
Fターム[3C030CC07]の内容
自動組立 (6,729) | 輸送機械の組立・分解 (611) | 自動車 (578) | 艤装物品の組立 (292)
Fターム[3C030CC07]の下位に属するFターム
エンジン (123)
Fターム[3C030CC07]に分類される特許
1 - 20 / 169
ステアリングギヤボックス中立点検出治具
【課題】ステアリングギヤボックスの中立点を容易に検出することが可能なステアリングギヤボックス中立点検出治具を提供する。
【解決手段】ステアリングホイール4に装着され、ステアリングギヤボックス3の中立点を検出するためのステアリングギヤボックス中立点検出治具10であって、ステアリングギヤボックス中立点検出治具10がステアリングホイール4に装着された状態で、ステアリングホイール4の回動軸と同一軸線上に配置され、当該軸線回りに回動可能なダイヤルゲージ14と、ステアリングホイール4に形成された一対の装着穴4a・4aにそれぞれ挿入されることにより当該ステアリングホイール4に係合することが可能な一対のピン12・12と、一対のピン12・12の間の距離を変更することが可能な間隔調整機構13とを備える。
(もっと読む)
作業支援装置

【課題】1人の作業者で部品の取付けや取外しを効率よく行うことができるようにする。
【解決手段】ドアパネル2内にドアビーム31を配設し、このドアビーム31をインナパネル2aに開口されている作業用窓3から挿入する溶接ガン45にてスポット溶接するに際し、インナパネル2a上に描画空間を設定し、この描画空間に、レーザプロジェクタ11からドアビーム31と同一のドアビーム像51をドアビーム31に重ね合わされるようにして描画すると共に、作業用窓3から溶接ポイントP’迄の電極挿入経路52aを描画する。溶接作業者は、溶接ガン45の固定電極45aを電極挿入経路52aに沿って作業用窓3からドアパネル2内に挿入して移動させることで固定電極45aを溶接ポイントP’に容易に到達させることができる。
(もっと読む)
連続搬送組立装置
【課題】被組付け側の部品と組付け側の部品を、連続的に搬送しながら高速組付けするための新規な装置であり、低コストで信頼性の高い連続搬送組付装置を実現する。
【解決手段】搬送される略棒状のインシュレータIの上方に、略筒状のハウジングHをハウジング供給部3から1つずつ供給して対向させ、インシュレータ搬送部2とハウジング搬送部3を用いて、双方の部品を連続的に水平方向に搬送しながら、インシュレータIを徐々に上昇させてハウジングH内に挿通し、略組付け状態とする。ハウジングHはガイド部材5により上下方向を規制しながら案内され、組付け位置で規制を解除することで組付けを完了させる。
(もっと読む)
被加工物の加工方法
【課題】溶接によって、被加工物の加工精度を向上させることができる被加工物の加工方法を提供する。
【解決手段】第1部材110及び第1部材110に組み付けられる第2部材120に対して溶接する被加工物100の加工方法において、第2部材120を基準軸として被加工物100を回転させた際に生じる第1部材110の最大振れ位置を検出する振れ測定工程S3、最大振れ位置と第1部材110に相当する部材と第2部材120に相当する部材との偏位発生傾向位置を予め設定した偏位発生傾向位置データとを対比して第1部材110と第2部材120の接合部に溶接開始位置Sを設定する溶接開始位置設定工程S5、溶接開始位置Sを溶接始点として第1部材110と第2部材120との接合部を溶接する溶接工程S6を備える。
(もっと読む)
デファレンシャルギヤの組立装置および方法
【課題】デファレンシャルギヤの組立における作業効率や生産性を向上させる。
【解決手段】デファレンシャルギヤ1の組立装置10は、支持テーブル11上のデフケース5に対して昇降可能であってデフケース5内に載置された下側のサイドギヤ2の軸孔を通過すると共に上側のサイドギヤ2を下方から支持することができるように構成されたサイドギヤ支持部材21と、支持テーブル11上のデフケース5に対して昇降可能であると共にドライブシャフト挿通孔5dの軸心周りに回転可能であり、デフケース5内に載置された下側のサイドギヤ2の軸孔を通過すると共にダミーシャフト9と係合して当該ダミーシャフト9を旋回させることができるダミーシャフト旋回部材20と、支持テーブル11上のデフケース5に対して昇降可能であると共にダミーシャフト9の調心凹部9aと係合可能な調心部材22とを含む。
(もっと読む)
車輪用軸受装置の製造方法
【課題】回転部材と案内部との磨耗に起因して異音が発生すること、または案内部が回転部材から外れることを抑制することが可能な車輪用軸受装置の製造方法を提供する。
【解決手段】車輪用軸受装置の製造方法は、まず、フランジ部7のボルト孔8にボルト9を圧入する。次に、案内部13を案内としてブレーキディスク11をフランジ部7に密着させ、ブレーキディスク11のボルト孔11aにボルト9の先端部分を挿入する。次に、案内部13を案内として車輪12をブレーキディスク11に密着させ、車輪12のボルト孔12aにボルト9の先端部分を挿入する。次に、ボルト9の先端部分にナット18を取り付け、ナット18を締め付けることによりブレーキディスク11および車輪12をフランジ部7に固定する。次に、案内部13を内軸2aから取り外す。
(もっと読む)
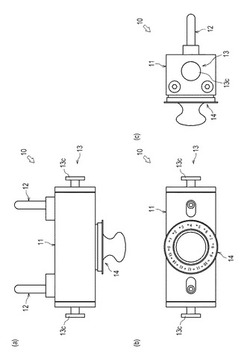
圧入治具およびこれを用いた圧入装置
【課題】被圧入物をシェルに圧入するときに、被圧入物の損傷を防止できる圧入治具およびこれを用いた圧入装置を提供すること。
【解決手段】圧入治具2は、外周が断熱マット11で覆われたCSF10を筒状のシェルに圧入する際に用いられるものであって、CSF10に対して上側に配置される円形プレート22と、円形プレート22の上側に取り付けられる上蓋21と、円形プレート22を貫通して摺動可能なガイドピン24が固定されるとともに、円形プレート22よりも外方に設けられ、かつ円形プレート22に近接離間する方向に移動可能な可変プレート23と、ガイドピン24に挿通されて円形プレート22と可変プレート23との間に介装され、可変プレート23を円形プレート22から離れる方向に付勢するスプリング25とを備え、円形プレート22の下側には、可変プレート23の下側の面が接触する下蓋26が設けられている。
(もっと読む)
シールパッキン組付装置およびシールパッキン組付方法
【課題】シールパッキンの組み付けの確実性を向上する。
【解決手段】熱交換器の構成部品であるコアプレート5にシールパッキン9を組み付けるシールパッキン組付装置であって、シールパッキン9をコアプレート5の溝5eに押し付けながら溝5eに沿って回転移動するローラー132aと、コアプレート5に当接するガイド部材132b、132c、132dとを備え、ローラー132aは、ガイド部材132b、132c、132dがコアプレート5から受ける反力により、コアプレート5の形状に合わせて変位するように支持されている。
(もっと読む)
筒状シール部材の圧入方法およびそれに用いる治具
【課題】円盤状フランジ部が倒れるように変形することを抑制できる筒状シール部材の圧入方法およびそれに用いる治具を提供する。
【解決手段】筒状シール部材200は、軸方向一端側から相手部材21の外周面21aに圧入される円筒部210と、円盤状フランジ部220と、円筒部210の軸方向一端と円盤状フランジ部220の内周端とを連結し且つ両面を湾曲形状に形成した湾曲連結部230とを備える。治具400,500により筒状シール部材200の湾曲連結部230の凹状湾曲面を軸方向一端側に向かって押し付けて、円筒部210の軸方向一端側から相手部材21に圧入する。
(もっと読む)
プーリアッセンブリー圧入方法、及び、プーリアッセンブリー圧入装置
【課題】ドライブプーリ及びドリブンプーリにベルトを巻き掛けて形成されるアッセンブリーをミッションケースに圧入する際に、ドライブプーリ及びドリブンプーリの軸方向の相対位置がずれないように圧入できるようにする。
【解決手段】入力軸11に装着されるドライブプーリ20と、出力軸12に装着されるドリブンプーリ30と、これらプーリ20,30に巻き掛けられるVベルト13とを有するプーリアッセンブリー15をミッションケース40に圧入するプーリアッセンブリー圧入方法において、入力軸11と出力軸12との軸間距離、及び、Vベルト13の位置を固定治具53で固定するアッセンブリー固定工程と、固定治具53で固定されたプーリアッセンブリー15をミッションケース40に移動し、ミッションケース40に圧入する圧入工程と、固定治具53を取り外す治具取り外し工程とを有する。
(もっと読む)
部品組付け装置および部品組付け方法
【課題】作業スペースを削減するようにした部品組付け装置および部品組付け方法を提供する。
【解決手段】第1部品の検査を行う第1部品検査用回転テーブル14と、第2部品の検査を行う第2部品検査用回転テーブル18と、第1部品に第2部品を組付けて保持可能な部品組付け用回転テーブル22と、検査が完了した第1部品、第2部品を部品組付け用回転テーブル22に供給する第1部品供給手段26、第2部品供給手段28と、第1部品検査用回転テーブル14、第2部品検査用回転テーブル18、部品組付け用回転テーブル22を回転駆動する第1、第2、第3回転駆動手段30,32,34と、第1部品供給手段26、第2部品供給手段28と第1、第2、第3回転駆動手段30,32,34の動作を制御する制御手段40とを備える。
(もっと読む)
車両用サイドミラーの組付治具
【課題】 車両用サイドミラー1の組立において、ブラケットを用いずに、車種によらない共通の組付治具20を用いることによって、より確実にかつ容易にサイドミラー1の組立を行うことができる技術を提供する。
【解決手段】 第1基準孔5aと第2基準孔5bと平坦部5cを設けたミラーバイザー5を第1乃至第3突起部21a〜21cを備えた組付治具20に載置する。組付治具20の第1突起部21aは第1基準孔5aにおいてミラーバイザー5を受け、第2突起部21bは第2基準孔5bにおいてミラーバイザー5を受け、第3突起部21cはミラーバイザー5の平坦部5cを受ける。
(もっと読む)
自動組立装置
【課題】搬送中のワークに部品を組み付けることのできる自動組立装置を提供する。
【解決手段】ワーク12を水平方向に搬送する搬送手段30、31と、搬送手段30、31で搬送されているワーク12の上方へ被挿入部品13を供給する供給手段40、41と、搬送手段30、31で搬送されているワーク12および供給手段40、41で供給された被挿入部品13のうち少なくとも一方を上下方向に移動させる上下駆動手段33とを備え、供給手段40、41は、被挿入部品13をワーク12の搬送方向に取り出すことのできるように開放された開放部413を有し、搬送手段30、31でワーク12を水平方向に搬送しながら上下駆動手段33でワーク12を被挿入部品13に挿入させることで、ワーク12で被挿入部品13を引っ掛けて開放部413から引き出し、開放部413から引き出された被挿入部品13をワーク12に自重落下させる。
(もっと読む)
大径バンド仮取付け装置
【課題】タイトな大径バンドであっても仮取付けが自動化できる仮取付装置を提供することを課題とする。
【解決手段】図(a)に示すように、第1押し片71で大径バンド90を、径が縮むように押す。(b)に示すように、押された大径バンド90は下縁48bを介して円滑にバンド収納溝48aに収まる。
【効果】従来は人手に委ねていた大径バンド仮取付け工程を、本発明により、自動化が可能となる。その結果、生産性を大幅に向上させることができる。
(もっと読む)
部品組付け作業システム
【課題】部品・作業工具受け持ちキャリヤーをその部品の被組付け対象物と同期して前進させることにより、その部品の組付け作業性を向上する。
【解決手段】互いに係脱作用する昇降ロッド(37)と揺動アーム(44)との1組を、部品・作業工具受け持ちキャリヤー(C)に取り付ける一方、昇降ロッドを引き下げて揺動アームとの係止状態を保つロッド引き下げ用具(51)とその引き下げ後の昇降ロッドを押し進める駆動片(52)とを、被組付け対象物(M)に設置して、上記キャリヤーを被組付け対象物と同期して前進往動させると共に、そのキャリヤーの往動中にある揺動アームの前端部が固定物(58)側から突出する受け止めストッパー(57)と衝突するや、上記揺動アームとの係止状態を解かれた昇降ロッドが上昇復帰して、キャリヤーだけが自づと後退復帰するように定めた。
(もっと読む)
ワーク加工用固定治具の交換装置
【課題】加工用ワークをクランパーで固定するワーク加工用固定治具を小型軽量化することができ、ワーク加工用固定治具の格納スペースの拡大と、タクトタイムが長くなることを防ぐことができ、而もパレットの格納スペースを大きくすることなく多車種に対応するワーク加工用固定治具を簡易な構成にできるワーク加工用固定治具の交換装置を提供する。
【解決手段】ワーク加工用固定治具20A、30Aをクランプするクランパーを、相反する方向に形成される垂直面それぞれに設置していると共に、前記各垂直面を垂直回転軸によって垂直回転させる回転機構をそれぞれ備る2つの固定治具固定ユニット2、3と対になるワーク加工用固定治具20A、30Aが格納される治具ストッカ4と、ワーク加工用固定治具20A、30Aを、治具ストッカ4の治具格納位置及び前記クランパーのクランプ位置間で移動させる産業用搬送ロボット5を備える。
(もっと読む)
圧入装置
【課題】パンチテーブルのスライド方向に直交する方向の幅寸法を縮小することができる圧入装置を提供すること。
【解決手段】圧入装置1は、圧入ワーク8を支持する回転テーブル4と、圧入部品82を押し出すパンチ2と、パンチ2を配設して、回転テーブル4の回転平面方向に対して平行な方向へスライドさせるパンチテーブル25と、を備えている。圧入装置1は、圧入ワーク8に形成された圧入穴81の回転位置を、回転テーブル4を回転させて変更する一方、圧入部品82のスライド位置を、パンチテーブル25をスライドさせて変更して、回転位置とスライド位置とを一致させ、パンチ2によって圧入部品82を圧入穴81へ圧入するよう構成してある。
(もっと読む)
圧入装置
【課題】圧入時に工作機械に大きな負荷がかかることを確実に防止できる圧入装置を提供する。
【解決手段】主軸11の回動に伴って一体的に回動するシャンク30と、シャンク30を回動可能に支持する支持部材40と、シャンク30の回動に伴って一体的に回動する推進部材50と、推進部材50が回動した際に、推進部材50をシャンク30に対して前後方向に相対的に移動可能に支持するとともに、皿ばね75・75を介して支持部材40に支持されるアーム70と、推進部材50の移動に伴って一体的に移動するとともに、圧入部品W1を支持する圧入ヘッド60と、を具備する圧入工具20を主軸11に装着し、アーム70が後方向に移動不能となるようにアーム70の係合部70dを治具100の切欠部100aに係合させた状態で、圧入装置1を後方向に移動させて、支持部材40をアーム70から離間させた状態で、圧入部品W1をワークWに対して圧入する。
(もっと読む)
車両用ガラスの処理装置
【課題】よりシンプルな構成によって、車両用ガラスを迅速に処理することにある。
【解決手段】位置決め部材20の基準点を搬送部材10の基準位置に配置しつつ位置決め部材20を搬送部材10上に配置するとともに、検出部材70によって、車両用ガラスWの基準点と位置決め部材20の基準点の双方をそれらの上方から検出可能とし、検出部材70が、車両用ガラスWの基準点と位置決め部材20の基準点がずれていることを検出したとき、移動部材によって位置決め部材20を水平方向に移動させて同ずれを補正したのち、車両用ガラスWを持ち上げる構成である。
(もっと読む)
ワーク処理システム
【課題】一種類のワーク受け装置で多種多様のワークを位置決めし、ワークに対して正確に物理的処理を行う。
【解決手段】基準穴DHが設けられているワークWをクランプするクランパー2と、クランパー2を上下方向に移動させると共に傾斜可能な複数のアクチュエータ3を有するワーク受け装置4と、先端のアーム51にワーク受け装置4のクランパー2にクランプされたワークWに物理的処理を施す処理装置6が固定されている産業用ロボット5と、所定位置に固定されワークWの基準穴DHを撮像する撮像機器7と、処理装置6が処理位置に移動するように産業用ロボット5を制御すると共に、撮像機器7で撮像された基準穴DHの画像を処理して求めた基準穴DHの位置実測値と位置基準値とを比較して、クランパー2にクランプされたワークWの基準穴DHが位置ずれしている場合には、そのずれ方向及びずれ量に応じて処理位置を補正するロボット制御部11とを備える。
(もっと読む)
1 - 20 / 169
[ Back to top ]