
Fターム[3C022NN00]の内容
フライス加工 (3,690) | 調整自在な切刃の取付け (68)
Fターム[3C022NN00]の下位に属するFターム
調節子と切刃の移動方向が同じもの (25)
調節子と切刃の移動方向が異なるもの (29)
弾性変形を利用したもの (9)
Fターム[3C022NN00]に分類される特許
1 - 5 / 5
ワーク加工装置
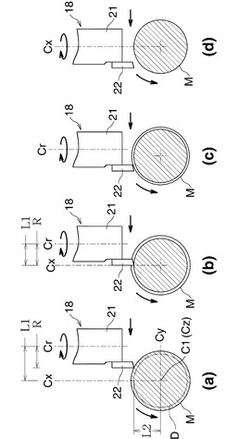
【課題】ワークの円筒状外面を高精度を確保するように加工する。
【解決手段】Z軸方向にのびた軸線を有しかつ軸線周りに回転させられるワークWの円筒状外面を、先端に刃先22を有しかつ回転軸線Crを有する工具18によって加工する装置は、ワーク軸線C1を通ってZ軸方向に直交するX軸方向にのびたX軸軸線Cxから工具回転軸線CrがY軸方向に刃先回転半径R以上隔てられ、かつワーク軸線C1を通ってZ軸方向およびX軸方向に直交するY軸方向にのびたY軸軸線Cyから刃先22がX軸方向にワーク仕上寸法半径Dに相当する距離だけ隔てられる位置から、工具回転中心線CrがX軸軸線Cxを超える位置まで工具18を回転させながらY軸方向に移動させる移動手段を備えている。
(もっと読む)
切削工具

一つの本体(11)、前記本体(11)に取付け可能な少なくとも一つのカッタ本体、前記カッタ本体は、少なくとも一つの明確に定義された切刃(43)を有しており、及び一つの調整ねじ(29)を利用して押し拡げることができる一つの調整要素(25)を有する一つの調整装置(23)を有している切削工具が提案される。切削工具は、前記調整要素(25)が、一方では前記カッタ本体に、他方では切削工具(1)の前記本体(11)に支持される、合口隙間を有するリング(27)として構成されることを特徴とする。 (もっと読む)
インサート着脱式球面カッタの切刃位置測定方法、切刃位置測定治具及びインサート着脱式球面カッタ
【課題】切刃位置を精度良く測定することができるインサート着脱式球面カッタの切刃位置測定方法を提供する。
【解決手段】切刃位置測定治具50によるインサート着脱式球面カッタ10の切刃位置測定方法であって、工具本体11に形成された凹溝12に軸線Oを中心とした円筒面部と軸線Oに直交する当接面15とが設けられ、切刃位置測定治具50には、基準線Sに沿って延びるV字溝と基準線Sに直交する基準平面56が設けられた挟持部材と、測定点の基準線Sからの径方向距離と基準平面56からの基準線S方向距離とを測定する測定器80とが備えられ、円筒面部がV字溝に当接されて軸線Oが基準線S上に固定され、当接面15が基準平面56に当接された状態で、測定器80を用いて、切刃43上の2以上の測定点における基準線Sからの径方向距離及び基準平面56からの基準線S方向距離を測定することを特徴とする。
(もっと読む)
フライスカッタ
【課題】 複数のインサートの位置調整を簡単かつ確実に行うことができ、切刃の振れ調整作業に要する時間と労力を大幅に削減できるとともに、高い切刃振れ精度を得ることができるフライスカッタを提供する。
【解決手段】 軸線回りに回転される工具本体12の先端部外周に複数の取付座15が形成され、取付座15に、切刃を有するインサート41が着脱自在に装着されてなり、インサート41の切刃が工具本体12から突出するように配置されたフライスカッタ11であって、複数形成された取付座15のうちのひとつの取付座15Aは、インサート41を装着したときの切刃が残りの取付座15Bに装着されたインサート41の切刃よりも大きく突出するとともに、インサート41の切刃の位置が固定された基準取付座15Aとされ、残りの取付座15Bには、インサート41の切刃の位置を調整する調整機構が備えられたことを特徴とする。
(もっと読む)
ミーリングカッタ及びそれに使用するためのインサートを支持するカートリッジ
ミーリング工具は、ミーリングボディとミーリングボディに取り付けられるインサートを支持する複数のカートリッジを含んでいる。各カートリッジは、ミーリングボディに形成されたポケットの誘導壁及び後壁に対する前側面及び後側面を含んでいる。また、カートリッジは、前記前側面及び前記後側面に交差する内側面及び後側面を含んでいる。ボディは、堅固な部分と開き可能な部分とにボディを分割するために、カートリッジの両端面の中間位置において前記前側面で開口するスロットを含んでいる。 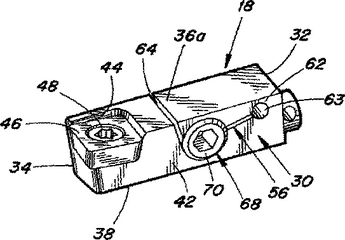 (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]