
Fターム[3B154DA18]の内容
繊維材料の処理 (13,168) | 目的、効果、用途 (1,668) | 保存特性(安定性も含む) (296) | 形態安定性 (249)
Fターム[3B154DA18]に分類される特許
121 - 140 / 249
ロール仕上機

【課題】洗濯設備に用いられるロール仕上機械を改良し、被処理物である脱水済み洗濯物の乾燥所要時間を短縮して作業能率を向上させる。
【解決手段】加熱ロール1に巻き掛けられて周回するベルト2に対向せしめて減圧室10を設け、ブロワ11で排気する。これにより、加熱ロールとベルトとの間に挟みつけられている洗濯物5の付近に通風を生じる。さらに乾燥を促進するため、前記のベルトは通気性の大きいものとし、かつベルト2のテンション及び走行速度を調節して乾燥所要時間の極小値を求めて操業する。
(もっと読む)
包布展張方法及び包布展張機

【課題】 表裏2枚重ねの布片を有した包布(全包布)では、洗濯・乾燥後には表裏両布片が部分的に多数箇所でくっついていて、公知の布類展張機では表裏各布片をきれいに展張させることが困難であった。
【解決手段】 表裏2枚の布片を有し且つ一縁部に布団出し入れ用の開口部を設けた包布Sの一辺の両端角部を一対のチャック21で掴持した状態で所定高位置まで吊上げ、その包布Sのチャック掴持部分を左右に離間させることにより、包布Sを吊上げ状態で展張させるようにしたものにおいて、包布Sを開口部が下向きになる姿勢で吊上げて左右に展張させた状態で、該展張吊上げ包布Sにおける開口部から表裏両布片間に空気を吹き込んで、該表裏両布片を剥離させるようにすることにより、展張包布の表裏各布片をそれぞれきれいに展張させ得るようにしている。
(もっと読む)
布帛およびその製造方法
【課題】
ゴミ焼却炉、石炭ボイラー、金属溶解炉などの150℃〜250℃の高温で使用される濾布として、耐熱性とプリーツ加工性、およびプリーツ加工後の高温時での形態保持性を兼ね備えた布帛およびその製造方法を提供する
【解決手段】
ポリフェニレンサルファイド繊維からなる不織布に合成樹脂が前記不織布の全重量に対して5〜50重量%の範囲内で含浸され、プリーツ状に折り曲げ加工された耐熱性布帛であって、JIS L−1096で規定するガーレ法に基づく剛軟度が3000〜10000mgfの範囲内であり、前記不織布の目付X(g/m2)と前記布帛の剛軟度Y(mgf)との関係が下記式(1)および(2)を同時に満たし、前記プリーツ状に折り曲げ加工された布帛の山と山の間のピッチが3〜50mmの範囲であることを特徴とする布帛。
10≦Y/X≦ 20………(1)
200≦ X ≦500………(2)
(もっと読む)
プリーツ製品の製造方法
【課題】作業工程を簡略化するとともに、プリーツ加工により施されたプリーツを長期にわたって良好な状態に維持することでプリーツ製品としての価値を高めることが可能なプリーツ製品の製造方法を提供する。
【解決手段】セルロース系繊維を含む生地を、グリオキザール系樹脂、当該グリオキザール系樹脂の反応を促進させる反応触媒および絹タンパク質を含む加工液に浸漬する浸漬工程3と、生地から加工液を脱水、または蒸発させる乾燥工程4と、生地に乾熱状態でプリーツ加工するプリーツ加工工程5と、を含むプリーツ製品の製造方法である。
(もっと読む)
経編地及びその製造方法
【課題】本発明は、風合や、着用感を損なわず、また、耐久性に優れた、緊締力の異なる編地部、すなわち二重編地部と一重編地部とからなる経編地、さらには伸縮性の経編地を提供する。
【解決手段】緊締力の異なる編地部を有する経編地として、表地組織1と裏地組織2が連結糸4で接結されてなる二重編地部3と、連結糸4で接結されていない表地組織1と裏地組織2のいずれか一方が切除されることにより形成された一重編地部とからなるものとし、ニ重編地部3における表裏地組織の接結部の占める面積割合を5〜70%であるものとする。ニ重編地部3の緊締力が一重編地部の緊締力の150〜350%であるものが好ましい。
(もっと読む)
アイロンシュー
本発明は、本発明はアイロンシュー(10)に係る。該アイロンシューは、衣類接触表面(15)を有し、抗菌剤等である衣類ケア剤を収容する手段を備える。収容手段は、衣類ケア剤を収容する衣類接触表面によって少なくとも形成され、該衣類接触表面は、衣類片に対して衣類ケア剤を移すことができる。アイロン掛け中に行なわれる通り、衣類接触表面を衣類片に接触させることによって、薬剤は、衣類に対して移される。本発明は更に、アイロンシューを製造する方法に係る。  (もっと読む)
(もっと読む)
フッ素繊維製不織布およびその製造方法
【課題】本発明は、集じん性能と衝撃に対する耐久性とを有するフッ素繊維製不織布およびその製造方法を提供せんとするものである。
【解決手段】フッ素繊維を構成繊維とする不織布であって、下記式により定義される単繊維繊度の変動係数が10〜40%の範囲内で、かつ、60〜150%の範囲内の破断伸度を有するフッ素繊維を含むことを特徴とするフッ素繊維製不織布。
変動係数=(標準偏差/平均単繊維繊度平均値)×100
(もっと読む)
デカタイジング用の連続オートクレーブ装置
オートクレーブ(2)を含むデカタイジング用の連続オートクレーブ装置(1)であって、オートクレーブ(2)はその中心軸の周囲を回転可能である加熱シリンダー(3)を含む装置(1)。装置(1)はさらに、第1コンベアベルト(4)と第2コンベアベルト(5)を含み、第1コンベアベルト(4)と第2コンベアベルト(5)は、ローラーで支持されており、処理すべき布(6)を両者の間に挟持して、入口封止スロット(7)を通じてオートクレーブ(2)へ導入し、出口封止スロット(7’)を通じてオートクレーブ(2)から取り出すことが可能である。2つのコンベアベルト(4)及び(5)は、加熱シリンダー(3)を取り囲み、その円筒状側面に密着するように配置されている。さらに、装置(1)は、加熱手段(14)によって加熱され得且つオートクレーブ(2)と同軸的に配置された内部ジャケット(13)を含む。内部ジャケット(13)と加熱シリンダー(3)は、協働してオートクレーブ(2)の内部を140℃を越える温度にまで過熱するために、160℃〜200℃の範囲内の温度にまで加熱可能である。さらに、装置(1)は、オートクレーブ(2)にスチームを注入するための手段(12)を備えている。さらに、装置(1)は、オートクレーブ(2)に水を注入することができる注入手段(12、18、18’、19)を備えている。 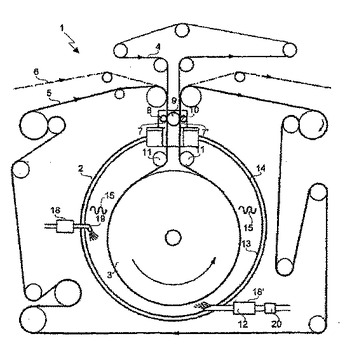 (もっと読む)
(もっと読む)
フッ素繊維製不織布およびその製造方法
【課題】本発明は、集じん性能と衝撃に対する耐久性とを有するフッ素繊維製不織布およびその製造方法を提供せんとするものである。
【解決手段】フッ素繊維を構成繊維とする不織布であって、下記式により定義される単繊維繊度の変動係数が10〜40%の範囲内で、かつ、1〜5個/2.54cmの範囲内のけん縮を有するフッ素繊維を含むことを特徴とするフッ素繊維製不織布。
変動係数=(標準偏差/平均単繊維繊度平均値)×100
(もっと読む)
伸縮性を備えた細幅織物
【課題】伸縮性を備えた細幅織物に関し、緯糸や経糸にウレタン糸を用いた細幅織物の切断辺のほつれの問題や経割れの問題を解決する。
【解決手段】緯糸と経糸の所定本数毎に熱融着ウレタン糸13、23を配置して製織し、得られた織物を加熱処理することにより、経緯の熱融着ウレタン糸13、23の表面相互がそれらの糸の交点3で融着している。熱融着ウレタン糸13、23は、融点の低いポリウレタンフィラメントの芯糸に粗くカバーリングした糸である。製織したあと加熱処理を施すことにより、経緯の低融点ポリウレタンフィラメント相互がそれらの交点で熱融着して、緯糸のほつれや経割れが防止できる。
(もっと読む)
面状発熱体用基材及びその製造方法
【課題】面状発熱体用基材として取り扱いにくく導電性加工に耐えないような、極めて薄くかつ織密度の小さいメッシュ織物のような布帛を安定に得る。
【解決手段】綿糸、麻糸、レーヨン糸又はこれらの混紡糸とポリアミド系繊維、ポリエステル系繊維、アクリル系繊維、ポリオレフィン系繊維、ビニロン系繊維又はこれらのうち少なくとも1種を含む紡績糸との混繊糸を用い、その両耳部に導電糸を織込んだメッシュ織物とし、織成後直ちにテンションを掛けながら熱処理して形態安定化することを特徴とする面状発熱体用基材の製造方法であり、第2中間ロール13と第3中間ロール14との間に平面ヒータ16とカバープレート17を設けて、その間でメッシュ織物2に熱処理を加えてメッシュのずれを防止するとともに織物自体の形態を安定させる。
(もっと読む)
ウエブの熱処理装置
【課題】下ノズルから吹き出された熱風を安定良く流すことができ、ウエブの安定走行を実現でき、また、ウエブの乾燥ムラを防止することができるウエブの熱処理装置を提供する。
【解決手段】ウエブWが前後方向に走行する熱処理室10と、ウエブWの走行路の下方に複数配列された下ノズル14と、前後方向に隣接する下ノズル14,14の間にそれぞれ配された熱風を吸い込むための複数の吸い込みボックス42を有する。
(もっと読む)
ロール仕上機、及びロール仕上げ方法
【課題】ロール仕上機を改良して、被処理物の歓送を促進し、処理容量を格段に増加っさせる。
【解決手段】加熱ロール11は耐熱ベルト12を巻き掛けられ、矢印L方向に回転している。上記加熱ロール11に対向離間させてバキュームボックス13を設ける。該バキュームボックスが加熱ロール11に対向している面は多孔板13aによって構成する。ブロワ15によって前記バキュームボックス13内を排気して減圧させると、大気が被処理物8に接触しつつ矢印γ方向に流動し、被処理物8の表面付近の蒸気分圧を減少させる、蒸気分圧の降下によって蒸発が促進され、被処理物8が速やかに乾燥する。
(もっと読む)
ロール仕上機、及びロール仕上方法
【課題】カレンダータイプのロール仕上機を改良して、被処理物の厚さが一定でなく段差が有る場合、圧迫ロール4が段差部を挟み込んだ際に回転が停止する虞れの無いようにする。
【解決手段】従来例のカレンダータイプのロール仕上機において1段目主ロール1に巻き掛けられている1段目ヒートベルト6は、仮想線で描かれているように、圧迫ロール4には巻回されていなかった。これに比して本発明においては該ヒートベルトを、実線で描いた1段目ヒートベルト12のように延長し、圧迫ロール4に巻き掛ける。これにより、圧迫ロール4は延長された1段目ヒートベルト12を介して1段目主ロール1により強制的に回転駆動される。このため、被処理物が円滑に送られ、後続の被処理物に詰まりを生じない。
(もっと読む)
抄紙用具のホツレを防止する方法
【課題】抄紙用具、特に抄紙用フェルトが抄紙機で使用中にプレス装置や走行制御装置(エアーガイダーなど)、フォイルやサクションボックスなどの吸引装置など、種々の装置との摩擦で、縁部のバット繊維や織布の糸がホツレてしまう問題による抄紙機の操業性を妨げる欠点を改善する。
【解決手段】本発明は、抄紙用具の幅方向縁部を熱封止してホツレを防止するための方法であって、前記幅方向縁部を熱封止装置の経路に沿って移動させる移動手段と、前記幅方向縁部に当接して該縁部を熱溶融して熱封止するための熱供給手段と、前記熱封止された縁部を冷却しつつ、前記幅方向縁部を整形するための整形手段とを備えた熱封止装置により、前記幅方向縁部のホツレを防止する特徴を有する。
(もっと読む)
プリーツマシン及びプリーツ布
【課題】一方の面を裏打ちシートで覆われた、形状安定性の良好なプリーツ布を製作することができるプリーツマシンを提供する。
【解決手段】加工布2の一方の面に補強紙5を重ね、加工布2と共に送り刃11で加圧ローラ6,7に向かって供給する。加圧ローラ6,7からプリーツ13を加熱プレス形成されて送り出される加工布2の他方の面に重なるように、接着剤付きの裏打ちシート14を供給し、これを接着ローラ10により、加工布2の他方の面に加熱接着するようにプリーツマシン1を構成する。
(もっと読む)
高度の空気循環を有する乗物用座席の製造方法及び座席
【課題】座り心地の改良された乗物用座席の製造方法及び座席を提供する。
【解決手段】熱可塑性フィラメントからなるテキスタイル布帛を、複数の突起を有する三次元繊維網状構造へと成形し、座席中のスペーサー層として用いる。三次元繊維網状構造におけるフィラメントは、交点で結合していない。スペーサー層は大きな空隙容量を有しており、スペーサー層中に空気が流れるので、座席は、体温及び発汗の除去に関して心地よいものとなる。
(もっと読む)
立毛布帛の縁部処理方法およびそれを用いた立毛布帛
【課題】 本発明は、立毛布帛の縁部のほつれ止め加工において、タッチ感がやわらかく、しかも確実にほつれ止めができ、意匠性にも富んだ、加工効率に優れたほつれ止め方法を提供することを目的としている。
【解決手段】 本発明者らは、このような課題を解決するために鋭意検討の結果、立毛布帛の縁部のパイル糸を高周波ウェルダー加工または超音波ウェルダー加工で柄状に繊維を残して溶融固化し、基布に接着させることにより、タッチ感がやわらかく、しかも確実にほつれ止めができ、意匠性にも富んだ、加工効率に優れたほつれ止め方法を得ることを見出し本発明に到達した。
(もっと読む)
プリーツ付布製品形成用布帛及びプリーツ付布製品の形成方法
【課題】本発明はプリーツ付布製品形成用布帛に関し、継ぎ目の目立たない綺麗なプリーツをかけるようにすることを目的とする。
【解決手段】織布は多重組織にて織製され、布製品の輪郭に沿った上下層の接結部を備え、布帛の輪郭に沿って切り出すことにより布製品を得ることができる。織布の縦糸はポリエステル糸等の熱可塑性繊維糸条であり、ワンピース様の布製品におけるスカート部分となる織布の長さ領域LBにおいては緯糸としてポリエステル糸が打ち込まれ、ワンピース様の布製品における上衣部分となる長さ領域LAにおいては緯糸として非熱可塑性繊維糸条としてのシルク糸が打ち込まれ、領域LBから領域LAへの移行領域LA'ではシルク糸の打ち込み割合が漸増され、最終的にシルク糸が全量打ち込まれる。グラデーション様プリーツによりプリーツ部分から非プリーツ部分へのシームレスな移行が得られる。
(もっと読む)
メッシュシート及びその製造方法
【課題】従来の樹脂加工法では困難であった高い交点強力を有するとともに1mm以下または5mm以上の目合い寸法で安定しているメッシュシートを得る。
【解決手段】メッシュシートであって、芯部の重合体と、芯部の重合体よりも低融点の鞘部の重合体との質量比が、芯部/鞘部=50/50〜90/10である芯鞘複合繊維にて形成され、空隙部分の一辺が1mm以下または5mm以上である。このメッシュシートは、芯部の重合体と、芯部の重合体よりも低融点の鞘部の重合体との質量比が、芯部/鞘部=50/50〜90/10である芯鞘複合繊維を、空隙部分の一辺を1mm以下または5mm以上として製編織し、その後、芯部の重合体の融点と鞘部の重合体の融点との間の温度で加熱処理することにより、製造される。加熱処理は、製編織工程に続く巻き取りの直前に設けられた熱ロールとの接触により行われる。
(もっと読む)
121 - 140 / 249
[ Back to top ]