
Fターム[3C029EE00]の内容
工作機械の検出装置 (1,343) | その他の検出 (452)
Fターム[3C029EE00]の下位に属するFターム
機械の状態の検出 (283)
工具、工作物の有無の確認 (12)
工具のクランプの確認 (18)
工作物のクランプの確認 (21)
ツールプリセッタ(工作機械外で) (8)
工具、工作物の識別 (14)
光学手段によるもの (58)
Fターム[3C029EE00]に分類される特許
1 - 20 / 38
多点検査・施工装置と方法
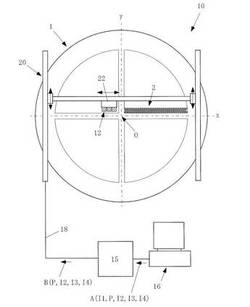
【課題】多数の箇所を検査・施工することができ、時間を短縮することができ、ツールの種類を追加又は変更した場合でも、装置全体の再構築が不要である多点検査・施工装置。
【解決手段】固有のツール番号I2が設定され、検査・施工位置でワーク1を検査・施工する複数のツール装置12と、検査・施工順序I1、検査・施工位置座標P及びツール番号I2を含む検査・施工情報Aを出力する管理装置16と、検査・施工位置座標P及びツール番号I2を含む指令信号Bを出力する制御装置15と、指令信号Bを位置決め装置20及びツール装置12に通信する通信ネットワーク18と、指令信号Bの検査・施工位置座標Pにツール番号I2に相当するツール装置12を位置決めする位置決め装置20とを備え、位置決め後に指令信号Bのツール番号I2に相当するツール装置12により、位置決めされた検査・施工位置においてワーク1を検査・施工する。
(もっと読む)
加工装置及び加工機械の構造仕様設計方法

【課題】再生びびり振動が発生する原因を明らかにして、加工機械の再生びびり振動安定のための設計指針を提供する。
【解決手段】先端に切削工具1を備えたスライド軸50と、スライド軸の先端近傍を支持する油静圧軸受装置52と、スライド軸の後端に接続してスライド軸のスライドを駆動する駆動装置53と、油静圧軸受装置と駆動装置との間に備えられスライド軸を滑り移動可能に支持して送り機構の摩擦を模擬する滑り軸受装置58と、油静圧軸受装置と滑り軸受装置との間に備えられ工具部の軸方向変位を模擬してばね定数を変更可能な第1のばね手段63と、滑り軸受装置と駆動装置との間に備えられ駆動装置の動力伝達部の軸方向変位を模擬してばね定数を変更可能な第2のばね手段64と、滑り軸受装置に軸受予荷重Pを付与してスライド軸の摩擦力を調節可能な摩擦力調整手段59と、摩擦力調整手段による軸受予荷重を計測する予荷重計測手段62と、切削工具の軸方向変位を計測する工具変位計測手段66とを備える。
(もっと読む)
熱変位補正装置および熱変位補正方法
【課題】より高精度にワーク自身の熱変位補正を行うことができる熱変位補正装置および熱変位補正方法を提供する。
【解決手段】ワークWの温度を実際に変化させた時にワークWの基準点P1に対するワークWの所定点P2〜P7の熱変位方向θ2〜θ7を予め測定しておき、測定した熱変位方向θ2〜θ7をデータベース32に記憶しておく。データベース32に記憶されているワークWの所定点P2〜P7の熱変位方向θ2〜θ7、ワークWの温度Tw、および、ワークWの線膨張係数に基づいて、加工時におけるワークWの所定点P2〜P7の熱変位補正位置Ob2〜Ob7を算出する。そして、ワークWの所定点P2〜P7を工具5により加工する際に、熱変位補正位置Ob2〜Ob7に基づいてワークWの基準点P1に対する工具5の相対位置を補正する。
(もっと読む)
接触覚検知装置
【課題】弁機構によるエアーの流通状態を検出することで工具の折損の有無などを検出するように構成した接触覚検知装置において、弁操作における動作ストロークの小さな操作や動作力の小さな操作でも確実な検出が行えて、検出精度を高めることができるようにする。
【解決手段】検知本体5内に給気路9からエアーが供給されるエアー室12と、エアー室12と排気路6とを連通するエアー孔30とを形成し、エアー室12内に給気路9からの供給エアーによってエアー孔30を閉鎖する弁体13を移動自在に配置し、弁体13に検知本体5を貫通して外部に突出していて被検出物Wとの接触により押し込められる接触棒3を設け、排気路6に弁体13の開放によりエアー孔30から排出される排気エアーを検出する圧力スイッチ8を設けており、排気路6に弁体13閉鎖時の残留エアーを漏洩させる大気圧復元手段7を設けている。
(もっと読む)
回転2軸運動の同期精度の診断方法
【課題】回転2軸運動の同期精度を低コストで簡単に診断できる方法を提供する。
【解決手段】2軸のまわりに互いに独立に回転可能に支持された平坦なプレート面上の所定の位置に球を置く(S1)。プレートを、水平位置から、2軸のうちの一方の軸のまわりに、サイン関数の振幅で与えた角度でもって周期的に回転運動させるとともに、2軸のうちの他方の軸のまわりに、前記サイン関数と位相が+90°異なるサイン関数の振幅で与えた角度でもって周期的に回転運動させることによって、球をプレート面上において滑り運動することなく転動させる(S2)。プレート面上における球の運動の軌跡の、予め計算した基準円からの偏差を検出することによって、2軸のまわりの回転運動の同期精度を診断する(S3)。
(もっと読む)
加工装置による被加工物の加工方法
【課題】温度変化の影響を受けずに、チップの刃先を設定された位置に固定保持する段取り作業を実施可能な、加工装置による被加工物の加工方法を提供する。
【解決手段】内周面50bの加工の際、チップ31の取付け姿勢を調整するために行われる段取り作業100は、一定気温の室内にてチップ31をホルダー部32に取付けるセッティング工程(ステップS101)と、その後ホルダー部32の温度をクーラント液52と一致させ、ホルダー部32を主軸4に取付ける取付工程(ステップS102)と、その後ホルダー部32の温度をクーラント液54と一致させ、内周面50bを加工する加工工程(ステップS103)と、その後被加工物50の温度を測定し、制限時間(t)内に筒状部50aの内径寸法を測定し、該内径寸法より前記測定温度に見合った被加工物50の熱膨張量分を加減算して前記内径寸法を補正する測定工程(ステップS104)とにより構成される。
(もっと読む)
熱電対接触式の表面粗さ測定方法及びワークの表面状態検出装置
【課題】広範囲の測定対象物に適応でき、インプロセスで表面粗さの変化量を検出することができるワークの表面状態検出方法及び装置を提供する。
【解決手段】一つの測定用熱電対202をワーク203の被測定面に対してこれに接触させた状態で相対運動させることにより発生する当該熱電対の熱起電力の変化量を測定し、この熱起電力の変化量から、測定用熱電対202と同一のデータ採取用熱電対を当該被測定面に対する場合と同一の接触条件及び相対運動条件で表面粗さが既知の基準面に接触させた状態で相対運動させることによって予め求めた熱起電力の変化量と前記基準面の表面粗さの変化量との相関関係データΔE=β・Ry(ΔEは前記相対運動開始時から測定時までの熱起電力の変化量、βは熱電対の接触条件及び相対運動条件に応じて熱起電力と表面粗さとの関係から導かれる粗さ係数、Ryは表面粗さ)に基づいて、被測定面の表面粗さの変化量を求める。
(もっと読む)
移設検出システム
【課題】機械の電源の状態に関わらず、電力を安定して利用できる移設検出システムを提供する。
【解決手段】移設検出装置20は交流電源35からの電源を使用する。異常電圧検出回路26がAC/DC変換機32の出力電圧の異常を検出した場合、スイッチ41をオフし、スイッチ42をオンすることで、数値制御装置1Aの交流電源16からの電力供給を利用する。交流電源35,16の何れも使用できない場合、スイッチ42をオフし、スイッチ43をオンすることで、バッテリ28からの電力供給を利用できる。従って、交流電源35,16の状態に関わらず、電力を安定して利用できる。
(もっと読む)
切削機械およびその加工処理方法
【課題】切削工具に付着する異物の種類を認識して円滑且つ効率良く加工処理し得る切削機械及びその加工処理方法を提供する。
【解決手段】ステップ114で異物を検出した後(ステップ122)に、加工処理(ステップ126)し再度の画像処理II(ステップ128)をするので、画像処理I(ステップ100)及び画像処理IIにおける突出量MMの比較値で比較すれば(ステップ130)、加工処理時に取除かれる狭義の異物または加工処理時に取除かれない溶着物を明確に区別し得る(ステップ130)。即ち、刃先に広義の異物が付着しても、その付着毎に旋盤の運転を停止させ手作業で刃先を清掃する手間を省けると共に、異物除去用のブラッシング装置などを不要できる。従って、狭義の異物または溶着物を識別し得るので、円滑かつ効率良く旋盤の運転を続行できる。
(もっと読む)
移設検知機能付き産業機械
【課題】 不正な移設のための移動が生じたか否かを適切に判定することができ、不正に対応した処置が行える移設検知機能付き産業機械を提供する。
【解決手段】 工作または計測等の作業を行う作業器具を有する機械本体と、この機械本体または機械本体周囲の環境変化を検知する環境変化検知手段と、不正移設判定手段7と、処理手段とを備える。不正移設判定手段7は、環境変化検知手段の検知した環境変化後の状態が継続する時間の長さに基づき前記機械本体の不正な移設と判定する。処理手段は、不正な移設であるとの判定結果によって前記作業器具による作業を不能とする。
(もっと読む)
ボールねじの熱変位検出装置および熱変位検出方法
【課題】水分や油分の付着に由来する誤検出の問題は生じず、より信頼性に優れたボールねじの熱変位検出装置を提供する。
【解決手段】本発明は、一側端が回転可能且つ軸方向に移動不能に支持され、他端側が回転可能且つ軸方向に移動可能に支持されるボールねじ7の熱変位を検出する装置であって、ボールねじ7の他端側の端面に、間接的又は直接的に接触するようにリニアセンサ40のセンサロッド42を取り付ける。これによれば、ボールねじ7の端面とセンサロッド42とが接触する状態で熱変位を検出することができるので、従来の電磁誘導センサを検出要素とする形態においては不可避であった、ボールねじ7の他端側の端面に水分や油分等が付着することに起因する誤検出の問題は生じず、信頼性に優れた熱変位検出装置を得ることができる。また、電磁誘導センサのように、ボールねじ7の端面の中心に対する厳密な位置合わせ作業は不要であり、熱変位検出装置の低コスト化に貢献できる。
(もっと読む)
工作機械
【課題】部品の組み付け/分解の機能を有すると共に、部品を組み付けた状態で加工できる工作機械を提供する。
【解決手段】第1主軸23及び第2主軸26を有する工作機械10において、シリンダーブロックW1に開口部を有するダミーヘッドW2をボルトにより組み付けると共にボルトを取り外すボルト用工具を、第1主軸23に取り付け、シリンダーブロックW1を研磨するホーニング用工具T2を、第2主軸27に取り付け、ボルト用工具を用いて、シリンダーブロックW1にダミーヘッドW2を組み付け、その後、第1主軸23に取り付ける工具を、シリンダーブロックW1を切削する切削用工具T1に交換し、切削用工具T1、ホーニング用工具T2を用いて、ダミーヘッドW2の開口部を通して、シリンダーブロックW1を加工する。
(もっと読む)
工作機械の工具長計測装置及び工具径計測装置
【課題】機械の慣性力の影響を受けることなく、また、切削工具の形状に関係なく、高い精度で工具長を迅速に計測可能にする。
【解決手段】工作機械1の主軸に取り付けられた工具5の工具長計測装置において、識別線10を付けた変位可能な接触式センサ9と、工具5を移動して刃先と接触式センサ9の先端との接触により工具を停止させる工具移動機構と、接触式センサを撮影して得られた画像から工具停止時の識別線10の位置変化を検出する画像認識装置4と、予め入力した主軸端面Aから接触式センサ9までの距離L0、工具5を移動して接触式センサと9の接触で停止するまでの距離を工具移動機構により検出した移動距離LS、及び検出した識別線10の位置変化ΔLから、工具長LをL=L0−LS+ΔLにより演算する演算装置6と、を備える。
(もっと読む)
測定システムおよび測定システムの監視方法
【課題】センサの電気エネルギー供給の停止に起因して誤って求められた位置を認識することを可能にする。
【解決手段】運動可能な要素(20)の位置を求めるためのセンサ(14)を有する測定システムにおいて、センサ(14)がセンサ時計(24)を有し、測定システムが電気エネルギー蓄積器(13)を有し、電気エネルギー蓄積器(13)が、センサ(14)の外部供給電圧(UV)の異常低下時に、センサ時計(24)を含めてセンサの少なくとも一部に電気エネルギーを供給し、外部供給電圧(UV)の回復後にセンサ時計(24)の時刻と外部時計(25)の時刻との比較が行なわれ、時刻の比較に基づいて、誤って求められた位置が認識される。
(もっと読む)
工作機械のための装置、殊に保護センサ装置
本発明は、少なくとも1つの計算ユニット(10)と少なくとも1つの送信ユニット(12)と少なくとも1つの受信ユニット(14)と少なくとも1つの評価ユニット(16)とを備えた装置殊に工作機械装置に関する。ここで、送信ユニット(12)は少なくとも1つの送信信号(S1,S2)を送信し、受信ユニット(14)は送信信号(S1,S2)によって励起される少なくとも1つの受信信号(E1,E2,E3,E4)を受信し、評価ユニット(16)は少なくとも受信信号(E1,E2,E3,E4)を用いて少なくとも1つのパラメータ(P1,P2,P3,P4)を算出するように構成されている。さらに本発明によれば、計算ユニット(10)はパラメータ(P1,P2,P3,P4)を、モデル(M)を用いて算出される少なくとも1つの比較パラメータ(V1,V2,V3,V4)と比較するように構成されている。  (もっと読む)
(もっと読む)
工作機械監視装置
本発明は識別ユニット(32)がビーム(SR)のスペクトル評価を用いて工作機械作業領域(34)内の材料別の存在を識別するために設けられている、識別ユニットを備えた工作機械監視装置に関している。本発明では、前記識別ユニット(32)が、少なくとも部分的に赤外線スペクトル領域に位置する波長領域(WL2)のビーム検出のための少なくとも1つの感度領域(54.2)を備えたセンサユニット(44)を有していることを特徴とする。  (もっと読む)
(もっと読む)
加工装置
【課題】工具ホルダの長さと径、そして工具ユニットの長さを測定して、使用すべき正しい工具ユニットであるか否かをより確実に判定することができる加工装置を提供する。
【解決手段】加工プログラムに基づいて回転駆動する主軸と、主軸の先端に交換可能に構成された工具ホルダに加工工具を取り付けた工具ユニットと、工具ユニットの任意の個所の寸法を測定可能な測定手段とを備え、加工プログラムまたはホルダ情報40Bには、工具ホルダ80を特定可能な特定個所の寸法を示すホルダ寸法情報が記憶されている。加工装置は、加工を開始する前にホルダ寸法情報を読み出し、主軸に取り付けられている工具ユニットを構成している工具ホルダの特定個所の寸法を測定手段を用いて測定し、読み出したホルダ寸法情報と、測定した工具ホルダの寸法との差が所定範囲内である場合に加工を開始し、差が所定範囲内でない場合には加工を停止する。
(もっと読む)
保管装置
本発明は、座標位置決めマシンとともに使用するための測定プローブのための保管装置に関する。保管装置は、測定プローブのための少なくとも一のレセプタクルを有する保管ユニットと、少なくとも一のレセプタクルに配置された前記測定プローブの温度をコントロールするための少なくとも一の温源とを有する。  (もっと読む)
(もっと読む)
測定プローブのための保管装置
本発明は、座標位置決めマシンとともに使用するための測定プローブのための保管装置に関する。保管装置は、測定プローブのための少なくとも一のレセプタクルを有する。少なくとも一のレセプタクルコネクタは、レセプタクルに配置された測定プローブの少なくとも一のプローブコネクタとの電気的接続のために提供される。少なくとも一のレセプタクルコネクタは、それが、レセプタクルに配置された測定プローブのプローブコネクタから切り離されるように移動可能に構成される。  (もっと読む)
(もっと読む)
工作機械、熱膨張補正用制御プログラム及び記憶媒体
【課題】 工作機械により機械加工するワークと駆動系の駆動軸の熱膨張係数が著しく異なる場合にも、主軸の工具をワークの加工基準に正確に位置合わせ可能にし、ワークと駆動軸の熱膨張差を補正して加工精度を向上可能にすること。
【解決手段】 プログラムメモリに記憶した加工プログラムが1行づつ読込まれ(S4)、読込まれた指令がY軸駆動系への移動指令か否かが判定され(S5)、Y軸駆動系への移動指令の場合(S5;Yes)、加工基準位置からのY軸方向の変位が発生するか否かが判定され(S6)、加工基準位置からのY軸方向の変位が発生する場合(S6;Yes)、移動指令の送り量をスケール倍率kを用いて補正した補正送り量が演算され(S7)、Y軸モータが駆動制御される。
(もっと読む)
1 - 20 / 38
[ Back to top ]