
Fターム[3B154BC41]の内容
Fターム[3B154BC41]に分類される特許
41 - 60 / 65
複合弾性糸及びこの糸を用いた織編物

【課題】 本発明は、スリップインが少なく、また、ストレッチ性が損なわれない弾性繊維と非弾性繊維からなる複合弾性糸及びその複合弾性糸を用いた織編物を提供することを目的とする。
【解決手段】 本発明は、融点の異なる第1の弾性繊維と第2の弾性繊維とを引き揃えて芯糸とし、その芯糸の周りに非弾性糸を巻きつける、又は鞘糸として非弾性繊維を配して紡績した複合弾性糸であり、第1の弾性繊維が溶融する温度でかつ第2の弾性繊維が溶融しない温度で熱処理することにより、第1の弾性繊維がバインダーとして芯糸と巻きつけられた非弾性糸(カバリング用の糸)、撚り合わされた非弾性糸又は鞘糸が融着され、スリップインを防止する。
(もっと読む)
繊維布帛の製造方法
【課題】 従来から布帛に対して立体的な柄出しを行う方法として、ジャガ−ド織、エンボス加工およびオパ−ル加工などが知られているが、柄に汎用性がないとか高価であるとか使用薬剤が安全面や環境面において配慮されていない、といった問題があった。
【解決手段】 熱可塑性繊維を含む繊維布帛に安全、環境両面に配慮した発泡体と水溶性バインダ−を含む組成物を印捺後、熱処理による発泡を行い、次いで洗浄処理を行うことで、任意の立体柄や透かし柄を安価で提供できる。
(もっと読む)
フィルタエレメント、その製造方法及び使用方法

【課題】初期圧力損失が少なくエネルギーコストの削減や高風量を確保することができるフィルタエレメントであり且つ、高い除塵効率を保持しつつ、濾過寿命の長いフィルタエレメント、その製造方法及び使用方法を提供すること。
【解決手段】熱可塑性樹脂からなる繊維を含む不織布基材(11)がプリーツ加工されており、保形部材(12a)によってブリーツ形状が保持されてなるフィルタエレメント(10)であって、前記不織布基材(11)の厚さが60℃の加熱によって5%以上増大することを特徴とする。
(もっと読む)
排ガス処理体の保持シール材用打抜板及びそれを用いた保持シール材の製造方法
【課題】 所定厚みを有する無機質繊維マットから打ち抜き法を用いて保持シール材を切り出す場合に、打抜刃の耐久性を向上させることができる排ガス処理体の保持シール材用打抜板及びそれを用いた保持シール材の製造方法を提供する。
【解決手段】 基板12上に垂直方向に突出してなる板状の打抜刃13を備えてなり、シート状の無機質繊維マットから所定形状の保持シール材を厚さ方向に打ち抜く排ガス処理体の保持シール材用打抜板11において、前記打抜刃13は刃部が両側面から切り込まれる両刃である。
(もっと読む)
排ガス処理体の保持シール材用打抜板及びそれを用いた保持シール材の製造方法
【課題】 打ち抜き法を用いて所定厚みを有する無機質繊維マットから保持シール材を切り出す場合に、保持シール材を傷つけることなく容易に切り出すことができる排ガス処理体の保持シール材用打抜板及びそれを用いた保持シール材の製造方法を提供する。
【解決手段】 基板12上に垂直方向に突出してなる板状の打抜刃13を備えてなり、シート状の無機質繊維マットから所定形状の保持シール材を厚さ方向に打ち抜く排ガス処理体の保持シール材用打抜板11において、前記基板12上に押圧力により弾性変形可能な弾性体14が接着されている。
(もっと読む)
打抜板及びシール部材の製造方法
【課題】 無機質繊維マットの不要部分を取り除く作業について、その作業性を改善することができる打抜板及びシール部材の製造方法を提供する。
【解決手段】 打抜板11は、基板12と基板12に立設される板状の打抜刃13とを備え、無機質繊維マットから排ガス処理体用のシール部材を打ち抜き加工するものである。第1打抜刃14は、連続する環状をなして設けられ、無機質繊維マットの外周端よりも内側をシール部材の形成部分とするとともに、形成部分の外側を枠状の不要部分として、無機質繊維マットを打ち抜く。第2打抜刃15は、不要部分の枠内から枠外にわたって打ち抜くべく第1打抜刃14の外側の領域に設けられる。この第2打抜刃15には、刃先を不連続とする凹状部15aが形成されている。シール部材の製造方法は、無機質繊維マットの不要部分を、第2打抜刃15によって打ち抜かれた部分より引き裂いて取り除く方法である。
(もっと読む)
打抜板及びシール部材の製造方法
【課題】 無機質繊維マットの不要部分を取り除く作業について、その作業性を改善することができる打抜板及びシール部材の製造方法を提供する。
【解決手段】 打抜板11は、基板12とこの基板12に立設される板状の打抜刃13とを備え、無機質繊維マットから排ガス処理体用のシール部材を打ち抜き加工するものである。第1打抜刃14は、連続する環状をなして設けられる。この第1打抜刃14は、無機質繊維マットの外周端よりも内側をシール部材の形成部分とするとともに、シール部材の形成部分の外側を枠状の不要部分として、無機質繊維マットを打ち抜く。第2打抜刃15は、第1打抜刃14の外側の領域に設けられ、無機質繊維マットにおける枠状の不要部分を打ち抜く。シール部材は、この打抜板11を用いて無機質繊維マットを打ち抜き加工することにより製造される。
(もっと読む)
織布の加熱処理方法
【課題】縦糸方向の伸びが横糸方向の伸びより大きい織布において、加熱処理を施しても縦糸方向の伸縮性を確保した仕上げとする。
【解決手段】走行するテンター10の入口側に縦糸方向へ移動する織布Wbをテンター走行速度より早い速度となるオーバーフィードの状態で供給して、波うち状態で織布Wbの両耳端側をテンター10に保持させ、続けてテンター10で保持した状態の織布を加熱室11a内へ通過させる。織布Wbが縦糸方向に熱収縮性を有し、オーバーフィードの量を、織布Wbが加熱室11a内を通過する間に生じる熱収縮で波うち状態を無くして平坦となる値とする。
(もっと読む)
短繊維の製造方法
【課題】 切断長が1mm以下、特に、0.1mm未満の短繊維をミスカットすることなく、大量且つ簡易に作製することができる短繊維の製造方法を提供する。
【解決手段】 繊維軸方向に沿って平行に引き揃えられた長単繊維群からなる繊維束1を熱収縮チューブ2によって被覆後に加熱して熱収縮させ、収縮後の熱収縮チューブで被覆された繊維束1を型枠内で圧縮成形して前記単繊維群を更に高密度に密集させ、高密度に密集させた繊維束3を切断長が0.01mm以上、1mm未満の短繊維に切断することを特徴とする短繊維の製造方法。
(もっと読む)
熱溶着性繊維から成る織編物の加工方法
【課題】強度が高くて、任意の形状の商品展開を可能とし、また、高価な金型を使用しないため、安価で短時間に製造できる熱溶着性繊維から成る織編物の加工方法を提供する。
【解決手段】熱溶着性ポリエステルなどの熱溶着性繊維から成る織成または編成した織編物を加熱して溶融硬化せしめた後、所望の形状にカット加工する。
(もっと読む)
二次元のウェブ材料、および二次元のウェブ材料を製造する方法および装置、ならびにそれの使用
本発明は、層状材料から作られた二次元のウェブ材料に関し、かつ層状材料から作られた二次元のウェブ材料を製造するための方法および装置にも関し、該二次元のウェブ材料は、不織材料を含み、機械方向における伸張の間に0.2未満のピアソン比を有する。層状材料から作られた二次元のウェブ材料であって、該二次元のウェブ材料は、不織材料と第1の分離領域と第2の分離領域とを含み、それらが、反転した多辺形の形状のパターンを形成し、かつ、該二次元の層状材料が、機械方向への伸張の間に0.2未満のポアソン比を有するように互いに対して配列されている、二次元のウェブ材料。 (もっと読む)
花粉脱落性能の試験方法
【課題】本発明は、付着した花粉の脱落性能の試験方法を提供せんとするものである。
【解決手段】本発明の脱落性能の試験方法は、花粉または疑似花粉を付着させた繊維布帛を落下させた衝撃により花粉または疑似花粉を脱落させ、その脱落状態を単位面積当たりの個数または繊維布帛の色の変化で判定する花粉脱落性能の試験方法である。
(もっと読む)
極短繊維の製造方法及びその装置
特に、0.1mm以下の繊維長を有する極短繊維を得るに際して、ミスカットを極力抑制しながら安定に極短繊維を得る製造できる方法とそのための装置を提供することを目的とし、この目的を達成するために、多数の単繊維群を束ねた繊維束を形成し、冷却によって固化し加熱によって気化又は液化する埋包材を気体状又は液状にし、気体状又は液状になった埋包材によって前記繊維束を埋包処理し、前記埋包材が気化又は液化しない温度で埋包処理された前記繊維束の端面を薄片状に切削し、1mm以下の切断繊維長を有する短繊維を得る方法と装置である。 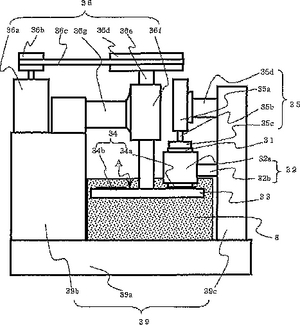 (もっと読む)
(もっと読む)
使い捨て可能な不織布の下着および吸収材パネル構造物
本発明は男性、女性および幼児用の柔らかい感触をもち、美的魅力があり、体にぴったりと合い、随時中程度の失禁症状をもった人々に対する保護用のパネルを含んで成る使い捨て可能な下着に関する。現在入手できる大部分の使い捨て可能な下着は不格好であり、ガサガサした音をたて、或いは不愉快な留め具を含んでいる。本発明の目的は、三次元のイメージをもつ不織布を提供することにより快適で耐久性をもった使い捨て可能な下着を提供することである。 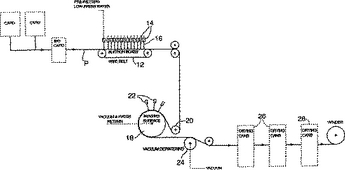 (もっと読む)
(もっと読む)
引裂き容易な熱可塑性樹脂繊維不織布からなる抗菌・防カビ・消臭性シート
【課題】本発明は抗菌・防カビ・消臭剤を含浸させた、熱可塑性樹脂フィルム又は/ 及び熱可塑性繊維からなる不織布のシート又は袋を、使用時に一枚づつ指で引きちぎって使用できるロール状物を開発しようとするものである。
【解決手段】長尺の熱可塑性繊維からなる不織布を含むシートの表面に、超音波ビームの照射により、指で引き裂き容易な溝を形成させた後、抗菌・防カビ・消臭剤を含浸させて巻き取ったロールである。使用時シートまたは袋を1枚づつ引き裂いて使用できる。
(もっと読む)
プリフォームの製造方法、この製造方法に用いられる繊維基材及びプリフォーム製造装置
【課題】目ずれやシワの発生を抑制するプリフォームの製造方法を提供する。
【解決手段】
繊維基材1を賦形型2にセットするステップと、賦形型2にセットされた繊維基材1の略中央に設定された中央部を押さえるステップと、繊維基材1の略中央から端部へ離隔する方向に向かって、繊維基材を連続的又は特定の箇所を順次押さえるステップと、を有する。
(もっと読む)
布地用エンボス形成装置
【課題】 普通の布地においても容易にエンボス形成ができるようにするとともに、エンボス形成部の周囲を押えてエンボスにシワがよらないようにしエンボスがきれいに形成できるようにしエンボス形成布地の品質向上を図る。
【解決手段】 間欠的に送られる熱可塑性の布地Wの送り方向に直交する幅方向に延び布地Wを支持する支持部30と、支持部30上の布地Wに対して進退動可能に設けられ進出時に布地Wを押圧して布地WにエンボスBを形成する複数の押圧ピン40とを備え、支持部30を、布地Wを支持するダイ31と、ダイ31に列設され押圧ピン40の先端部が没入する穴を有したダイボタン33とを備えて構成し、押圧ピン40を進退動可能に保持するホルダ41を設け、このホルダ41の端部に布地Wをダイ31の支持面に対して押える押え部60を設けた。
(もっと読む)
カーテンたたみ装置
【課題】 正しい折り目にそってカーテンを均一に折りたたむことの可能なカーテンたたみ装置を提供する。また、設定データの入力回数の低減を図る。
【解決手段】 カーテンを複数の折込み片で一面側と他面側とから挟み込んでカーテンのひだを折り込む折込みユニット20を備えたカーテンたたみ装置1において、カーテンの裾部に設けられた複数の裾クランプ機構41…および複数の折込みスタッド機構42…、これら複数の裾クランプ機構41…と複数の折込みスタッド機構42…とを開閉駆動する開閉手段とを備え、複数の折込みスタッド機構42…が複数の裾クランプ機構41…と交互に交差するようにカーテンの一面側から複数の裾クランプ機構41…の間にカーテン裾を引き込むとともに、前記開閉手段が閉じていくように構成されている。また、折込みスタッド機構42…の前後移動量によりカーテンのひだ間隔が算出されるようになっている。
(もっと読む)
無機繊維成形板とその製造方法
【課題】無機繊維成形板の強度を高くするための新たな工程を付け加えることなく、かつ建築内装材としての意匠性を持ちつつ、施工時のハンドリング性が良く、さらにたわみが小さいという特性を備えた無機繊維成形板を提供することを課題とする。
【解決手段】略平面状の無機繊維成形板の表面に、先端の全面あるいは周縁部に丸みのあるピンを押し付け、さらにこのピンを無機繊維成形板に押し込むことで、前記無機繊維製天井板の表面に凹みを設けることにより、建築内装材としての意匠性を持ち、かつたわみを小さくし、建築内装材として、有用な無機繊維成形板を構成したものである。
(もっと読む)
熱溶着性糸からなる織編物等の成形品
【課題】強度が高く、各種の商品展開を可能とする、熱溶着性糸からなる織編物等の成形品を提供する。
【解決手段】本発明の熱溶着性糸からなる織編物等の成形品は、熱溶着性ポリエステルなどの熱溶着性繊維糸を織成または編成した織物、編物または組紐を熱加工して成形される。この成形品は、再度、熱加工して再成形可能である。織物または編物は平面シートか立体織編物である。織物や編物を普通の織物や編物に部分的に重ねて、一体的に加熱成形することも可能である。
(もっと読む)
41 - 60 / 65
[ Back to top ]