより得られたブラスめっき高炭素鋼線を提供する。
【解決手段】鋼線にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を50mg/m2未満にする酸化亜鉛除去工程を有する。
(もっと読む)
ブラスめっき鋼線の製造方法

【課題】ブラスめっき鋼線の品質の向上と製造プロセスにおける省エネルギー化とを両立したブラスめっき鋼線の製造方法を提供する。
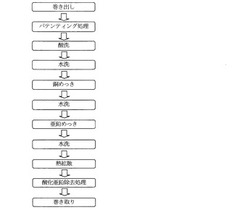
【解決手段】鋼線材に銅めっきを施す銅めっき工程と、得られた銅めっき鋼線材に亜鉛めっきを施す亜鉛めっき工程と、鋼線材表面の銅と亜鉛とを熱拡散させブラスめっき鋼線材を得る熱拡散工程と、を含むブラスめっき鋼線の製造方法である。銅めっき工程後亜鉛めっき工程前および/または亜鉛めっき工程後熱拡散工程前に、ブラスめっき鋼線材に酸化防止処理を施す。または、前記熱拡散工程を気化性防錆剤雰囲気中で行う。
(もっと読む)
金属線条体の接続方法および接続装置
【課題】接続作業が容易な金属線条体の接続方法および軽量で携帯性に優れた金属線条体の接続装置を提供する。
【解決手段】相対する金属線条体同士を接続する金属線条体の接続方法である。相対する金属線条体を固定する一対の固定部と、一対の固定部の間に適宜間隔をあけて切り欠き部を備えた回転体と、を配設し、相対する金属線条体が並置されて形成された金属線条体の平行部の両端部を一対の固定部で固定し、金属線条体の平行部の略中央部を回転体の切り欠き部に配置した後、回転体を回転させることにより前記相対する金属線条体同士を撚り合わせる。一対の固定部が切り欠き部と押圧部材とを備え、切り欠き部に相対する金属線条体の平行部の両端部を配置し、両端部を押圧部材で押圧することにより固定する。
(もっと読む)
ブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤ
【課題】ブラスめっき鋼線材の断線を防止し、かつ、最終伸線時におけるエネルギー消費量を低減することができるブラスめっき鋼線の製造方法、ブラスめっき鋼線、スチールコードおよび空気入りタイヤを提供する。
【解決手段】鋼線材にブラスめっきを施すめっき工程と、得られたブラスめっき鋼線材に最終伸線を施す最終伸線工程と、を含むブラスめっき鋼線の製造方法である。最終伸線工程前にブラスめっき鋼線材の表面の酸化亜鉛量を低減する酸化亜鉛低減工程と、得られた酸化亜鉛低減後のブラスめっき鋼線材の表面に潤滑被膜を設ける被膜処理工程と、を含む。
(もっと読む)
ゴム・コード複合体および空気入りタイヤ
【課題】より軽量化することにより車両の低燃費化を図ることができると共に、低コストのゴム・コード複合体および空気入りタイヤを提供する。
【解決手段】外径d10〜15mm、肉厚t1〜3.5mmのスチール製丸パイプ1が、円環状に繋ぎ合わされて形成された1本のコードに、ゴム組成物がコーティングされているゴム・コード複合体。ビードに使用されるゴム・コード複合体。前記ゴム・コード複合体が用いられている空気入りタイヤ。
(もっと読む)
鋼線長さの評価方法、鋼線の巻取方法および巻取製品
【課題】複数本にて引き揃えられた鋼線の束を構成する各鋼線の長さを、簡易にかつ正確に評価することができる鋼線長さの評価方法を提供する。また、この評価方法を用いることで、複数本の鋼線を誤差の少ないほぼ同一の長さで巻き取ることができる鋼線の巻取方法、および、これにより得られる巻取製品を提供する。
【解決手段】複数本にて引き揃えられた鋼線の束10を構成する各鋼線1の長さを評価する方法である。鋼線束10を、水平方向距離Sの間隔を有しかつ同じ高さに位置する2つの支持点X−Y間に掛け渡した状態で、鋼線束の一端を固定して他端に一定の張力を掛けたときの各鋼線のなす曲線の最低高さと支持点の高さとの差dを計測して、得られた計測値dに基づき、2つの支持点間における各鋼線の長さLを算出する。
(もっと読む)
空気入りラジアルタイヤ
【課題】複数の単線スチールワイヤを引き揃えてたベルト層を設けながら、タイヤ耐久性能の維持と低転がり抵抗を可能にした空気入りラジアルタイヤを提供する。
【解決手段】複数の単線スチールワイヤ10を引き揃えた複数のベルト層8を配設した空気入りラジアルタイヤにおいて、各単線スチールワイヤ10にその軸廻りに捩りを与えると共に、ベルト層8内に2〜4本の単線スチールワイヤ10からなる複数のワイヤ集合体12を形成し、各ワイヤ集合体12において単線スチールワイヤ10をベルト層8の面方向に並ぶように配置し、各ワイヤ集合体12を構成する単線スチールワイヤ10として素線径が異なる少なくとも2種類の単線スチールワイヤ10iを使用し、素線径の最大値dmax及び最小値dminを、0.28mm≦dmax≦0.40mm、0.15mm≦dmin≦0.35mm、1.05≦dmax/dmin≦2.00の関係にする。
(もっと読む)
空気入りタイヤ
【課題】センター領域の耐摩耗性と操縦安定性とを向上する。
【解決手段】ベルト層7とカーカス層6との間に、タイヤ周方向に実質90[度]のスチールコードがタイヤ周方向に並設され、タイヤ赤道面CLからそれぞれベルト層の有効ベルト幅の5[%]以上25[%]以下の範囲で、かつ有効ベルト幅の10[%]以上50[%]以下の総幅で形成されるスチール補強層9を備える。また、ショルダー側円弧21bおよびサイド部円弧21dの各延長線の交点を基準点Pとした場合、扁平率βに対して基準点とセンタークラウンCCとを結ぶ直線Aと、センタークラウンを通過するタイヤ幅方向の直線Bとの角度θを0.025×β+1.0≦θ≦0.045×β+2.5とし、中央部円弧21aの曲率半径Rcとショルダー側円弧の曲率半径Rsとを12≦Rc/Rs≦30とし、タイヤ赤道面CLからショルダー側円弧のタイヤ幅方向内側端部までの基準展開幅Lとトレッド展開幅TDWとを0.2≦L/(TDW/2)≦0.7とする。
(もっと読む)
空気入りラジアルタイヤ
【課題】操縦安定性および耐摩耗性を悪化させることなく耐久性および軽量性に優れた空気入りラジアルタイヤを提供する。
【解決手段】少なくとも2枚のベルト層からなるベルトを備える空気入りラジアルタイヤである。第1ベルト層と第2ベルト層の補強材が2本のコードを撚らずに揃えた束であり、コードを構成するフィラメントの径をa(mm)としたとき、第1ベルト層と第2ベルト層のコードの距離が外接円を用いて表したコード間距離よりも期待値としてa/4以上増加し、かつ、束の少なくとも一部におけるスチールコード2本が、外接円を用いて表した幅よりもa/4以上接近して配置され、第1ベルト層と第2ベルト層のコード間隔をA、第1ベルト層のコードの径方向内面端と第1ベルト層の径方向内面の距離をB、第2ベルト層のコード径方向外面端と第2ベルト層の径方向外面の距離をCとしたき、A/2>B、かつ、A/2>Cで表わされる関係を満足する。
(もっと読む)
ビードワイヤ、ビード、空気入りタイヤ及びビードワイヤの製造方法
【課題】強度で伸線性に富むことで所望の強度を有しつつ線径の小さいビードワイヤを提供する。
【解決手段】本発明のビードワイヤは、炭素を0.75〜0.90質量%で含むスチールよりなり、線径が0.95mm以上1.26mm以下であり、強度が、この線径をD(mm)、強度をN(N)とするとき、次式N=(3400〜3500)×D−(1350〜1450)を満たす。本発明のビードワイヤは、線材に、複数のダイスにより伸線を行い、ダイスを経た後の冷却速度を100℃/10秒以上とすることにより製造することができる。
(もっと読む)
空気入りラジアルタイヤ
【課題】剛性を悪化させることなく耐久性及び軽量性に優れた空気入りラジアルタイヤを提供する。
【解決手段】左右一対のビードコア間に跨る少なくとも1枚からなるカーカス4と、スチールコードを用いた少なくとも2層有する交錯ベルト層5a,5bとを備えるタイヤであって、前記スチールコードが、素線径0.20mm〜0.60mmの素線からなる単撚り構造またはコア−単層シース構造を有し、スチールコードの打ち込み本数が35本/50mm以上であり、ベルト層内で隣接するスチールコード間の距離が1.0mm以下であり、前記スチールコードを構成する全てのフィラメントの径が同径であり、その径をa(mm)としたとき、前記ベルト層内で隣接するスチールコード間の距離が、前記スチールコードの外接円を用いて表したスチールコード間の距離よりも期待値としてa/4(mm)以上増加し、かつ、ガスバリア性樹脂を含むバリア層をさらに備える。
(もっと読む)
金属線の接合方法及び空気入りタイヤ
【課題】空気入りタイヤの交錯ベルト層に用いられる無撚りコードが所定長を有していない場合に、その無撚りコードを有効活用できるようにする。
【解決手段】複数本の金属素線の束よりなる無撚りコード11の端部と、複数本の金属素線の束よりなる別の無撚りコード12の端部とのそれぞれに撚りを加え、この撚りが加えられた無撚りコードの端面同士を突き合わせ、加圧しながら通電加熱することで接合する。この接合により所定長を有する無撚りコードを得ることができる。無撚りコードの端面同士を突き合わせる前に、無撚りコードの端部を切り揃えることができる。
(もっと読む)
複合コード
【課題】成型時の伸張性と高温時の収縮性の双方を備えたゴム補強用コードを提供すること。
【解決手段】繊維のストランドを複数本撚った複合コードであって、該複合コードがパラ型芳香族ポリアミド長繊維と捲縮を有しないメタ型アラミド連続長繊維束が10〜30℃で延伸、牽切され、その牽切された繊維が交絡および/または捲回により結束されている、平均繊維長が30〜120cmである牽切糸条からなり、該複合コードが応力-伸び曲線の原点から変曲点に至る低弾性域と変曲点を超える高弾性域とを有し、かつ該変曲点が伸び10% 未満の範囲にあり、200℃での収縮応力が2cN/dtex以上である複合コード。
(もっと読む)
ゴム物品補強材の波形の評価方法
【課題】波形型付けされたゴム物品補強材について、波形状の評価方法を提供する。
【解決手段】型付け前の供給長さL1と、補強材に施された波形の数Nと、型付け後のゴム物品補強材の長さL2とし、三角波形状を有するゴム補物品補強材の場合、下記式(1)〜(3)、L=L1/N・・・(1)λ=L2/N・・・(2)a=((L/2)2−(λ/2)2)1/2・・・(3)、波形状を有するゴム補物品補強材の場合、下記式(1)、(2)、(4)および(5)、L=L1/N・・・(1)λ=L2/N・・・(2)b=(3L/2+λ/2)/8・・・(4)a=2×(b2−(λ/4)2)1/2・・・(5)で表わされる波長λおよび振幅aにより、ゴム物品補強材の波形を評価する。
(もっと読む)
ゴム物品補強用ワイヤ及びその製造方法
【課題】初期接着性能を更に向上させることのできるゴム物品補強用ワイヤ及びその製造方法を提供する。
【解決手段】ゴム物品補強用ワイヤ1は、一対の平面とこれらの平面の端部に接続する凸面とにより横断面がトラック形状になる扁平ワイヤ11の表面にブラスめっき層12を備え、このブラスめっき層12は最表層側に粒径20nm以下の微細結晶粒部12aを有する。この微細結晶粒部12aは、製造時の塑性加工により微細結晶粒部12aを形成することができる。
(もっと読む)
空気入りタイヤ
【課題】 炭素含有量が0.75重量%以下である炭素鋼からなり生産性に優れたスチールコードを用いた場合であっても、炭素含有量が0.75重量%を超える炭素鋼からなるスチールコードを用いた場合と同等以上の耐久性能を発揮することを可能にした空気入りタイヤを提供する。
【解決手段】 複数本のスチールコード10を引き揃えてゴム中に埋設してなる補強層を備えた空気入りタイヤにおいて、各スチールコード10を撚り合わされた複数本の素線11から構成し、その素線径dを0.15mm〜0.40mmとし、各素線11を芯部11aと該芯部11aの周囲に形成されためっき層11bとから構成し、芯部11aを炭素含有量が0.60重量%〜0.75重量%である炭素鋼から構成する一方で、めっき層11bの平均厚さtを0.23μm〜0.33μmとし、スチールコード10の強度を3000MPa〜3500MPaとする。
(もっと読む)
スチールコード及び空気入りラジアルタイヤ
【課題】耐久性を向上しながら、タイヤの軽量化の要求を満たすことができるスチールコード、及びそれを用いた空気入りラジアルタイヤを提供する。
【解決手段】無撚で引き揃えられた2本の同径の第1フィラメント11,12の周囲に、n本の第2フィラメント13を螺旋状に巻き付けてなる2+n構造(1≦n≦5)のスチールコードにおいて、第1フィラメント11,12を第2フィラメント13の螺旋状の巻き付けと同じピッチPで螺旋状に型付けし、第1フィラメントの径dに対するその螺旋状振幅の断面における最大幅Hrの比Hr/dの百分率で表される型付け率を200±25%に設定して、コード軸方向における外接円Sの中心O1が該コード軸方向において常にほぼ一直線L上に位置するように各フィラメント11,12,13を配してなり、かつ、コード径が0.75mm以下であるスチールコード。
(もっと読む)
空気入りタイヤ、及びその製造方法
【課題】中子工法のタイヤにおいて、耐腐食性や耐エアリーク性を確保しながらリム組み時のコア変形を防止する。
【解決手段】ビードコアは、タイヤ軸方向内外のコア片からなり、その間でカーカスプライの半径方向内端部を狭持している。内外のビード片は、ビードワイヤを半径方向内側から渦巻き状に巻き重ねた渦巻き体からなる。ビードワイヤはコア素線を撚り合わせたコア部と、シース素線を前記コア部の回りで撚り合わせたシース部とからなる。前記コア素線及び/又はシース素線は型付け素線を含む。前記コア素線の撚り方向及び撚りピッチPcを、前記シース素線の撚り方向及び撚りピッチPsと同一とした。
(もっと読む)
タイヤ用ビードコア、その製造方法および製造装置並びにそれを用いたタイヤ
【課題】型崩れの発生を防止しつつ、事前加硫後におけるタイヤ生部材との間における接着力の低下を防止したタイヤ用ビードコア、その製造方法および製造装置並びにそれを用いたタイヤを提供する。
【解決手段】複数本の鋼線1が環状に巻回されてなるタイヤ用ビードコアである。複数本の鋼線1のうちビードコア断面において最外側に位置する鋼線1aの中心を結んだ線分により囲まれる領域をビードコア内部領域Cとしたとき、ビードコア内部領域Cにおける鋼線1の表面にインシュレーションゴム2が存在し、かつ、ビードコア内部領域Cより外側における鋼線1aの表面にインシュレーションゴムが存在しない。
(もっと読む)
トリート材におけるコードの耐引き抜け性評価方法
【課題】タイヤの製造段階において、トリート材における複撚りコードの耐引き抜け性を正確に評価する方法を提供する。
【解決手段】複数本のフィラメントを撚り合わせたストランドの複数本を、螺旋状に巻き回したスパイラルコードにて束ねてなる複撚りコードを、ゴム材中に埋設したトリート材において、前記スパイラルコードの前記ストランドとの接触部相互間に跨る非接触領域を橋かけ部とし、前記トリート材に対して前記複撚りコードの軸方向と直交する向きに150%の伸長を与えた際に、複撚りコードの単位長さ当たりの、ゴムが残存した橋かけ部数にて、前記複撚りコードの耐引き抜け性を評価する。
(もっと読む)
1 - 20 / 459
[ Back to top ]