
Fターム[3C022JJ15]の内容
Fターム[3C022JJ15]の下位に属するFターム
Fターム[3C022JJ15]に分類される特許
1 - 20 / 22
微細複製工具を作製するための整列マルチダイヤモンド切削工具組立体及び該切削工具組立体を作製する方法

【課題】微細複製工具に溝を作製する際に用いる切削工具組立体及びその作製方法の提供。
【解決手段】切削工具組立体には、取付け構造体及び10マイクロメートル未満の許容誤差で取付け構造体内で整列している複数のダイヤモンドが備わっている。例えば、第1及び第2のダイヤモンドチップを備えている第1及び第2の工具シャンクは、第1のダイヤモンドチップの切削位置と第2のダイヤモンドチップの切削位置が一致するように、取付け構造体内に位置決めすることができる。しかしながら、第2のダイヤモンドチップは、第1のダイヤモンドチップよりも、さらに取付け構造体から離れた既定の距離に配置してもよく、また第2のダイヤモンドには、第1のダイヤモンドチップとは異なる形状を持たせてよい。
(もっと読む)
切削加工用刃物

【課題】 従来の加工刃物では、刃先に大きな負荷が加わったとき、台金の先端が開いてしまい、そこに切屑が詰まってしまうなどの問題が生じ、耐久的に健全な切削加工を行なうことができなかった。
【解決手段】 先端に多数の切刃チップa〜kを配設した円盤状の台金2a〜2kを設け、これら台金2a〜2kを多数枚重ねて切削刃物Aを構成すると共に、上記台金2a〜2kの全部若しくは隣り合う複数枚のものにおいて、その一側および他側に配置したものに、外側に向けて大きく開くテーパ状の受穴4a、4kをそれぞれ設け、その他のものに両受穴を連通する挿通穴4を設けると共に、上記の受穴4aに嵌合するテーパ頭6をもち、かつ内部にナット部を設けたナット体5と、同じく受穴4kに嵌合するテーパ頭10をもち、かつ伸長部にネジ部11を突設したネジ軸9とを設け、これらナット体5とネジ軸9によって構成した締結部材Bを、前記挿通穴4を通して螺合する。
(もっと読む)
組み合わせカッタ
【課題】一時加工をする第一カッタと一次加工部に二次加工をする第二カッタを一つに組み合わせたカッタを提供する。
【解決手段】回転軸100に対して軸方向に重ね組み合わせて装着される第一カッタ20と第二カッタ50を有し、前記第二カッタ50は、前記回転軸100に装着される第二ベース52と、前記第二ベース52から前記第一カッタ20を厚み方向に超えて突出する第二ブレード78を有し、前記第一カッタ20は、前記第二カッタ50に重ねられ、かつ、前記第二ブレード78と干渉しない空間を有する第一ベース22と、前記第一ベース22から径方向外方に突出する第一ブレード40を有する。
(もっと読む)
切削加工刃物
【課題】 従来の開先加工に用いられる刃物は、切削加工時に大きな衝撃と振動を生じ、このために切刃チップの欠けや磨耗が激しく刃物寿命が著しく短かった。また騒音なども大きく作業環境の面でも改善が求められていた。
【解決手段】 円盤状の台金2a〜2kと、この台金2a〜2kの外周部に取りつけた多数の切刃チップ3によって多刃刃物1a〜1kを構成し、これら多刃刃物1a〜1kを多数枚重ね合わせることによって、上記切刃チップ3の切刃稜3aが描く切削周面が、全体として所要の加工周面形状をなすようにする。前記切刃チップ3における切刃稜3aの端部に、この端部に接続し、かつ切削加工に関与しない領域に突出する補強部6を設ける。
(もっと読む)
H形鋼の切削加工刃物
【課題】 従来のH形鋼における開先およびルートフェイス加工、スカラップ加工に用いられる加工刃物は、切削加工時に大きな衝撃と振動を生じ、切刃チップの消耗が激しく、欠損を招くことが間々見られた。騒音なども大きく作業環境の面でも改善が求められていた。
【解決手段】 円盤状の台金12a〜12jの外周部に、多数の切刃チップa〜jを取りつけた多刃刃物13a〜13jを多数枚重ね合わせて截頭円錐形状の第1の加工刃物Aを構成する。円盤状台金22の外周部に、多数の切刃チップkを取りつけた多刃刃物21を設け、円筒形状の第2の加工刃物Bを構成する。円盤状の台金32m〜32tの外周部に、多数の切刃チップm〜tを取りつけた多刃刃物31m〜31tを多数枚重ね合わせ、きのこの笠形状の第3の加工刃物Cを構成する。そして、これら第1〜第3の加工刃物によってH形鋼におけるフランジとウェブの切削加工を行なう。
(もっと読む)
H形鋼の切削加工刃物
【課題】 従来のH形鋼における開先加工およびスカラップ加工に用いられる加工刃物は、切削加工時に大きな衝撃と振動を生じ、このために切刃チップの消耗が激しく、また欠損を招くことが間々見られた。さらに騒音なども大きく作業環境の面でも改善が求められていた。
【解決手段】 薄い円盤状台金12a〜12jの外周部に、小さい配列ピッチで多数の切刃チップa〜jを取りつけた多刃刃物12a〜12jを多数枚重ね合わせ、これによって截頭円錐形状の切削周面をもつ第2の加工刃物Aを構成する。また薄い円盤状台金22k〜22rの外周部に、小さい配列ピッチで多数の切刃チップk〜rを取りつけた多刃刃物21k〜21rを多数枚重ね合わせ、これによってきのこの笠形状の切削周面をもつ第3の加工刃物Bを構成する。そして、これら第2の加工刃物Aと第3の加工刃物Bを同じ回転軸30に取りつけてH形鋼におけるフランジとウェブに切削加工を行なう。
(もっと読む)
H形鋼の切削加工刃物
【課題】 従来のH形鋼における開先およびルートフェイス加工に用いられる加工刃物は、切削加工時に大きな衝撃と振動を生じ、切刃チップの消耗が激しく、欠損を招くことが間々見られた。騒音なども大きく作業環境の面でも改善が求められていた。
【解決手段】 円盤状の台金12a〜12hの外周部に、多数の切刃チップa〜hを取りつけた多刃刃物11a〜11hを多数枚重ね合わせて截頭円錐形状の第1の加工刃物Aを構成する。円盤状台金22j、22kの外周部に、多数の切刃チップj、kを取りつけた多刃刃物21j、21kを設け、円筒形状の第2の加工刃物Bを構成する。そして、これら第1〜第2の加工刃物によってH形鋼におけるフランジに開先およびルートフェイス加工を行なう。
(もっと読む)
H形鋼の切削加工刃物
【課題】 従来のH形鋼における追込みおよびルートフェイス加工、スカラップ加工に用いられる加工刃物は、切削加工時に大きな衝撃と振動を生じ、このために切刃チップの消耗が激しく、また欠損を招くことが間々見られた。さらに騒音なども大きく作業環境の面でも改善が求められていた。
【解決手段】 薄い円盤状台金12の外周部に、小さい配列ピッチで多数の切刃チップ13を取りつけた多刃刃物11を多数枚重ね合わせ、これによって円筒形状の切削周面をもつ第1の加工刃物Aを構成する。また薄い円盤状台金22a〜22gの外周部に、小さい配列ピッチで多数の切刃チップa〜gを取りつけた多刃刃物21a〜21gを多数枚重ね合わせ、これによってきのこの笠形状の切削周面をもつ第2の加工刃物Bを構成する。そして、これら第1の加工刃物Aと第2の加工刃物Bを同じ回転軸30に取りつけてH形鋼におけるフランジとウェブに対する切削加工を行なう。
(もっと読む)
H形鋼の切削加工刃物
【課題】 従来のH形鋼における開先加工およびルートフェイス加工に用いられる加工刃物は、切削加工時に大きな衝撃と振動を生じ、このために切刃チップの激しい消耗と欠損を招いていた。さらに騒音なども大きく作業環境の面でも改善が求められていた。
【解決手段】 薄い円盤状台金12の外周部に、小さい配列ピッチで多数の切刃チップ13を取りつけた多刃刃物11を多数枚重ね合わせ、これによって円筒形状の切削周面をもつ第1の加工刃物Aを構成する。また薄い円盤状台金22の外周部に、小さい配列ピッチで多数の切刃チップa〜jを取りつけた多刃刃物21を多数枚重ね合わせ、これによって截頭円錐形状の切削周面をもつ第2の加工刃物Bを構成する。そして、これら第1の加工刃物Aと第2の加工刃物Bを同じ回転軸30に取りつけてH形鋼の切削加工を行なう。
(もっと読む)
サイドカッター
【課題】簡易な構造でもってびびり振動の発生を抑制して、安定した切削加工を行うことができるサイドカッターを提供すること。
【解決手段】円板状をなす工具本体200の一方側側面200aと他方側側面200bとの該各側面の外周部それぞれに複数の切れ刃が配置されたサイドカッターにおいて、一方側側面200aの切れ刃201a〜208aの刃数と他方側側面200bの切れ刃201b〜206bの刃数とが異なるものである。
(もっと読む)
調整可能な冷却機構を有する回転切削工具
調整可能な冷却機構を有するフライス(10)は、本体中央穴を有する工具本体を有する。少なくとも1本の刃溝が本体外周面に形成されている。それぞれの刃溝は、第1の列のインサートポケットと、この第1の列から軸線方向後方にずれた第2の列のインサートポケットとを少なくとも具える。冷却機構は中央ピン(54)を含み、この中央ピンはその長手方向に沿って相互に軸線方向に空間をあけた少なくとも2本の溝を有する。再配置可能なシール(94)は溝の一方に装着させられる。再配置可能なシールを第1の溝に装着した場合、本体中央穴(32)は第1番目の列のインサートと関連付けた冷却穴と流体連通状態にある。再配置可能なシール(94)を第2の溝に装着した場合、本体中央穴(32)は第2番目の列のインサートと関連付けた冷却穴と流体連通状態にある。  (もっと読む)
(もっと読む)
加工工具
本発明は、工作物、特に木材または木材状の材料、金属、プラスチックおよび/または複合材を切削加工するための加工工具(14)に関する。加工工具は回転軸線(1)のまわりに回転駆動するために設けられ、周方向に配置される少なくとも1列(17,18,19)の個々の刃(2,2”)を含み、該刃は少なくとも部分的にオーバーラップしている刃先(3,3”)を備えている。刃先(3,3”)は、楔角(β)を有し、且つ前記回転軸線(1)に対し軸角(λ)で位置している。前記軸角(λ)は55゜を含む値から90゜以下の範囲内にある。前記楔角は55゜以上である。 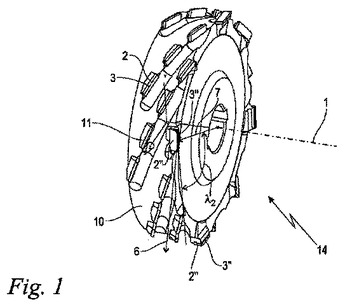 (もっと読む)
(もっと読む)
面取りカッタ
本発明は、作業中に発生するチップの処理能力を向上させて切削負荷を減少させた面取りカッタを提供する。上記目的を達成するために、本発明は、物体の端部を回転切削するように、回転軸に接続される面取りカッタを提供する。本発明に係る面取りカッタは、面取機の回転軸に連結されて回転しながら、物体の隅部などを整える面取りカッタにおいて、中心に締結用ボルトが貫通して前記回転軸の端部と連結される貫通孔(10)が形成され、前記貫通孔(10)を中心に放射状に位置する複数の切刃(20)が一体に形成された歯車状であり、前記切刃(20)は全体的に中心に向かって突出した形状であって、回転方向の端部に形成された刃部(32,42)と凹弧面をなしている弧面部(34,44)を含んでなり、前記切刃(20)は前記弧面部(34)の表面が滑らかな仕上げ刃(30)と前記弧面部(44)の表面が荒い荒削刃(40)とが交互に位置することを特徴とする。本発明によれば、作業中に発生するチップの処理能力を向上させることによって、切削負荷を減少させるため、面取り作業が容易であり、作業速度が向上し、面取りカッタの寿命が延びるという効果を奏する。 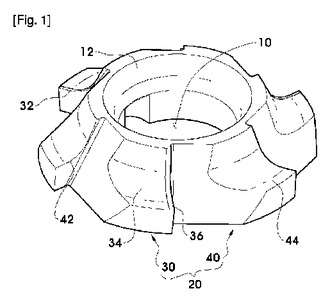 (もっと読む)
(もっと読む)
スロットカッター用のカートリッジの調整工具
本発明はスロットカッターのカートリッジの軸方向位置を調整するカートリッジ調整工具を提供する。調整機構は本体回転軸を有し、そして本体前表面と本体後表面との間に延在する本体周表面を備えている。本体にはねじ付貫通孔が設けられ、そのそれぞれは中にねじ付ボルトのねじ部分を受け入れる。調整機構が互いのアーバーにカートリッジを有するスロットカッターと共に取り付けられたとき、ねじ付ボルトの各々が関連するカートリッジの力係合領域に対向する。ねじ付ボルトの頭部を回動することによって、カートリッジの各々が軸方向に変位されて、カートリッジの各々の軸方向位置が個別に設定される。 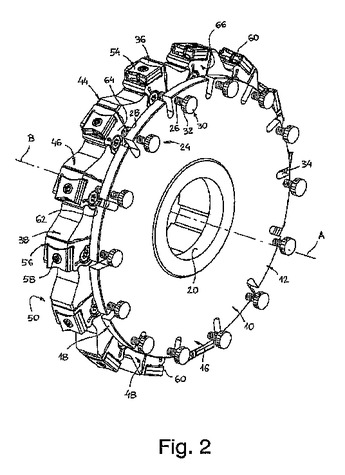 (もっと読む)
(もっと読む)
切削工具
【課題】切削時に各インサートに作用する切削力を低下させることにより、切削力や長期間にわたる使用による工具本体の摩耗や変形を抑制し、工具本体を長期間にわたって精度高く維持し、工具本体の寿命が延長可能な切削工具を提供すること。
【解決手段】軸線O回りに回転される工具本体2の両側面外周側に形成された第1の凹部に第1の取付座が設けられ、前記第1の取付座に第1のインサート40が装着される切削工具1であって、前記第1の凹部の、前記第1のインサート40の工具回転方向Tの後方側には、前記第1のインサート40の前記回転方向後方側を支持する第1の支持プレート5が着脱自在に取付けられ、前記第1の支持プレート5は、前記工具本体2の側面視に、基部とこの基部がなす正方形の一辺よりも幅狭で該一辺から工具本体外周側に延びる延出部とが一体に形成されたL字形状とされていることを特徴とする。
(もっと読む)
溝加工装置および溝加工方法
【課題】研磨布に溝を形成したときの切粉が集塵ボックス外に漏出して研磨布に付着したり、溝加工装置の周囲に飛散したりするのを抑制する溝加工装置および溝加工方法を提供する。
【解決手段】研磨布に溝を形成する溝加工装置であって、集塵ボックス7の下面部は、研磨布に溝を形成する際にこの研磨布を押える、または研磨布の表面に対向させる押え面20を備え、この押え面20に、加工工具5が設けられたピッチ間隔と略同等の間隔をあけて複数の貫通孔が形成され、複数の加工工具はそれぞれ、これらの貫通孔を通して各別に押え面20から定盤の面に向けて刃部が突出するように設けられている。
(もっと読む)
サイドカッタ
【課題】切削バランスに優れるとともに、切屑の排出性能に優れたサイドカッタを提供することを目的とする。
【解決手段】本サイドカッタは、略円盤状をなし、その軸線まわりに回転させられる工具本体の外周面から突出する、複数の外周刃を備えてなる。前記外周刃を、該サイドカッタを幅方向で2等分する平面に対して対称的に形成し、好ましくは、前記外周刃を工具回転方向に向かって凸の山形形状、凹の谷形形状、凸曲線状又は凹曲線状のいずれかに形成する。
(もっと読む)
ピンミラーカッタ及び刃先交換チップ
【課題】加工コストに占める工具費の低減やチップ交換の手間の削減を図るために、ピンミラーカッタにおける刃先交換チップの切れ刃の各部の寿命バランスを高める。
【解決手段】同一仕様の第1の刃先交換チップ1と第2の刃先交換チップ2をカッタ本体11に装着し、第1の刃先交換チップ1でクランクシャフトのピン部の外周とピンR部を、第2の刃先交換チップ2でクランクシャフトのショルダーR部をそれぞれ加工するようにしたピンミラーカッタに、上下面が方形をなす第3の刃先交換チップ3を付加し、この第3の刃先交換チップ3の各コーナ部に設けた不完全R切れ刃3eと第1の刃先交換チップ1の第1の切れ刃1cの2者によってクランクシャフトのピンR部の加工がなされるようにした。
(もっと読む)
チップソー
【課題】 切削時間を増加させることなく、また鋼材等のワークの切削面にバリが発生することを有効に防止しつつ、しかもチップの欠損等の発生を抑制してその寿命を長くする。
【解決手段】 略円板状台金2の外周に一定間隔をあけて三種類のチップ3A・3B・3Cがロウ付けされたチップソー1であって、チップの逃げ面4の幅方向中央位置に溝5Aが形成されたチップ3Aが一つ置きに取り付けられ、それぞれのチップ3A間には、逃げ面の幅方向中央より左右いずれか一側に寄った位置に溝5Bが形成されたチップ3Bと同他側寄り位置に溝5Cが形成されたチップ3Cとが交互に取り付けられており、ワークの切削時には切粉が常にニ分割される共に、チップ5A・5B・5Cのすくい面にかかる負荷が中央、左および右と分散されるようになされている。
(もっと読む)
ピンミラーカッター
【課題】 ピンミラーカッターにおいて切屑の噛み込みや切屑詰まり、あるいはチップポケットのえぐれ等を防ぐ。
【解決手段】 カッター本体10の内周面11と側面12Aとに形成された第1、第2のインサート取付座13,14に、四角形平板状のインサート本体20を有してその厚さ方向に沿う側面22がすくい面とされ、このすくい面の辺稜部に切刃が形成された切削インサートを、第1のインサート取付座13にあっては、厚さ方向をカッター本体10の径方向に向けて取り付ける一方、第2のインサート取付座14にあっては、厚さ方向をカッター本体10の軸線O方向に向けて、切刃25Aのアキシャルレーキ角が−8°までの負角となるように、かつラジアルレーキ角RWが−15°までの負角となるように取り付ける。
(もっと読む)
1 - 20 / 22
[ Back to top ]