
Fターム[3C022KK00]の内容
フライス加工 (3,690) | 柄付形フライス (1,305)
Fターム[3C022KK00]の下位に属するFターム
全体形状 (372)
外周刃がテーパを持つもの (24)
刃の数 (83)
スローアウェイチップを利用したもの (157)
切刃取付手段 (82)
切刃角度 (76)
切刃形状 (500)
Fターム[3C022KK00]に分類される特許
1 - 11 / 11
スクリューロータの製造方法及び製造装置
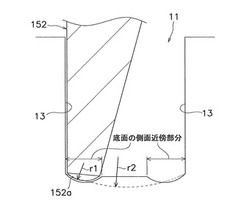
【課題】工具と被加工物とを相対移動させつつ工具で被加工物を加工することによって、スクリューロータを製造するスクリューロータの製造において、スクリューロータの品質向上及び加工時間の短縮を図る。
【解決手段】スクリューロータ2の製造方法は、荒加工ステップS1と仕上げ加工ステップS2、S3とを有している。荒加工ステップS1は、被加工物の外径に螺旋溝11を荒加工する工程である。仕上げ加工ステップS2、S3は、荒加工ステップS1の後に、螺旋溝11の側面13及び底面14を仕上げ加工する工程である。仕上げ加工ステップS2、S3では、先端に凸状に湾曲するR刃152aを有する側面仕上げ工具152を使用して、側面13を底面14の側面近傍部分とともに仕上げ加工し、底面仕上げ工具153を使用して、底面14の中央部分を仕上げ加工する。
(もっと読む)
工作機械バイトの設計

ドリル加工、ミル(切削)加工、リーマ加工、またはタップ加工するための工具のような、工作機械バイトは、ワーク部(71)とこのワーク部から延在するシャンク(73)とを具備する。このシャンク(73)には、減少した機械的トルク強度の1個、またはそれ以上の領域が設けられる。このような領域を、例えば、減少した直径(74)、軸状または縦方向のスロット(84,114)、減少した横断面のエリア(97)、ボア(94)、環状のノッチまたは溝(63,65)、またはスロットで形成できる。シャンクを以下のような特徴を有するように構成することが好ましい。即ち、上記工作機械バイトの横方向安定性が、機械的トルク強度における等価な減少を上記シャンクの直径における単なる減少によって達成されるような工作機械バイトより大きくなるように、上記シャンクを構成する。技術的には、変形したシャンクの慣性の極モーメント(ねじり力に対する抵抗)が、上記シャンクの直径における単なる減少を有するシャンクの慣性の極モーメントより大きいものである。更に、上記ノッチ、リセス、グルーブ、ボスまたは同等物を、材料(75)で充填することも可能で、これによって、追加の横方向の安定性を、減少した機械的トルク強度の1個、またはそれ以上の領域に与えることもできる。 (もっと読む)
回転切削工具
【課題】従来の単結晶ダイヤモンドや金属結合材を含むダイヤモンド焼結体を用いた回転切削工具よりも耐摩耗性及び耐折損性の優れた回転切削工具を提供すること。
【解決手段】超高圧高温下で非ダイヤモンド型炭素から焼結助剤や触媒の添加なしに変換焼結されて得られたダイヤモンド多結晶体であって、該ダイヤモンド多結晶体を構成するダイヤモンド焼結粒子の平均粒径が50nmより大きく2500nm未満であり、純度が99%以上であり、かつ、ダイヤモンドのD90粒径が(平均粒径+平均粒径×0.9)以下である多結晶ダイヤモンドからなることを特徴とする回転切削工具。
(もっと読む)
被覆された超硬合金エンドミル
【課題】HRCが46を超える硬化鋼の半仕上げと仕上げを行なうために基板と耐摩耗性被膜を備える超硬合金エンドミル工具を提供する。
【解決手段】基板aは、90〜94重量%のWCを、CrをCr/Coの重量比が0.05〜0.18となる量で含む結合相の中に含有している。耐摩耗性被膜bは厚さが1.8〜9.5μmであり、AlMe(ただしMeはZr、V、Nb、CrまたはTi)の窒化物または炭窒化物の厚さ1.0〜4.5μmの第1の層cと、PVDによって堆積させた硬質で耐摩耗性で耐熱性のあるAlMeの窒化物または炭窒化物の厚さ0.5〜4.5μmの第2の層dと、第1の層cと第2の層dの間にあって、AlMeの窒化物または炭窒化物からなり厚さ0.05〜1.0μmの低Al層eとを備えていて、この低Al層eの厚さは、第1の層cと第2の層dのうちの薄いほうの厚さの0.95倍未満になっている。
(もっと読む)
工作機械及び加工方法
【課題】微細加工用工具を用いて、精度よくかつ実用的に微細精密加工を行なうことのできる工作機械及び加工方法の提供を目的とする。
【解決手段】工具6を工作機械1の主軸5に取り付ける工具取付け工程(S4)と、主軸5を実加工と同じ条件で回転させる主軸回転工程(S5)と、主軸5の位置を安定化させる安定化工程(ステップS6)と、工具6を被加工体7の近辺まで接近させて、工具6と被加工体7との間の放電現象を検知する放電検知工程(S7)と、放電された位置データより被加工体7の加工原点を算出する原点算出工程(S8)と、算出された被加工体7の加工原点に基づいて加工位置へ主軸6を移動させ加工を開始する加工工程(S9)と、加工条件が変化しているときは、主軸回転工程(S5)から加工工程(S9)までの工程を再度実行する方法としてある。
(もっと読む)
高送り切削用表面被覆超硬合金製エンドミル
【課題】高送り切削に使用しても、切刃の欠損をより確実に抑制することが可能な高送り切削用表面被覆超硬合金製エンドミルを提供する。
【解決手段】Coを主な結合相とする炭化タングステン基超硬合金よりなる切刃部を有し、この切刃部の表面に硬質皮膜が被覆された表面被覆超硬合金製エンドミルであって、この炭化タングステン基超硬合金における抗磁力Hc(kA/m)を16.0≦Hc≦34.0の範囲とし、かつ熱伝導度λ(W/m・K)を120−2Hc≦λ≦120の範囲とする。
(もっと読む)
外形加工方法
【課題】製品基板の製品としての信頼性を低下させることなく、加工能率を向上させることができる、外形加工方法を提供する。
【解決手段】製品基板2の仕上げ面Sに交差するスルーホール(空洞部)1が存在する場合は、仕上げ面Sとスルーホール1とが交差する2個の交差部の内、右回転のドリル7がスルーホール1から製品基板2に切り込む側になる交差部Dに干渉する逃げ穴8を加工する。その後、左回転のルータビット5の移動方向Cを、逃げ穴8側からスルーホール1に進入する方向として、仕上げ面Sを加工する。
(もっと読む)
眼鏡レンズ加工装置
【課題】 作業者の熟練度に拘わらず容易に良好な穴あけ加工を行うことができる眼鏡レンズ加工装置を提供する。
【解決手段】 眼鏡レンズの周縁を加工する眼鏡レンズ加工装置において、被加工レンズを保持するレンズ回転軸と、被加工レンズに穴をあけるための穴あけ工具を回転する穴あけ工具回転軸と、前記レンズ回転軸に対する前記穴あけ工具回転軸の傾斜角を変更する傾斜角変更手段と、を備え、被加工レンズのフライス加工も行える。
(もっと読む)
被覆小径部材及び被覆小径部材の製造方法
【課題】硬質皮膜被覆プロセスで発生するプラズマによるエッジ部での硬質皮膜の欠陥やダメージを回避し、皮膜の密着性を維持し、被覆小径部材の耐摩耗性を改善することである。
【解決手段】被覆小径部材本体は、大径円筒部と小径円筒部とからなり、該小径円筒部は円筒状で、且つ、概略円筒面で形成され、該小径円筒部に硬質皮膜が被覆され、該硬質皮膜部に刃部を設けたことを特徴とする被覆小径部材である。硬質皮膜被覆プロセスで発生するプラズマによるエッジ部での硬質皮膜の欠陥やダメージを回避し、皮膜の密着性を維持できる。そして被覆小径部材の先端部が硬質皮膜から構成され、皮膜の厚さ内で刃部が形成された被覆小径部材を提供することができる。
(もっと読む)
耐熱合金切削用エンドミル
【課題】インコネル等の耐熱合金の難削材に対して、皮膜の耐酸化性を向上させることによって優れた切削性能を有し、工具の長寿命化を果し得るエンドミルを提供する。
【解決手段】WC基超硬合金を用いて、複数の底刃、コーナ刃を介して外周部に設けられた複数の外周刃とを有する被覆エンドミルにおいて、該超硬合金の結合相は5〜15重量%のCoと、硬質相であるWC相は、粒度0.1〜1.0μmの微粒子が80面積%以上であり、該外周刃のすくい角は0°〜20°、該被覆は、Alと周期律表の4a、5a、6a族及びSiの1種以上と、窒素、酸素とを含み、且つ、電気伝導度が略0であることを特徴とする耐熱合金切削用エンドミルである。
(もっと読む)
加工方法及び加工治具
【課題】 工具の一部を加工する場合の生産性を高め、加工修正された工具の品質のばらつきを減少させる。
【解決手段】 加工装置の加工工具Taによる工具Wの一部の加工方法を、
工具を保持する保持部11b,14,20と、この保持部に保持された工具の中心軸線に対して所定角度をなす角度基準面12a,13aが設けられた加工治具10に、工具をその先端Wb1が加工治具から所定長さだけ突出するように係止する第1工程と、
加工治具をその角度基準面が加工装置の支持台34の載置面34aに接するように配置する第2工程と、
加工工具を載置面から略一定の高さに保って加工治具に保持された工具の一部を加工する第3工程により構成する。
加工治具は、工具をその先端が所定長さだけ突出するように保持する保持部と、保持部に保持された工具の中心軸線に対して所定角度をなすように形成された角度基準面を備えている。
(もっと読む)
1 - 11 / 11
[ Back to top ]