
Fターム[3C022HH15]の内容
Fターム[3C022HH15]に分類される特許
1 - 20 / 33
スパッタリングターゲットの製造方法およびスパッタリングターゲット
【課題】スパッタリング時に異常放電によりスプラッシュが発生することを抑制または低減することができるスパッタリングターゲットの製造方法、および該製造方法によって得られるスパッタリングターゲットを提供する。
【解決手段】正面フライス100を軸線Lまわりに回転させながら、軸線Lに直交する走査方向に走査させて切削加工を行うことで、スパッタリングターゲットのスパッタリング面51を仕上げ加工する。正面フライス100には、スローアウェイチップ(インサート)3として、第1チップ31と第2チップ32とが設けられる。第1チップ31は、円弧状の切り刃を有する。第2チップ32は、直線状の切り刃を有する。
(もっと読む)
カッタ及びカッタ装置

【課題】切削刃による切削にともなって発生する切削粉塵を、切削刃の近傍位置から効果的に吸引除去することができて、切削粉塵が飛散するおそれを抑制することができるカッタ及びカッタ装置を提供する。
【解決手段】カッタ27のボディ32を周壁32aと底壁32bとよりなる有底円筒状に形成する。ボディ32の底壁32bの端面には切削刃33,34を設ける。ボディ32の底壁32bには切削粉塵を吸引するための集塵孔を透設する。
(もっと読む)
インサート及びインサートを備えたカッタ
【課題】 使用寿命を向上させることができるインサート及びインサートを備えたカッタを提供する。
【解決手段】本発明に係るインサート3は、互いに対向する第1の主面7及び第2の主面8と、第1の主面7及び第2の主面8の間に形成された外周側面9と、を有し、外周側面9は、周方向Sで交互に形成された凸面10及び凹面11を有し、凸面10及び凹面11は少なくとも三箇所ずつ形成され、第1の主面7及び凹面11の間の稜線と凸面10及び凹面11の間の稜線とが交差する第1コーナ、第2の主面8及び凹面11の間の稜線と凸面10及び凹面11の間の稜線とが交差する第2コーナ、の全てに切刃CA,CBが形成されている。このインサート3によれば、一つの凸面10につきコーナ切刃CA,CBを四箇所形成することができるので、限られたカッタ径の中で多数の使用コーナを確保することができ、インサート3の使用寿命を大幅に向上させることができる。
(もっと読む)
フライス工具
【課題】円筒状の被切削物の端面の切削粉砕加工における、騒音および振動の発生を小さくし、また生産性を向上させ、さらに切削工具の寿命を大幅に向上させることができる工具を提供する。
【解決手段】フライス工具2が、切れ刃であるチップTが取付けられる工具本体4の端面4aに、複数個のチップTを放射状に並べて延びたチップ列A、Bを周方向に複数列備え、隣接する一対のチップ列A、BのチップTそれぞれが、回転中心軸線Xからの径方向距離を交互に異にした千鳥状に配設されている。
(もっと読む)
フライス工具
【課題】超耐熱合金などの難削材での荒加工において、高能率の切削を可能にするとともに、立壁面が形成される場合にも、刃先側面部の異常摩耗を抑制し、高寿命の切削加工を可能とする。
【解決手段】複数の円筒状丸駒チップが円周方向に同一間隔で配置されたフライス工具において、丸駒チップを、フライス工具の工具回転軸を中心に同一円周角度毎に配置された丸駒チップの組に分ける。そして、その少なくとも一組について、チップ取り付け角、工具回転軸の軸中心から工具の半径方向の距離及び工具回転軸方向の距離を、他の組に対し変位させることにより、被削材の底面の切削を行う丸駒チップの組と、被削材の立壁面の切削を行う丸駒チップの組とに分担を設ける。
(もっと読む)
切削インサートおよび切削工具ならびにそれを用いた被削材の切削方法
【課題】特に肩削り加工における切削抵抗が低減され、かつ切屑排出性の良好な切削インサートを提供する。
【解決手段】切削インサートは、上面2および下面3ならびに上面2と下面3とに接続されている側面4を有する本体部を備え、側面4に設けられ、一端が上面2に達している溝部5と、上面2と側面4との交差部に位置し、溝部5によって分割された複数の分割切刃61とを有し、上面2には、分割切刃61の内側に位置し、分割切刃61から離れるにつれて下面3に近づくように傾斜する第1すくい部と、第1すくい部よりも内側に位置し、分割切刃61から離れるにつれて下面3から離れるように傾斜する第2すくい部とを有する切削インサートであって、第2すくい部は、分割切刃61に対応して設けられている凹部を有する。
(もっと読む)
切削方法および切削装置
【課題】強制振動を抑制できる切削方法および切削装置を提供する。
【解決手段】ワークWを垂直にクランプするクランプ機構10と、クランプされたワークWを送り方向に水平移動させる移動テーブル20と、ワークWの一方の表面を切削する第1切削機構30と、ワークWの他方の表面を切削する第2切削機構40と、制御部50とを備え、制御部50が、第1切削機構30と第2切削機構40とを同期させてワークWを切削するものである。
(もっと読む)
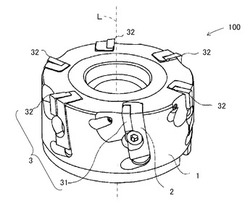
正面フライスおよびその使用
正面フライス(12)は、円周上に分布された多数の平面状の硬質材料刃インサート(20)を有して構成されている。硬質材料刃インサートは、ピッチ円上に来るように刃支持部(16)のポケット(18)の中に配置されており、フライスの処理面(26)に対して90°よりも小さい取り付け角(Kr)で取り付けられた主要刃先(24)を有している。良好な耐用年数において、高い切削効率を確保するために、10°〜30°、好ましくは15°〜25°の範囲の取り付け角(Kr)が選択され、同時に、主要刃先(24)は、軽度に凸状に構成されている。主要刃先(24)は、0.5〜1.5mmの範囲の値を有する移行半径(R30)を介して、サブ刃先(32)に移行している。軸方向すくい角(γa)は、20〜30°、好ましくは23〜27°の範囲である。有効な一変形例によれば、半径方向すくい角(γr)は、−6°〜−10°、好ましくは−7°〜−9°の範囲にある。 (もっと読む)
切削インサート
【課題】切削抵抗が低く、切屑排出性に優れた切削インサートを提供する。
【解決手段】第1側面2aと、前記第1側面と隣り合う第2側面2bと、前記第1側面と前記第2側面と交差する上面3および下面4とを有する本体部を備え、前期第1側面は、前記上面に達する溝部5と、前記上面との交線部に形成されるとともに、前記溝部によって分断された、分割切刃6aとを有し、前記第2側面は、前記上面との交線部に形成される非分割切刃6bを有し、前記上面は、前記溝部に対応して設けられる第1凸部と、前記分割切刃の仮想延長線と、前記非分割切刃の仮想延長線とのなす角の二等分線上を通る第2凸部とを有する。
(もっと読む)
窪み部分のある切削エッジを有する切削インサート
切削インサート(10)は、側面(14)と端面(12)とが交わる部位に形成された切削エッジ(54,56)を有する。側面(14)に形成された窪み(52)が切削エッジ窪み部分(54)の部位で切削エッジを途切れさせる。各切削エッジ窪み部分(54)は、切削インサートの端面を見たときに、湾曲した2つの側部の間に位置する湾曲した中央部を有する。中央部は第1の曲率半径を有し、それぞれの側部は第2の曲率半径(R2)を有し、第1の曲率半径が第2の曲率半径よりも大とされる。 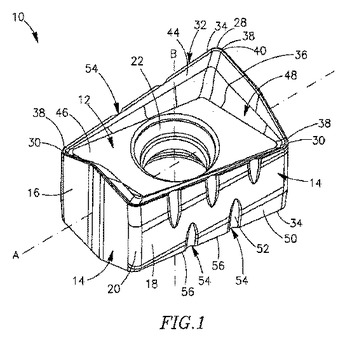 (もっと読む)
(もっと読む)
フライス削りのための装置
【課題】本発明は、フライス削りのための装置、及びこの装置を設定し、製造する方法を提供する。
【解決手段】一組の切れ刃又は座は、一組内で、第一の切れ刃(118,120)に交わる半径と、回転軸のまわりの回転方向(R)で第一の切れ刃に最も近く位置する別の切れ刃(118,120)に交わる半径との間の第一の角度(θ1,θ2)が、第一の切れ刃に交わる半径と、回転方向(R)と反対の方向で第一の切れ刃に最も近く位置する別の切れ刃に交わる半径との間の第二の角度(θ1,θ2)と異なり、第一及び第二の角度が回転軸と直交する径方向平面にあるように配置され、第一及び第二の角度内に、それぞれ、同一組の他の切れ刃が存在しない装置であって、一組内で、少なくとも一つの切れ刃の回転軸への径方向距離(d1, d2)が少なくとも一つの他の切れ刃の回転軸への径方向距離(d1, d2)と異なり、回転軸への径方向距離が径方向平面にある。
(もっと読む)
切削工具及びホルダ
【課題】最新のNC旋盤(数値制御旋盤)に使用するのに適する金属加工用の切削工具及びホルダを提供し、複数の従来工具を置き換えることのできる切削工具を提供し、安定したホルダを提供する。
【解決手段】切削工具10は、ホルダ11と、少なくとも二つのフライス削りインサート12A〜12Dとを備える。ホルダ11は、フライス削りインサート12A〜12Dを受容するために、複数のインサートポケット17を備える。フライス削りインサートは、ホルダの中心軸線(CL)に対する切削インサートの最外周部が概ね円(C)上に位置するように、ホルダ11に取り付けられる。円(C)は、切削工具10の直径を構成している。切削工具10は、フライス削りインサート以外に、他の加工をするために設けられた少なくとも一つの旋削インサート13〜16をさらに備え、旋削インサートは円(C)の半径方向内側に設けられる。
(もっと読む)
切削インサート及び切削工具、並びにそれを用いた被削材の切削方法
【課題】切削抵抗が小さく、耐欠損性に優れた切削インサート及び切削工具、並びにそれを用いた被削材の切削方法を提供する。
【解決手段】切削インサート1は、上面2と下面3との間に位置し且つ上面2まで延びる上凹部7aを有する側面4と、上面2と側面4との交線部に位置し且つ上凹部7aにより分断されてなる複数の分断上切刃51a〜51dと、を備える。複数の分断上切刃51a〜51dのそれぞれは、第1端部及び第2端部を有し、且つ第1端部から第2端部に向かって下面3に近づくように傾斜する。複数の分断上切刃51a〜51dは、互いに隣接する第1分断上切刃及び第2分断上切刃を有する。第2分断上切刃の第1端部は、側面視において、第1分断上切刃の延長線と、第2分断上切刃の第1端部を通り且つ切削インサート1の中心軸に平行な線との交点よりも上方に位置する。
(もっと読む)
切削インサートおよび切削工具並びにそれを用いた切削方法
【課題】切刃の欠損を抑制することができる切削工具および切削方法を提供する。
【解決手段】第1上面と第1下面とを接続する第1側面と、第1上面と第1側面との交差部に位置する第1切刃と、第1側面に位置し且つ第1切刃を分断するように第1上面に至る第1溝部と、を有する第1切削インサート2Aと、第2上面と、第2側面と、第2上面と第2側面との交差部に位置する第2切刃と、第2上面のうち第2切刃側の端部に位置する切刃強化部と、を有する第2切削インサート2Bと、第1切削インサート2Aと第2切削インサート2Bとを装着するホルダ3とを備える切削工具1であって、第1切削インサート2A及び第2切削インサート2Bは、第1切刃及び第2切刃がホルダ3の外周側に位置し、第1下面と第2上面とが対向し、そして、切刃強化部と、第1溝部との回転軌道が一部重なるように、ホルダ3に装着される。
(もっと読む)
円形状を有する両面型切削インサート及びこれを使用する切削工具
本発明の切削インサートは円形の上面と、前記上面と同一形状の下面と、前記上面と前記下面とを連結する円筒状側面と、前記上面と前記側面との間及び前記下面と前記側面との間に形成される切削刃とを備える。前記切削インサートの側面は前記側面の円周方向に前記上面及び下面に対して実質的に垂直な複数の回転防止面を有する。 (もっと読む)
フライスカッタ
【課題】切削深さの異なる2回の切削工程を、1回の切削工程で済ませるようにする。
【解決手段】フライスカッタ11は、フライスカッタ本体12と、第1の固定切刃13a、13bと、第2の固定切刃14a、14bとを備えて構成されている。フライスカッタ本体12の回転中心線Sからの第1の切刃13a、13bの径方向距離R1が、フライスカッタ本体12の回転中心線Sからの第2の切刃14a、14bの径方向距離R2より長くなるように設定するとともに、フライスカッタ本体12の加工側の面12dからの該第1の切刃13a、13bの突出長さH1が、フライスカッタ本体12の前記加工側の面12dからの前記第2の切刃14a、14bの突出長さH2より短くなるように設定している。
(もっと読む)
切削工具
【課題】インサートの8コーナーを使用可能とするとともに、工具正面方向から生じる切削背分力を低減させることが可能な切削工具を提供する。
【解決手段】インサート10が着脱自在に装着されてなる正面フライス2において、外側取付座20と内側取付座30とを周方向に複数交互に配置し、内側取付座30のインサート10の切削主切刃29aと外側取付座20のインサート切削主切刃39aを軸線Oを中心とした同一円錐面上に位置させ、外側取付座20のインサート10の切削副切刃29bを工具先端側に突出させる。
(もっと読む)
スローアウェイチップとそれを用いた回転切削工具
【課題】取付面の使用位置を交代させて切削に関与する切れ刃部を入れ替える基本形が円又は正多角形の平板状スローアウェイチップであり、切れ刃の形状を工夫して工具本体に設けるチップ座の位相をずらさない方法で切削抵抗の低減と防振効果の確保を可能にすることを課題としている。
【解決手段】側面3にチップ座の座側面で支える取付面7を複数形成し、さらに、切れ刃5に第1〜第n(n≧2)の切れ刃部5a−1〜5a−nを含ませ、取付面7のどれかを前記座側面で支持したときに切削に関与する切れ刃部と、隣り合う他の取付面7を前記座側面で支持したときに切削に関与する切れ刃部の形状を異ならせた。
(もっと読む)
深切込み高送り用切削工具
【課題】高送り加工の性能を損うことなく深切込み加工を実現することが可能な深切込み高送り用切削工具を提供する。
【解決手段】切込み方向で最も先端側に位置しコーナ角が55〜87°の範囲に設定された第1主切刃21を有する第1切刃チップ20と、第1主切刃21に対して切込み方向で一部が重複して後端側まで延びるとともに送り方向前方側に位置しかつコーナ角が0〜15°の範囲に設定された第2主切刃31を有する第2切刃チップ30とを工具本体10にそれぞれ装着するようにした。
(もっと読む)
切削工具及び仕上げ刃インサート
【課題】切刃で切削した加工面をさらうように切削する仕上げ刃によるバリの発生を抑制するとともに、仕上げ刃のチッピングを防止できる切削工具及び仕上げ刃インサートを提供する。
【解決手段】軸線O回りに回転される工具本体11の先端側外周に設けられた取付座14に、インサート30が着脱可能に装着された切削工具10であって、工具本体11には、インサート30の外周刃よりも工具本体11径方向内側に、かつ、正面刃よりも工具本体11先端側に位置する仕上げ刃44を備えた仕上げ刃インサート40が配置され、仕上げ刃44は、アキシャルレーキ角αが0°≦α≦30°の範囲内に設定され、仕上げ刃インサート40には、工具回転方向T前方側から見て仕上げ刃44と鈍角で交差するとともに工具本体11先端側から見ても仕上げ刃44と鈍角で交差する面取部が形成されていることを特徴とする。
(もっと読む)
1 - 20 / 33
[ Back to top ]