
Fターム[3C029AA15]の内容
Fターム[3C029AA15]の下位に属するFターム
工具と工作物の電気的導通によるもの (9)
加工負荷によるもの (3)
工具とは異なる部材の工作物への接触 (1)
Fターム[3C029AA15]に分類される特許
1 - 20 / 20
座標測定機
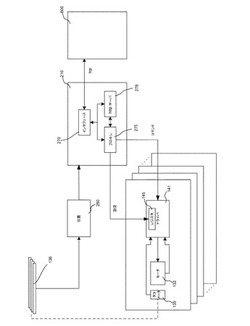
【課題】より単純およびよりコンパクトであり、さらにデバイスのレギュレーション工程のより良い動的管理を与える測定機を提供する。
【解決手段】座標位置決め装置または座標測定機(CMM)は、TCP/IPインタフェース270上の外部デバイス600の接続を許容する個別の軸ドライバおよびプロキシモジュール275を駆動するように配置されたマイクロプロセッサ制御ユニット210を有する。外部デバイス600は、マイクロプロセッサ制御ユニット210に埋め込まれたhttpサーバ278によってユーザ相互作用に、または動的パラメータの調整および較正を含む高度なタスクに用いられる。
(もっと読む)
工具位置決め方法および工具位置決め装置

【課題】 工具とワークに電圧を印加し、非接触状態で電流を検出して位置決めを行うものであって、印加電圧が大きい場合でも工具およびワークの損傷を防いで高精度の位置決めを行うことができ、さらにアルミニウム材でも高精度の位置決めを行うことができる工具位置決め方法および工具位置決め装置を提供する。
【解決手段】 工具1およびワーク2に接続するための電極3a,3bと、電極3a,3bの間に直列に接続される制限抵抗5と、制限抵抗5を介して電極3a,3b間に電圧を印加する電圧供給装置4と、制限抵抗5の両端の電位差を増幅する差動増幅器6と、差動増幅器6から出力される電圧を判定基準電圧と比較するコンパレータ7と、コンパレータ7の出力を検出して電圧供給装置4からの電圧供給を遮断する遮断装置13とを備える工具位置決め装置により位置決めを行う。
(もっと読む)
工作機械
【課題】ワークの加工効率及び加工精度を向上させることができる工作機械を提供する。
【解決手段】加工装置30によるワーク23の被加工部25A,25Bの加工に先立って、計測装置27により被加工部25A,25Bを計測する。その計測結果を基準データとして設定するとともに、基準データをもとにして目標加工量を設定する。目標加工量に基づいて被加工部25A,25Bに対する第1加工量を設定する。設定された第1加工量が得られるように、加工装置30の動作を制御して被加工部25A,25Bに第1加工を施す。被加工部25A,25Bの加工済み部分を計測する。その計測結果に基づいて、目標加工量が得られるように加工済み部分に対する第2加工量を設定する。その第2加工量が得られるように、加工装置30の動作を制御して被加工部25A,25Bに第2加工を施す。
(もっと読む)
工作機械の主軸装置の刃具接触検出装置
【課題】軸受に損傷を与えることなく相手部材に対して刃具を接近させる速度を早くすることを可能とすることにより、刃具の接触位置の検出時間を短縮することができる刃具接触検知装置を提供する。
【解決手段】予圧調整手段により軸受30,40の予圧Pを基準予圧P0より低くした状態において刃具81を相手部材に接触させた場合の変位センサ201,202による検出値を用いて、軸受30,40の予圧Pを基準予圧P0とした場合に刃具81が相手部材に接触した位置を検出する。
(もっと読む)
砥石成形方法、砥石部設計方法、振れ量計測装置および振れ量計測方法
【課題】工具に接近するガイド部を用いて工具の振れ量を算出する。
【解決手段】工具210を回転駆動して振れが無視できなくなった状態で工具210に対してガイド部131を移動させ、工具210とガイド部131との接触を振れ検出手段140により検出する。工具210とガイド部131との接触を検出すると、ガイド部131が工具210に接触するまでの移動量を計測する。工具210の振れが無視できる状態でガイド部131が工具210に接触するまでの基準移動量を求めておき、振れが無視できなくなった状態で計測された移動量と基準移動量とに基づいて、工具210の振れ量を算出する。
(もっと読む)
造形対象物の偏位検出方法及び当該検出に基づく造形対象物の偏位補正方法
【課題】 三次元造形方法において、造形対象物が、本来の位置から偏位している状態を速やかに検出し、かつ当該検出に基づいて、当該偏位を補正する方法を提供すること。
【解決手段】 最も遠い位置にある軌跡に沿って移動した際、負荷電流又は負荷電力の急変によって前記検出を行い、当該検出の後に、工具1を造形対象物2の外側表面に沿って切削に必要な回転を伴わずに順次移動させることによって、偏位している位置の中心座標位置(O’)を算出し、予め予定した軌跡による中心座標位置(O)の方向に移動させると共に、前記各軌跡のうち、各中心座標位置から最も遠いか、最も近い座標位置を一致させることによる造形対象物2の偏位検出及び補正方法及び当該補正方法に対応するソフトウエアを作成するCAMシステム。
(もっと読む)
工作機械の主軸構造及び工作機械
【課題】主軸を軸方向に変位可能として工具の状態を検出することができるとともに、精度良く高速回転可能であり、高回転や高負荷でも耐久性を備えた工作機械の主軸構造を提供すること。
【解決手段】主軸120が、ハウジング110に軸方向に固定的され駆動力が入力される駆動軸120Bと、駆動軸120Bと軸方向に変位可能、かつ、連結手段140により一体回転するように連結され加工工具またはワークを保持する保持軸120Aとからなり、それらが同一軸心上に配置されていること。
(もっと読む)
加工完了判定装置、加工装置及び加工完了判定方法
【課題】ツールと被加工物とを接触させて該被加工物を加工する加工装置が、種類が異なる複数の加工工程を実施できる場合において、種類が異なる加工工程のいずれにおいても工程の完了を判定する。
【解決手段】加工完了判定装置20は、種類が異なる複数の加工工程を行う加工装置10に設けられるAEセンサ21と、加工工程の種類毎に予め定めた調整値を記憶する記憶部26と、加工装置10を制御する制御装置12から加工装置10が行う加工工程の種類を示す工程種類信号を受信して工程種類信号が示す加工工程について記憶部26に記憶される調整値によってAEセンサ21から出力されるAE信号の強度を調整する強度調整部25と、調整されたAE信号に基づいて加工工程が完了したか否かを判定する判定部24と、を備える。
(もっと読む)
接触検出装置、加工装置及び接触検出方法
【課題】加工装置におけるツールと被加工物との接触検出をAEセンサの出力信号を用いて行う際の検出精度を向上する。
【解決手段】接触検出装置22は、被加工物Wにツール14を接触させて加工する加工装置10に設けられるAEセンサ21と、AEセンサ21から得られるAE信号から所定処理により信号を生成するフィルタ33と、フィルタ33から出力される信号強度に基づいて被加工物Wとツール14との接触判定を行う判定部34を備える。フィルタ33は、直近の所定長期間においてAEセンサ21より得られる信号値の中央値を順次生成する。
(もっと読む)
工具位置決め方法および工具位置決め装置
【課題】 簡易な構成で、一般の工具とワークとの高精度な相対位置決めを可能とする工具位置決め方法および工具位置決め装置を提供する。
【解決手段】 工具1およびワーク2に接続するための電極3a,3bと、該電極3a,3bの間に直列に接続される電源4および制限抵抗5と、該制限抵抗5の両端の電位差を増幅する差動増幅器6と、該差動増幅器6から出力される電圧を判定基準電圧と比較するコンパレータ7と、を備える工具位置決め装置を用いて、電極3a,3bを工具1およびワーク2に接続し、電源4により工具1およびワーク2の間に電圧を印加し、工具1をワーク2に接近させ、工具1とワーク2との間に流れるトンネル電流が検出された位置を基準位置として、位置決めを行う。
(もっと読む)
工具とワークの接触検知機構を有する工作機械
【課題】可動軸が流体軸受で支持された超精密加工を行う工作機械において、加工開始位置を正確に検出できるようにする。
【解決手段】ワークはB軸の回転テーブルに取り付けられ、回転テーブルは直動軸のX軸上に取り付けられている。工具はY軸に取り付けられている。又、Y軸はZ軸に取り付けられている。Z軸を所定量移動させる毎にX軸を往復動させて、ワークの加工面を走査し、X、Y、B軸の位置偏差が基準値以上に達していないか判断する(S1,S3,S7,S8)。Y軸を駆動し工具をワークに所定量近づけ(S9.S10)、上記走査を行う。X、Y、B軸の位置偏差が基準値以上に達すると、工具とワークが接触したとして、この接触点を加工開始位置として記憶し、Y軸をスキップさせ、工具を所定量ワークから遠ざかる方向に移動させる。簡単に、ワークの加工面の最大に突出点を加工開始点として検出できる。
(もっと読む)
工作機械及び加工方法
【課題】微細加工用工具を用いて、精度よくかつ実用的に微細精密加工を行なうことのできる工作機械及び加工方法の提供を目的とする。
【解決手段】工具6を工作機械1の主軸5に取り付ける工具取付け工程(S4)と、主軸5を実加工と同じ条件で回転させる主軸回転工程(S5)と、主軸5の位置を安定化させる安定化工程(ステップS6)と、工具6を被加工体7の近辺まで接近させて、工具6と被加工体7との間の放電現象を検知する放電検知工程(S7)と、放電された位置データより被加工体7の加工原点を算出する原点算出工程(S8)と、算出された被加工体7の加工原点に基づいて加工位置へ主軸6を移動させ加工を開始する加工工程(S9)と、加工条件が変化しているときは、主軸回転工程(S5)から加工工程(S9)までの工程を再度実行する方法としてある。
(もっと読む)
工具の位置検出方法およびプリント基板加工装置
【課題】ノイズが発生した場合であっても精度よく工具の位置を検出することができる工具の位置検出方法およびプリント基板加工装置を提供する。
【解決手段】対地抵抗が高いロータシャフトに発生する軸電圧をロータシャフトに保持された工具を介して測定することにより工具の軸線方向の位置を決定する。予め軸電圧の閾値Vhと、判定期間T0と、判定回数Nと、を定めておき、判定期間T0において測定された軸電圧Vi2が閾値Vhを超えた回数iが、判定回数N以上である場合に、工具の先端がワークの表面に接触したと判定する。判定期間T0と切り込み速度Kに基づき、判定期間に切り込まれた切り込み量T0・K量を算出し、工具の先端がワーク表面に接触したと判定したときからの切り込み深さを、算定された判定期間の切り込み量を減算した残りの切り深さ(H−T0・K)により設定する。
(もっと読む)
加工装置および加工方法
【課題】非導電性のガラス基板などの透明なワークと工具との接触を高精度に検出することができる加工装置を提供する。
【解決手段】相対移動機構10によって工具Tと透明体なワークWとを相対移動させながら、工具TによってワークWの表面を加工する加工装置。ワークWの表面にエバネッセント光を発生させるエバネッセント光発生手段30と、ワークWの表面に発生したエバネッセント光の散乱光を検出するエバネッセント光検出手段40と、このエバネッセント光検出手段40からの出力を表示する表示手段(表示部)とを備える。
(もっと読む)
切削装置
【課題】レジンボンド砥石ブレードのように絶縁体からなる切削ブレードであっても、切削ブレードの外周がチャックテーブルや被加工物の上面に接触したときの切削ブレードの位置を確実に検出することができる切削装置を提供する。
【解決手段】チャックテーブルと、チャックテーブルに保持された被加工物を切削するための切削手段と、チャックテーブルと切削手段とを相対的に移動せしめる切削送り手段と、切削手段をチャックテーブルの保持面に対して垂直方向に移動せしめる切り込み送り手段とを具備し、切削手段が回転スピンドルと回転スピンドルに装着された切削ブレードと該回転スピンドルを回転駆動する駆動手段および回転スピンドルを回転可能に支持するスピンドルハウジングとを備えている切削装置であって、回転スピンドルに作用する振動に対応した振動信号を発生する振動信号発生手段と、振動信号発生手段によって発生された振動信号に基づいて切削ブレードの状態を判定する制御手段を具備している。
(もっと読む)
マシニングセンタ及びマシニングセンタにおけるワーク原点自動取得方法
【課題】切削工具を使用してワークを切削加工する前のワーク原点取得において、ワーク原点を高信頼性、高精度、かつ自動的に取得する。
【解決手段】マシニングセンタにおいてワークの原点を自動的に取得するために、切削工具を回転させた状態で、切削工具すなわち主軸をワークから離れた位置から3回ワークに向けて走査し、接触したことをAEセンサにより接触音を検出することによって判断してその位置を記憶させるとともに切削工具を停止させ、2回目と3回目の走査は、1回目の走査より遅い走査速度で、かつ1回目の走査よりワークに近い位置から開始させ、1回目と2回目の走査による接触検出位置及び2回目と3回目の走査による接触検出位置がそれぞれ所定の走査許容誤差以内であれば、2回目と3回目の走査による接触検出位置に基づいてワークの位置の基準となるワーク原点を取得する。
(もっと読む)
切削加工装置および切削加工方法
【課題】 表面に加工部分と非加工部分が設けられた基板を、バイトの損傷等を生じさせずに円滑に切削加工する。
【解決手段】 バイトが加工部分に点b0で当接すると、AEセンサがそれを検出し、その検出信号がCPUに入力される。すると、CPUは、その時点におけるチャックテーブルの位置を認識し、バイトの回転半径r、加工部分3の幅a、加工部分3の縁から非加工部分4の縁までの距離b、非加工部分4の奥行きx、および非加工部分4の幅yをRAMから読み出し、数1の式によりバイトが非加工部分4の加工を開始する送り量b1を算出する。次いで、CPUは、チャックテーブルを点b0の位置から距離b1離間した位置の僅かに手前まで送って停止させ、バイトが非加工部分4を切削するのを阻止する。
【数1】 (もっと読む)
(もっと読む)
工具の先端位置検出方法、ワークの加工方法および摩耗状態検出方法
【課題】 被加工物の加工において工具の先端位置を高精度に検出する。
【解決手段】 傾斜面1aおよび基準面1bを有する基準ブロック1を工作機械のテーブル上に例えばチャック2を介して取り付ける。そして、バイト3を、基準面1bに対して平行にしかも一定速度vになるように走査する。この走査により、図1に示すように、バイト3の刃先4の先端は、傾斜面1aのある所において当接し、それ以後は、基準ブロック1の端部まで傾斜面1aを切削し続け、その上部を切削除去する。この走査と同時に、バイト3と基準ブロック1間の電気特性の時間変化を計測する。これ等の操作により、工具の先端位置が高精度に検出される。
(もっと読む)
計測加工一体型装置
【課題】切削工具を形状測定プローブとした計測加工一体型装置の提供
【解決手段】計測加工一体型装置100は、高速工具制御ユニットと力センサ150からなる。高速工具サーボ制御ユニットは工具120を保持し、高速にその切り込み量を制御するための機構であり、円筒型圧電素子(PZT)130,工具を保持する工具ホルダ122,及び工具120の変位を計測する容量型センサ140から構成されている。円筒型圧電素子(PZT)130により工具を保持する工具ホルダ122を介して、工具120に切り込み量を与えることができる。圧電素子と同心に配置される静電容量型変位計140は工具の変位を検出する。また、力センサ150はベース110にネジ152,154によって固定される。固定に用いるキャップスクリュー152,154の回転角で、力センサに任意の予荷重を負荷させることができる。
(もっと読む)
工作加工機械による測定操作方法、その実地応用工具および本発明の適用分野の管理を確実にするソフトウェア製品
本発明は、加工工程の実行中に、実行されるストローク値を見つけるよう、限界点として定められる力の値を越えるまで測定させる前記作動手段(200)を制御することによって、マシンニングステーションで参照点として選択される点に工具(0)を接触させること、そして、値を比較して値を補正するための操作を繰り返すことにある工作加工機械(M)に応用可能な測定方法に関係する。本発明はまた本方法を実行するための工具、および同手段を制御するソフトウエア製品に関係する。本発明はマシニングステーション上での測定、膨張現象の統合、並びに方向の決定目的のための加工部品の測定を容易にする。  (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]