
Fターム[3C030BC25]の内容
自動組立 (6,729) | 組立機構 (1,727) | 凹凸嵌合を円滑に行わせる (255) | 保持手段が平面上を微小移動 (96)
Fターム[3C030BC25]の下位に属するFターム
Fターム[3C030BC25]に分類される特許
1 - 20 / 25
部品組立装置
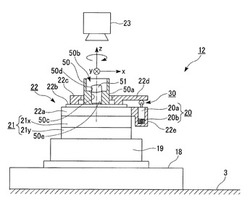
【課題】部品組立装置において、挿入部材が被挿入部材の凹部に引っかかりやすい場合にも、効率よく被挿入部材に挿入部材を挿入することができ、発塵を抑制することができるようにする。
【解決手段】レンズ鏡筒50に設けられたレンズ収容穴部50cにレンズ51を挿入して、レンズ鏡筒50およびレンズ51を含むレンズ組立体を組み立てる部品組立装置であって、レンズ収容穴部50cの開口を上方に向けて配置されたレンズ鏡筒50の側方から進退して保持状態と保持解除状態とを切り換えるチャック部22と、チャック部22に対して、チャック部22の進退方向に交差する方向から衝撃を印加するピエゾハンマ20と、を備え、ピエゾハンマ20は、チャック部22の進退方向における摩擦力を抑制するローラ押圧部30を介してチャック部22を押圧する状態に保持される構成とする。
(もっと読む)
自動組付け装置、自動組付け方法、およびプログラム

【課題】ワークが位置および/または寸法のばらつきを有する場合でも、ワークへの部品の組付けを高信頼かつ高速で行なえる自動組付け装置を提供する。
【解決手段】自動組付け装置1は、部品およびワークの少なくとも一方を、部品とワークとが接触した状態で移動させる移動部260と、ワークに対する部品の接触圧を検出する接触圧検出部240と、接触圧に基づいて部品の組付けの進捗度を評価する評価部210と、評価の結果に基づき、移動部260による移動の量を設定する設定部220とを備える。
(もっと読む)
圧入装置
【課題】 外形にバラツキがあるような圧入部材を扱う場合にも、より高精度に圧入できる圧入装置を提供する。
【解決手段】 圧入部材を保持する圧入部材保持機構10を有する圧入装置において、圧入部材保持機構10は、圧入部材を保持する保持部材20と、圧入部材の被加圧面に当接して圧入部材を加圧する加圧部材30を備え、保持部材20と加圧部材30は、コンプライアンス機構40を介して結合されていることを特徴とする。
(もっと読む)
部品嵌合装置および方法
【課題】複雑な動作を経ずに、部品同士を正確かつ確実に嵌合させることができる部品嵌合装置を提供する。
【解決手段】第1のRCC機構である上下可動部材30とガイド部材31とワイヤ部材32を用いて、テーブル41上の被嵌合部品42に沿うようにガイド部材31を位置決めし、このガイド部材31上に設けた第2のRCC機構であるスライドブッシュ部材34とばね35とブロック部材36を用いて、被嵌合部品42の中心軸線45と嵌合軸部品40の中心軸線44とのずれ分を補い、嵌合軸部品40と被嵌合部品42との嵌合を実施する。
(もっと読む)
ロボットハンド
【課題】ワークチャック装置のチャック位置にワークを自動で精度良くセットできるロボットハンドを提供すること。
【解決手段】ロボットアームに装着されるものであって、3個以上のハンド爪14によりワーク10の内周又は外周を把持し、ワークチャック装置のチャック位置にワーク10を挿入させるロボットハンドにおいて、3個以上のハンド爪14に把持されたワーク10が軸心を中心とする回転方向に外力を受けた場合に、ワーク10を自由に回転させる自由回転機構を有する。
(もっと読む)
部品組付け方法
【課題】ロボットによる組付けにおいて、直線、折れ曲がり、円弧などで多岐に渡る軌道生成を効率的に行い、環境変動や機差にも自動的に対応できる部品組付け方法を提供する。
【解決手段】部品1を部品2の孔に組付ける前に、L字状の概略軌道に沿って力センサ6による探索の範囲を限定する軌道制限胴をロボットハンド5の制御部に記憶させる。ロボットはステレオカメラ7の画像から組付け相手を探し、軌道制限胴内で力センサ6の検出値によって人間の手探り様に組付け方向を探索し、その道程を複数の教示点として記憶することで精密軌道を自習する。その精密軌道を用いた次回以降の組付けにおいては、教示点毎の力センサ6の検出値について記憶値と現在値とに差が出た場合は、精密軌道を微調整する。
(もっと読む)
組立装置
【課題】部材の移動操作の精度を特段に向上させる必要を生ずることなく、凸部を有する部材の凹部への挿入を短時間で完了することができ、さらに、ロボットアームの可搬重量や可動範囲が制限されることのない組立装置を提供する。
【解決手段】凹部を有する部品101または凸部を有する部品102を把持して移動操作し凹部103に凸部を有する部品102の凸部を挿入させるロボットアーム1と、凸部を有する部品102または凹部を有する部品101を保持する保持台4と、保持台4を挿入方向に直交する方向及び/又は挿入方向に直交する軸周りの回転方向に移動可能に支持する受動機構5とを備え、ロボットアーム1が凹部103に凸部を挿入させようとしたときに、保持台4に固定された部材が受ける挿入方向の並進力及び/又はこれに直交する軸周りのモーメントにより受動機構5が変位され、凸部を有する部品102の凸部が凹部103に挿入される。
(もっと読む)
嵌合の詰まり状態を修正する嵌合装置
【課題】嵌合ワークの姿勢を被嵌合ワークに嵌合可能になるように短時間で適切に修正する。
【解決手段】ロボットにより把持される嵌合ワーク(60)を、力制御によって被嵌合ワーク(50)に嵌合する嵌合装置(10)は、嵌合ワークの制御点に働く力とモーメントとを検出する力検出手段(3)と、嵌合時に、嵌合ワークと被嵌合ワークとの間に詰まりが生じているか否かを判定する判定手段(12)と、判定手段により詰まりが生じていると判定された場合には、嵌合ワークが被嵌合ワークに進入した距離に応じて制御点の位置を変更して、嵌合方向に対して垂直な方向において嵌合ワークを被嵌合ワークに押付け、それにより、変更後の前記制御点に基づいて前記嵌合ワークの姿勢を修正する変更手段(13)とを具備する。
(もっと読む)
加工穴検査装置および加工穴検査方法
【課題】誤判定を回避し,安定した検査を行うことができる加工穴検査装置および加工穴検査方法を提供すること。
【解決手段】検査装置は,加工穴12に対して検査ピン3を前進させ,検査ピン3の加工穴12への進入量を基に加工穴12の良否を判断するものである。検査ピン3は,先端部が偏心した円錐台状をなしている。すなわち,検査ピンの先端部は,軸方向に対して傾斜するテーパ面を有している。さらに検査ピン3は,軸方向と直交する方向に移動可能にフローティング支持される。このような検査ピン3を,先端部のテーパ面のうち,頂上面から中心側であって幅広の第1テーパ面32が加工穴12のかしめ部15側を向いた状態で,加工穴12に進入させる。
(もっと読む)
ギヤシャフト組立て装置及びギヤシャフトの組立て方法
【課題】本願発明は、ギヤシャフトの組立てのタクトタイムが小さく、装置のコストが低く、且つ装置のメンテナンスも容易であるギヤシャフトの組立て装置及びその方法を提供する。
【解決手段】本願発明のギヤシャフト組立て装置は、6軸ロボットとギヤシャフト組立て台からなる。このロボットのハンドは、ギヤ3を押圧する押圧ブラケット53を備え、押圧部53aでギヤを押圧しつつ把持する。このロボットハンドは把持したギヤを、ギヤのシャフト孔に組立て台の固定部42に垂設されたシャフト2に貫通させて、シャフトの備えるスプラインの上部端部に近接状態に配置した後、ギヤをアンクランプし、このハンドを水平回転させる。及び/又は、ギヤシャフト組立て台はロボットハンドと反対方向に水平回転させる。
(もっと読む)
コンプライアンス装置
【課題】簡易な構成で組み付けが容易なコンプライアンス装置を得る。
【解決手段】線材を折り曲げて形成される折曲部2aと、折曲部2aの両端から直線状に延設された起立部2b及び2cと、起立部2b及び2cの下端部を折り曲げて延設された嵌合部3及び4を有し、折曲部2aと起立部2b及び2cが嵌合部3及び4と複数交互に連接されて繰り返し単位を形成するコンプライアンスデバイスを構成し、嵌合部3及び4がコンプライアンス装置の固定部材または可動部材に嵌合されるように構成した。
(もっと読む)
部品位置決め方法及びその装置
【課題】作業者が他の作業を兼務することが可能になる部品位置決め方法を提供する。
【解決手段】移動する車体Bに対して、移動自在なセット治具2に把持されるサイドカーテンエアバッグSを位置決めして組付ける部品位置決め方法であって、作業者がアシスト搬送手段を車体Bの移動方向と逆方向に移動させるだけでエアバッグSを車体Bに対する所定位置までパワーアシスト搬送する工程と、セット治具2に設けた引出し・巻取り自在なワイヤの先端の係合部材10を作業者が車体Bの所定箇所に装着する工程と、ワイヤの引出し長さと引出し角度を検出して、車体BとエアバッグSの相対的な位置ずれをなくすようセット治具2を移動させ、セット治具2に設けた位置決めピン7を係合部材10に連結してセット治具2を自動で位置決めする工程と、位置決めされたセット治具2に支持されたエアバッグSを車体Bに自動で組付ける工程を備えた。
(もっと読む)
部品位置決め装置
【課題】部品組付け対象物に部品を位置決めする際に、部品組付け対象物と部品の間に位置ずれが生じることがない部品位置決め装置を提供する。
【解決手段】車体に対して、サイドカーテンエアバッグを位置決めする部品位置決め装置であって、エアバッグをセットするセット治具2と、セット治具2を搬送するアシスト搬送手段4と、アシスト搬送手段4とセット治具2を連結するフローティング機構6を備え、セット治具2には車体の基準孔に位置決めピンを嵌合する位置決め機構5と、車体に対して位置決めピンの挿入方向と略逆方向に押圧する挟持手段31と、エアバッグの特定部位を車体の取付孔に押し込む押込手段32を設けた。フローティング機構6は、エアダンパを膨らませることによりロック状態にし、エアダンパを縮ませることによりフローティング状態にし、それらが切替自在である。
(もっと読む)
圧入装置
【課題】簡単な構成により下冶具に設置された被圧入部品と、上冶具に装着された圧入部品との中心軸を一致させて、圧入することができ、その結果、部品同士の干渉による破損原因を軽減できる自己センタリング機構を備えた圧入装置を提供する。
【解決手段】下部に鍔7bを有し、装置架台上に設置された円柱形状のベース部7と、上部に鍔6fを有し、この鍔6fの上面6cの中央部に被圧入部品を設置するための受け皿6bとを備え、受け部6は、鍔6fと鍔7bとの間に配設したコイルスプリング8により、上下左右方向に動作自在なフローティング状態にベース部7と連結されている。
(もっと読む)
スナップリング組み付け検査装置
【課題】スナップリングが確実にリング溝底まで入り込んで組み付けられているか否かを正確に判定できるスナップリング組み付け検査装置を提供する。
【解決手段】スナップリングRが内周面のリング溝に組み付けられたケース内に、同軸方向に挿入される測定ヘッド4と、測定ヘッド4内で径方向に移動可能に設けられ、外径方向に移動することにより、スナップリングRの内周面に押接する第1当接部6aと、第1当接部6aの移動距離を検出し、検出した第1当接部6aの移動距離に基づきスナップリングRの内径D3を測定する内径測定部33、42と、を設けた。
(もっと読む)
位置誤差吸収装置
【課題】ロボットアームの様々な姿勢による重力作用が生じた場合においても十分な誤差吸収機能を発揮することができる位置誤差吸収装置を提供することを課題とする。
【解決手段】この発明は、部材W1、W2同士の組立て作業や嵌め合い作業用の位置誤差吸収装置であって、ロボットの出力端側に取り付けられる固定体1と、一方の部材W1が取り付けられる可動体2とを、両端に多自由度継手を具備させた複数の流体圧シリンダ3を介して連結することにより全体としてパラレルメカニズムを構成し、前記パラレルメカニズムに基づいた可動体2の動きによって部材W1、W2間の位置誤差を吸収するようにしたことを特徴とする位置誤差吸収装置である。
(もっと読む)
一つの弾性体で構成された弾性中心機器
【課題】一つの弾性体で構成された弾性中心機器を提供する。
【解決手段】弾性体210は両端に一定の傾斜を有して形成される円板212と、円板を一定間隔で多数積層し、積層された多数の円板の両端に位置し、両端のそれぞれには、円板の傾斜と対称する同一な傾斜を有する突出部216aと陥没部214aが形成され、多数の締結孔が形成される第1及び第2支持部214、216と、第1及び第2支持部の間に積層された多数の円板が互いに弾性結合されるように、その間に充填される充填材218とで構成される。第1支持部214は、昇降部Mの下端に固定される。第2支持部216は、圧入部品Aを把持できる圧入フレームで構成された下部支持体14に固定される。弾性体210の弾性中心点Pは、圧入フレームに把持された圧入部品Aの端部に位置する。
(もっと読む)
測定センサー付き弾性中心機器
【課題】部品数が少なく、安価な圧入力または位置誤差補正量測定センサー付き弾性中心機器を提供する。
【解決手段】上、下部支持体13、14と、上、下部支持体13、14の間に複数の弾性体16及び複数のリミッター30が形成され、弾性中心原理により純粋な並進運動でボスと圧入部品の間の中心誤差を補正する圧入用弾性中心機器10において、リミッター30には圧入力測定センサー40を付着して、リミッター30に作用する圧入力を算出するように構成される。
(もっと読む)
自動嵌合方法及びそれを用いた回動量調整方法、回動量調整装置
【課題】車両のホイールアライメント調整などを行うに際し、ソケット等により構成される嵌合部の、カムボルト等により構成される被嵌合部に対する位置ずれを広い範囲で吸収(許容)することができるとともに、シンプルな構成により装置の軽量化・省スペース化・低コスト化を図る。
【解決手段】嵌合部を有するツール10(嵌合部材)を、自動的に動作するロボット3(移動手段)により、前記嵌合部が弾性変位可能となるように支持し、ツール10をロボット3によって移動させることにより、前記嵌合部をカムボルト2(被嵌合部材)の被嵌合部に嵌合させる自動嵌合方法であって、ロボット3による動作は、前記嵌合部を、前記被嵌合部に付勢当接させた状態で、前記嵌合部の前記被嵌合部に対する嵌合方向に垂直な面である移動面上にて、前記弾性変位を含め略円状あるいは略楕円状の探り軌跡を描くように移動させる探り動作を含む。
(もっと読む)
トルクコンバータ自動組付装置
【課題】トルクコンバータを自動変速機に迅速且つ容易に組み付け可能で、仕様の異なる複数種類のトルクコンバータに各々対応可能な汎用性を有するトルクコンバータ自動組付装置を提供する。
【解決手段】自動変速機を横置き姿勢状態に自動変速機保持手段に保持し、トルクコンバータ101を自動変速機に対向する対向姿勢状態にトルクコンバータ保持手段51に保持する。そして、送り移動ねじ手段49を自動変速機100の仕様に応じて予め設定された回転角度だけ正転させて、トルクコンバータ101を所定の押し込み力で自動変速機に押し込む。トルクコンバータ101の嵌合部と自動変速機の被嵌合部とを嵌合させることができなかったときは、押し込みテーブル42を一旦後退させ、トルクコンバータ101の回転により嵌合部と被嵌合部との位相を変更してから、再び所定の押し込み力で押し込む。
(もっと読む)
1 - 20 / 25
[ Back to top ]