
Fターム[3C029CC00]の内容
工作機械の検出装置 (1,343) | 加工状態の検出 (66)
Fターム[3C029CC00]の下位に属するFターム
加工異常の検出 (16)
切削力、押圧力の測定 (27)
光学手段によるもの (9)
Fターム[3C029CC00]に分類される特許
1 - 14 / 14
加工びびり振動検出装置、及び工作機械

【課題】加工びびり振動の成分を迅速に特定できる加工びびり振動検出装置、及び工作機械を提供する。
【解決手段】加工びびり振動検出装置10のCPU11は先ず測定処理を実行する。CPU11は測定処理において切削加工中の外乱トルクを推定する。CPU11は解析処理を実行する。CPU11は解析処理において測定処理で推定した外乱トルクを、デジタルフィルタを用いたフィルタリング処理により、切削加工中のびびり振動の成分、即ち、自励びびり振動か、強制びびり振動かを解析する。CPU11は解析処理で解析したデータに基づいてグラフ情報を作成し、表示装置14に出力する。表示装置14は、CPU11から受信したグラフ情報を画面に表示する。作業者は画面に表示したグラフ情報を確認することで、切削加工中にどのような振動を生じているかを明確かつ容易に把握できる。
(もっと読む)
観察点焦点合わせ支援機能付きの工作機械

【課題】テレセントリック光学系顕微鏡システムを用いながらも、観察対象物に対する焦点合わせを容易に実施できるような観察点焦点合わせ支援機能付きの工作機械を提供すること。
【解決手段】落射照明用の光源と光路とが設けられたテレセントリック光学系顕微鏡システムと、前記テレセントリック光学系顕微鏡システムの画像を撮影するCCDカメラと、前記落射照明用の光路に対して斜め方向から第1スポット光を投影させる第1スポット光源と、前記落射照明用の光路に対して斜め方向から第2スポット光を投影させる第2スポット光源と、を備える。第1スポット光も第2スポット光も、テレセントリック光学系顕微鏡システムの焦点レベルにおいて、テレセントリック光学系顕微鏡システムの画像内に入るようになっている。第1スポット光と第2スポット光とは、テレセントリック光学系顕微鏡システムの焦点レベルにおいて、互いに交差するようになっている。
(もっと読む)
工作機械の制御方法および工作機械の制御装置
【課題】回転工具の異常摩耗および折損を防止できる工作機械の制御方法およびその制御装置を提供する。
【解決手段】加工プログラムに基づく基本加工において加工負荷が第一設定値Paを超えた時における被加工物Wに対する回転工具Tの第一位置Aを記憶する。そして、加工負荷が第一設定値Paを超えた後に加工負荷が第一設定値Pa以下となるように、被加工物Wに対して回転工具Tを加工プログラムによる工具移動経路Lから回避移動させながら被加工物Wを加工する(2)(5)。回避加工の後に、被加工物Wに対する回転工具Tの位置を第一位置Aに復帰する(3)(6)。第一位置Aに復帰した後に、第一位置Aから加工プログラムに基づく加工を再開する(4)(7)。
(もっと読む)
データ用回転伝送器を備えた工作機械
撮像装置
【課題】対物レンズのレンズ面にコンタミが付着することを効果的に防止してレンズ面を清浄な状態に保つことができる撮像装置を提供する。
【解決手段】顕微鏡110の対物レンズ113を、顕微鏡110に取り付けたカバー部材120で覆った状態とする。カバー部材120の内部には、レンズ面113aの中央部に対応する箇所に上方開口部122aを有し、レンズ面113aとの間に隙間123を形成する環状凸部122(隙間形成部材)と、隙間123に圧縮エアを導入するエア導入流路125と、隙間123から上方開口部122aに流入する圧縮エアをウェーハ1に向けて噴射する噴射流路126とが形成されている。噴射流路126から噴射する圧縮エアでレンズ面113aへのコンタミの侵入を阻止し、また、隙間123を通る際にレンズ面113aに沿って流動する圧縮エアでレンズ面113aに付着するコンタミを除去する。
(もっと読む)
加工機械主軸の探知装置の給電構造
【課題】加工機械主軸における探知装置の給電構造の提供。
【解決手段】加工機械主軸の探知装置の給電構造は、回転可能な回転軸芯12を備え、しかもそれは、若干の発光ダイオード2、太陽電池3、電圧安定器41、主軸センサー43、信号伝送インターフェース44を備え、発光ダイオード2は主軸1の外ケース11内側に固定し、主軸1外部より電源を提供し、発光し、太陽電池3は回転軸芯12外部に固定し、若干の発光ダイオード2の光を受け取り、電力を発生して出力し、電圧安定器41は回転軸芯12中に固定し、太陽電池3の電力を受け取り、電力の電圧を改変し、電圧の安定処理後に出力し、主軸センサー43は回転軸芯12中に固定し、電圧安定器41が出力する電力を受け取り、主軸1が生じる振動、及び熱の状態を探知し、信号伝送インターフェース44は主軸センサー43と相互に連接し、主軸センサー43が探知したデータを、分析機器に伝送する。
(もっと読む)
工具寿命検出方法及び工具寿命検出装置
【課題】工具の寿命を正確に判定できる信頼性の高い工具寿命検出方法及び工具寿命検出装置を提供する。
【解決手段】工具寿命検出装置は、測定部である電流計8と信号処理装置9から構成されている。信号処理装置9の比較判定部96は、平均値演算部92で新たに演算された平均電流値と、その平均電流値以前に測定された平均電流値の最大値(極大値Amax)との差分値が第1基準差分値を超えた場合に、工具3の劣化状態が第1段階から第2段階へ移行したと判定する。さらに、新たに測定され記憶された平均電流値と、その平均電流値以前に測定され、且つ工具3の劣化状態が第2段階へ移行した時以降に測定された平均電流値の最小値である極小値Aminとの差分値が第2基準差分値を超えた場合に、工具3が寿命に達したと判定する。
(もっと読む)
切削加工モニタリング装置、切削加工装置、切削加工モニタリング方法及び切削加工方法
【課題】加工条件が毎回異なり、かつ、旋削加工及びミーリング加工のいずれの加工方法が用いられる場合であっても加工処理に用いられる工具の寿命を判定することができる。
【解決手段】切削加工モニタリング装置20は、ユーザの操作に応じて工具14の加工条件を入力する。切削加工モニタリング装置20は、工具14の駆動に関するセンサ信号を取得するサンプリングタイムを加工条件に基づいて計算する。切削加工モニタリング装置20は、サンプリングタイム毎に、工具14の駆動に関するセンサ信号をサンプリングデータとして取得する。切削加工モニタリング装置20は、サンプリングデータに基づいて工具14の状態を示すばらつき評価データを計算する。切削加工モニタリング装置20は、計算されたばらつき評価データ間の変化量を計算する。切削加工モニタリング装置20は、計算された変化量が閾値以上である場合に、工具14が寿命に達したと判定する。
(もっと読む)
工具状態監視システム
本発明は、少なくとも1個の幾何学的に定義されたブレードとともに作動中に回転する工具要素2、具体的には、材料切削工具要素2を備える工具1に関する。上述工具要素2は作動状態で作動パラメータの影響を受けやすい。測定装置3は、作動パラメータの測定及び作動パラメータの測定信号への変換のために備えられる。第1の測定装置3、31は、本質的に第1の工具要素2、21に対する第1の作動パラメータだけが第1の測定装置3、31によって記録されることができるように作動状態で第1の工具要素2、21と協働する。 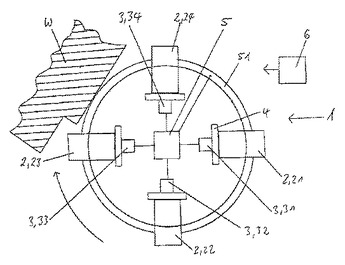 (もっと読む)
(もっと読む)
汎用加工システム
【課題】
工具に作用する加工面圧を検知し、工作機械の制御信号にフィードバックして常に、最良の切れ味と加工抵抗を維持しながら安定した加工を行うための汎用加工システムを提供する。
【解決手段】
工作機械と、工作機械に取り付けた工具を含めた汎用加工システムにおいて、工具の内部に圧力センサー3を具備し、圧力センサー3を介して加工中の加工圧力を検知し、検知した加工圧力に応じて加工条件を制御する。
(もっと読む)
オンデマンド適応制御系
【課題】コンピュータ数値制御(CNC)機械がもたらす能力を工作機械ユーザにより効果的に使用させるインタフェースを提供する。
【解決手段】適応制御系が提供する負荷監視能力は、スピンドル駆動装置126からの入来負荷信号を監視する。監視対象入来負荷が設定警告レベルを上回った場合、警告出力がアクティブとされ、入来負荷が設定警告レベル未満へ低下するまで維持される。入来負荷が設定警告レベルを上回る場合、警告出力と送り留保出力がアクティブとされ、適応コントローラのリセットが要求されるまで維持される。通常の切削操作は、警報レベルを生成した状態に対処されるまでは再開することはできない。工作機械128の適応制御操作は、入来負荷の監視と比例積分微分(PID)コントローラ(104,106,108)アルゴリズムに基づき送り速度変化を要求することでもたらされる。  (もっと読む)
(もっと読む)
計測加工一体型装置
【課題】切削工具を形状測定プローブとした計測加工一体型装置の提供
【解決手段】計測加工一体型装置100は、高速工具制御ユニットと力センサ150からなる。高速工具サーボ制御ユニットは工具120を保持し、高速にその切り込み量を制御するための機構であり、円筒型圧電素子(PZT)130,工具を保持する工具ホルダ122,及び工具120の変位を計測する容量型センサ140から構成されている。円筒型圧電素子(PZT)130により工具を保持する工具ホルダ122を介して、工具120に切り込み量を与えることができる。圧電素子と同心に配置される静電容量型変位計140は工具の変位を検出する。また、力センサ150はベース110にネジ152,154によって固定される。固定に用いるキャップスクリュー152,154の回転角で、力センサに任意の予荷重を負荷させることができる。
(もっと読む)
切削試験機
【課題】 表面粗さが小さい、きれいな加工面の最適加工条件を得るために、膨大な工数が確保できなくても効率良く最短の時間で、かつ、最小のコストで結果を出すことができる切削試験機を提供する。
【解決手段】 ワークWの表面粗さが小さくなる加工条件を得るための切削試験機10であって、主軸台7に回転自在に軸支され、ワークWまたは工具を保持して回転する主軸7aと、ワークWの面粗度を検出する面粗度検出手段と、切削加工時に前記工具に加わる切削抵抗を検出する切削抵抗検出手段と、切削加工時における前記工具の温度を検出する温度検出手段とを備えたことを特徴とする切削試験機10である。
(もっと読む)
金型加工装置
【課題】 主軸の高速回転が可能で、高回転精度、高静剛性・動剛性を有し、高能率で高精度な加工が行える金型加工装置を提供する。
【解決手段】 工具11を回転させるスピンドル装置1の主軸4を、静圧磁気複合軸受6〜9で支持し、次の手段を設ける。静圧磁気複合軸受6〜9の励磁電流を検出する電流検出手段15〜18と、その電流検出値から加工状態を把握する加工状態把握手段19を設ける。外部指令応答オンオフ手段20を設け、静圧磁気複合軸受6〜9は、外部の指令で静圧気体軸受部のみによる支持を可能とする。ハウジング5の温度を測定する手段76と、温度測定対応出力手段77とを設ける。
(もっと読む)
1 - 14 / 14
[ Back to top ]