
Fターム[3C001TC05]の内容
Fターム[3C001TC05]に分類される特許
1 - 20 / 97
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
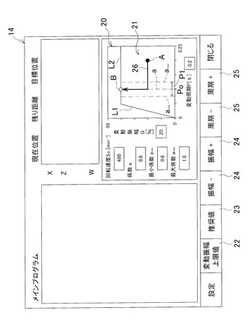
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
位置決め精度補正機能を備えたワイヤ放電加工機

【課題】機械の設置状態や、加工液重量あるいはワーク重量などの影響で悪化する位置決め精度を向上させる機能を備えたワイヤ放電加工機を提供する。
【解決手段】加工槽3内のテーブル13に2つの接触検出用治具20を取り付け、接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。次に、テーブル13上にワーク15をセットし、加工液16を加工槽3に実加工を行う状態と同じ液位まで溜め、同様に接触検出用治具20とワイヤ電極14の接触位置の座標を測定・記憶し、接触検出用治具20間の距離を求める。そして2つの距離の誤差から計算により補正量を求め、加工槽3内の加工液16の重量およびワーク15の重量による位置決め精度の変化を補正する。
(もっと読む)
加速度の調節機能を有する揺動体の揺動制御装置
【課題】揺動体の揺動に際して揺動体の加速度を調節することができる揺動体の揺動制御装置を提供する。
【解決手段】制御部22は、回転軸線X1回りに規定される揺動体13の揺動にあたって、少なくとも1つの角度位置で、駆動モータ15に作用する重力による負荷トルクQを取得する。制御部22は、負荷トルクQが駆動モータ15の加減速を妨げる方向に作用する場合であるか、又は加減速を助ける方向に作用する場合であるかを考慮して、設定最大加速度を算出する。算出された設定最大加速度以下の加速度が加速時又は減速時の揺動体13の加速度として設定される。こうして制御部22は、揺動体13の加速時及び減速時の少なくともいずれかにおいて、負荷トルクQに応じて揺動体13の加速度を調節することができる。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりもびびり振動の種類を精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】時間領域の振動加速度を高速フーリエ解析して周波数領域の振動加速度を求めた際に現れる複数のピーク値を対象としてびびり振動の判別を行う。したがって、周波数領域の振動加速度の最大値のみを用いて判別していた従来と比較すると、特に低回転速度での加工や刃数の少ない工具による加工において、発生したびびり振動の種類を正確に判別することができる上、工具とワークとの間での摩擦や加工による衝撃力に起因して生じる「固有振動型強制びびり振動」についても判別することができる。
(もっと読む)
工作機械の制御装置及び制御方法
【課題】びびり振動を効果的に低減することができ、しかも加振装置を必要とせず、実施化を容易に図り得る工作機械の制御装置などを提供する。
【解決手段】工作機械は、主軸に取り付けた切削工具により切削加工を行うものである。この工作機械の制御装置は、加工時に発生するびびり振動の周波数を検出する検出手段と、この検出手段で検出したびびり振動の周波数及び主軸回転数を基に工作機械の主軸が回転している状態の固有振動数を推定する推定手段17と、この推定手段で推定した固有振動数を用いて無次元安定限界切込みを算出し、この無次元安定限界切込みが最大となるように主軸回転数を変更する主軸回転数制御手段18とを備える。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具先端点の位置誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも計算量が少なく、回転軸指令値に依存しない回転軸の補正値を演算可能である方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、幾何学的な誤差による被加工物に対する工具の位置および姿勢の誤差を補正する、前記工作機械の補正値演算方法であって、前記幾何学的な誤差を表す幾何パラメータを用いて前記回転軸の補正値を演算する回転軸補正値演算ステップ(S3)と、前記各回転軸の指令値及び前記各並進軸の指令値と前記幾何パラメータを用いて前記並進軸の補正値を演算する並進軸補正値演算ステップ(S4)とが含まれる。
(もっと読む)
工作機械の補正値演算方法及びプログラム
【課題】工作機械において、幾何誤差による工具の位置若しくは位置および姿勢の誤差を補正すると共に工具の姿勢誤差を補正可能であり、しかも、補正指令による並進軸の微小動作が行われないようにすることで加工精度を向上することのできる回転軸の補正値を演算可能な方法等を提供する。
【解決手段】2軸以上の並進軸と1軸以上の回転軸を有する工作機械において、前記回転軸の指令位置と、前記並進軸の指令位置空間内の予め指定した1つの点である補正基準点の座標値と(ステップS2参照)、前記幾何学的な誤差を表す幾何パラメータと、を用いて前記並進軸の補正値を演算する。
(もっと読む)
振動判別方法、及び振動判別装置
【課題】従来よりも「再生型びびり振動」であるか「強制びびり振動」であるかを精度良く判別することができる振動判別方法、及び振動判別装置を提供する。
【解決手段】びびり振動の発生を検出すると、パラメータ演算装置において第1周波数範囲や第2周波数範囲を求めるとともに、回転速度検出分解能ΔSや周波数分解能Δfを考慮し、更に「回転周期型強制びびり振動」の周波数範囲と「再生型びびり振動」の周波数範囲との割合によって求めた判別妥当性Cをもとにして、発生したびびり振動が「再生型びびり振動」であるか、「回転周期型強制びびり振動」であるか、それとも「刃通過周期型強制びびり振動」であるかを判別するようにした。
(もっと読む)
工作機械のモニタ装置
【課題】簡易的な手段により安定限界線図を即座に表示し、安定な回転速度領域を迅速に知らせる。
【解決手段】立形マシニングセンタ1のモニタ装置10は、加工に伴う振動を検出する振動センサ7a〜7cと、検出された振動からびびり振動の発生を検出して当該びびり振動の周波数を算出するFFT演算部11と、びびり振動周波数と回転速度とに基づいて、最適回転速度を算出すると共に、回転速度が不安定となる予め設定した位相情報に基づいて不安定回転速度を算出して、最適回転速度と不安定回転速度との間の安定限界線図を、近似曲線を用いて作成して表示部16に表示する安定限界線図演算部12及びNC装置13と、を備えてなる。
(もっと読む)
回転速度表示装置
【課題】現在発生しているびびり振動が「再生型びびり振動」若しくは「強制びびり振動」の何れであるかを判断することができるとともに、発生しているびびり振動の種類に応じて回転速度に係る演算を行い、その演算結果を作業者に知らせることのできる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、それが「再生型びびり振動」であるか「強制びびり振動」であるかを判定し、びびり振動の種類に応じてびびり振動が生じやすい回転速度帯を算出するとともに、該びびり振動が生じやすい回転速度帯と生じにくい回転速度帯とを区別して表示するようにした。
(もっと読む)
2主軸対向NC旋盤及び防振加工方法
【課題】2主軸対向旋盤を用いたワークの防振加工において、ワークに必要以上の軸力が付与されるのを防止して、ワークのひずみに起因する加工誤差や軸受の発熱を抑制する。
【解決手段】加工負荷を逐次検出する負荷検出手段と、検出された加工負荷に基づいて加工中のワークに付与する軸力ないし軸方向変位を演算する演算手段と、演算された軸力ないし変位をワークに付与するように主軸送りモータを逐次駆動する主軸送り手段とを備える。加工に際しては、ワークの両端を対向する主軸で把持し、その時々の加工負荷に基づいて演算した軸力ないし変位がワークに作用するように主軸送りモータを制御する。
(もっと読む)
工作機械の回転軸制御方法及び装置
【課題】実際の加工状態から情報を得ることで精度の高い分析を行ってびびり振動の種類を判別し、発生したびびり振動に対して適切な対処を行ってびびり振動を低減する。
【解決手段】S1で主軸の初期回転速度及びその初期回転速度からの変更パターンをそれぞれ設定し、S2で初期回転速度で加工を行う。S3で加工中に発生する振動を検出して、S4で検出された振動が強制びびり振動か否かを判別し、振動が強制びびり振動であれば、S6〜S9で初期回転速度から変更パターンに基づいて回転速度を変更する。回転速度の変更後に依然として強制びびり振動が発生していれば、S10で強制びびり振動の振動量が最大となったときの振動周波数を算出し、S14で当該振動周波数に基づいて共振周波数を特定して、S15で特定された共振周波数を回避する回転速度を算出してS16で当該回転速度に変更する。
(もっと読む)
熱変位補正装置および熱変位補正方法
【課題】より高精度にワーク自身の熱変位補正を行うことができる熱変位補正装置および熱変位補正方法を提供する。
【解決手段】ワークWの温度を実際に変化させた時にワークWの基準点P1に対するワークWの所定点P2〜P7の熱変位方向θ2〜θ7を予め測定しておき、測定した熱変位方向θ2〜θ7をデータベース32に記憶しておく。データベース32に記憶されているワークWの所定点P2〜P7の熱変位方向θ2〜θ7、ワークWの温度Tw、および、ワークWの線膨張係数に基づいて、加工時におけるワークWの所定点P2〜P7の熱変位補正位置Ob2〜Ob7を算出する。そして、ワークWの所定点P2〜P7を工具5により加工する際に、熱変位補正位置Ob2〜Ob7に基づいてワークWの基準点P1に対する工具5の相対位置を補正する。
(もっと読む)
工作機械の振動抑制方法及び装置
【課題】複数モードによるびびり振動が発生する加工条件においても、安定余裕が大きいモードの切り換わり位置でびびり振動が生じない最適回転速度を簡単に求める。
【解決手段】S1で初期回転速度を設定してS2で加工を開始し、S3で振動加速度を検出して最大加速度及びそのびびり周波数を演算する。次に、S4でびびり振動発生を確認したら、S5でk値を算出して記憶する。次に、S9で、算出したk値と先に記憶されたk0値とを比較する。ここでk値の方が小さければ、S7で、算出したk値をk0値として更新し、S8で最適回転速度を算出して回転速度の変更を行う。一方、S9でk値がk0値以上であれば、S10で、現在の回転速度から低回転側と高回転側とのどちらに安定余裕が大きいか否かを判定し、S11でその判定結果に基づき、安定余裕が大きい方向に対してモードの切り換わり位置の探索を行い、最終的な最適回転速度を求める。
(もっと読む)
加工装置
【課題】設置環境によって装置剛性を高くすることができない場合であっても、びびり振動の発生を抑制し得て、加工を行うことができる加工装置を提供する。
【解決手段】被加工物に対して所定の加工を行う工具10cが取り付けられる加工装置本体10aと、加工装置本体10aに取り付けられて被加工物への加工方向に周波数可変に振動を発生する慣性加振機15と、加工装置本体10aに取り付けられて振動状態を検出する振動状態検出部16,17と、振動状態検出部16,17による振動状態検出結果に基づいて振動発生に起因する特性値の少なくとも一つを振動発生減衰方向に調整するためのTMD20と、を備えている。
(もっと読む)
安定限界線図作成方法及び装置
【課題】直接限界切込量を探ることなく、実加工結果と一致する安定限界線図を簡単に得る。
【解決手段】S1で初期回転速度を設定し、S2で加工をスタートして加工データを取得する。加工データの収集が終了したら、S5で、びびり周波数及び位相差を用いてモーダルパラメータである機械系の固有振動数及び減衰比を同定する。同定したモーダルパラメータを用いて位相差−限界切込量の関係式が得られるので、この関係式と、S2で得られた加工データを積分した振動振幅分布とから、S6で仮の安定限界線図を作成し、S7で、補償パラメータであるコンプライアンス比及び位相オフセット量を同定する。そして、S8で、補償パラメータに基づいてS6で作成した仮の安定限界線図を修正し、S9で、最終的に得られた安定限界線図を表示装置によってオペレータに提示する。
(もっと読む)
工作機械およびその制御方法
【課題】主軸の繰出し量を変更しても、主軸の回転速度が危険回転速度を超えないように制御可能な工作機械を提供する。
【解決手段】本実施形態による工作機械は、回転する主軸3を用いて工作対象物を加工する工作機械であって、主軸を支持する支持部4と、主軸を第1の軸を中心に回転させる第1の駆動部17と、主軸を支持部から第1の軸方向へ繰り出す第2の駆動部9と、支持部から繰り出される主軸の繰出し長に応じて該主軸の回転速度の上限値を変更する制御部101と、回転速度の上限値を前記繰出し長と関連付けて格納する記憶部102とを備えている。
(もっと読む)
主軸装置
【課題】中繰り主軸の熱変位量を、応答性良く、より正確に把握し、より高い加工精度を得ることができる主軸装置を提供する。
【解決手段】中繰り主軸16と主軸サポート17と制御装置32とを有し、主軸サポート17の後端部の軸方向(Z軸方向)の熱変位量を測定する熱変位センサ30を設け、制御装置32は、熱変位センサ30により測定された熱変位量δBを用いて、主軸先端16aの熱変位量δAを求め、その機械座標位置を補正する。
(もっと読む)
工作機械の振動抑制装置及び方法
【課題】加工完了までの所要時間を変更したり、過度の加工条件変更によるびびり振動の増加を招いたりすることなく、発生したびびり振動に対して適切に対処する。
【解決手段】S2で各パラメータに基づいて上限回転速度を設定して加工を開始し(S3)、びびり振動の発生を検出してびびり振動の種類を判別し(S4,S5)、検出されたびびり振動が強制びびり振動であれば、そのときの回転速度と振動量とを記憶して(S7)回転速度を上昇側へ変更する(S8)一方、回転速度を上昇側へ変更しても振動が拡大傾向にある場合(S10)、若しくは上昇側へ変更しようとする次の回転速度が上限回転速度を超える場合(S13)には、回転速度を上昇側へ変更することなく、記憶された回転速度から振動量が最小となる回転速度を選択する(S11)。
(もっと読む)
工作機械の振動抑制装置及び方法
【課題】加工効率を低下させることなくびびり振動の好適な抑制を行う。
【解決手段】振動抑制装置10の制御装置11は、NC装置12と、振動センサ7から検出される時間領域の振動加速度をもとにしたフーリエ解析を行う演算装置13と、演算装置13で演算された演算値やびびり振動の抑制履歴等を記憶する記憶装置14と、演算装置13にて演算された結果、もしくはその結果を基にした計算結果を表示する表示装置15と、NC装置12にオペレータが入力操作する操作装置16とを備え、びびり振動の発生が検出されると、演算装置13はびびり振動周波数の60倍の数値を工具刃数と前記回転軸の回転速度との積で除してk’値を算出し、算出されたk’値が1未満か否かを判別する。k’値が1未満であれば、回転速度を上昇側へ変更してびびり振動を抑制する。
(もっと読む)
1 - 20 / 97
[ Back to top ]